
LNG储罐用高锰低温钢埋弧焊焊接材料及工艺研究
2023-06-02 01:44:42汪昌红包润新
电焊机 2023年5期
陈 成,汪昌红,包润新,汪 涛,魏 艳,张 翔,余 超
武汉铁锚焊接材料股份有限公司,湖北 武汉 430084
0 前言
随着液化天然气(Liquefied Natural Gas,LNG)能源消费占比不断攀升,LNG储罐得到了全球各国的重视[1-3]。在LNG 安全生产、运输和使用等过程中,储罐材料的性能至关重要[4-6]。目前,运输液态天然气的LNG 船和储存液态天然气的储罐主要采用9Ni钢,由于镍元素的价格昂贵,使得9Ni钢的冶炼和使用成本大大提高,使用的焊材价格昂贵。高锰(22.5%~25.5% Mn 含量)低温钢与9Ni 钢具有相同的物理冶金特点,韧-脆转变温度低于-196 ℃,在-196 ℃下组织稳定,完全满足运输和储存液态天然气等的要求,有望取代9Ni钢作为LNG储罐用钢极具竞争力的首选材料[7-10]。
焊接在LNG储罐的制造过程中至关重要,根据压力容器安全事故调查结果,90%以上的压力容器事故是焊接缺陷导致的。因此,选择合适的焊接材料和制定合理的焊接工艺,从而获得组织稳定的焊缝组织,对LNG储罐焊接接头的力学性能的提高有重要作用。高锰低温钢是一种新材料,我国对其匹配的焊接材料、焊接工艺及焊接接头性能研究和评价尚处于探索阶段。鉴于LNG储罐制造特点,埋弧焊(SAW)可用在平位置和横位置的拼板焊方面具有较高的效率,也有较为广泛的应用,特别是在横位置环焊缝焊接中。而且埋弧焊焊缝质量高,熔渣隔绝空气的保护效果好,焊接参数可以通过自动调节保持稳定,焊缝成分稳定,机械性能优异。
本文介绍了LNG 储罐用高锰低温钢配套的埋弧焊丝和焊剂的研制过程,开展了埋弧焊工艺研究,分析了道间温度和热输入对熔敷金属力学性能的影响,为超低温及低成本容器钢工业应用提供了试验基础及理论分析。
1 焊材研制思路
1.1 焊丝合金体系的设计
根据中国船级社《高锰奥氏体低温钢应用指南》相关要求,高锰奥氏体低温钢焊接材料的力学性能须符合以下要求:
(1)用于高锰奥氏体低温钢的焊接材料熔敷金属试验的力学性能要求如表1所示。

表1 熔敷金属力学性能Table 1 Mechanical properties of the deposited metal
(2)用于高锰奥氏体低温钢的焊接材料对接焊试验的力学性能要求如表2所示。

表2 对接接头力学性能Table 2 Mechanical properties of the welded joint
根据中国船级社《高锰奥氏体低温钢应用指南》要求,高锰奥氏体低温钢化学成分如表3所示。

表3 高锰低温钢主要化学成分(质量分数,%)Table 3 Main chemical composition of high manganese cryogenic steel (wt.%)
选取了和母材类似的合金体系,研制出高锰低温钢配套埋弧焊丝MCJGMn。选用与母材相近的高锰(22.5%~25.5% Mn 含量)合金体系,添加适量的Cr、Ni 和Mo,其中Cr、Mo 的加入,可形成碳化物或氮化物,以提高焊缝强度,Mo还能缩小固液共存区间,可以有效抑制热裂纹发生,添加适量的Ni,可进一步稳定奥氏体组织,以提高-196 ℃冲击功。
1.2 焊剂成分设计
根据埋弧焊冶金特点以及焊缝金属高合金化学成分含量要求(合金含量≥35%),为确保焊接工艺优良和力学性能满足指标要求,主要考虑选用低S、低P 氟碱性烧结焊剂、硅钙型烧结焊剂以及低锰高硅中氟熔炼焊剂,经过系列试验,择优选取力学性能和工艺性能最优组合。焊剂成分如表4所示。

表4 焊剂主要化学成分(质量分数,%)Table 4 The main chemical composition of the flux (wt.%)
1.3 熔敷金属组织成分
熔敷金属的组织为全奥氏体,主要合金成分体系如下:以Mn、C为主要稳定奥氏体化元素,适当添加Ni 等合金化元素,以保证-196 ℃仍为全奥氏体组织。尽量控制S、P 等杂质元素的含量,以降低热裂纹敏感性。
2 试验材料及方法
试验材料为南京钢铁股份有限公司生产的高锰低温钢钢板,主要化学成分如表5所示。

表5 钢板主要化学成分(质量分数,%)Table.5 Main chemical composition of the steel plate (wt.%)
熔敷金属试验钢板规格为400 mm×200 mm×20 mm,坡口面单边角度10°,根部间隙为16 mm 带钢衬垫进行。对接接头试验钢板规格为400 mm×200 mm×20 mm,坡口面单边角度30°,根部间隙为2 mm 进行。熔敷金属试验和对接接头试验的坡口如图1 所示。试验按照GB/T2650—2008 焊接接头冲击试验方法和GB/T2652—2008 焊缝及熔敷金属拉伸试验方法进行。
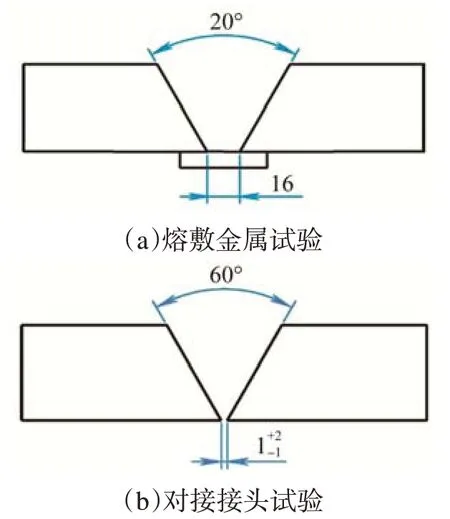
图1 坡口示意Fig.1 Schematic diagram of groove
3 试验结果及分析
3.1 工艺性能
良好的焊接工艺性是保证焊缝质量和性能的前提。在埋弧焊中,考察焊接工艺性能需要测试的项目有:电弧稳定性、脱渣能力、焊缝成形等。选用4.0 mm 规格MCJGMn 埋弧焊丝搭配表4 中焊剂,采用相同的焊接工艺试验参数如表6所示。对上述三组焊接材料进行焊接工艺性能对比试验。

表6 焊接工艺参数Table 6 Welding parameters
单层焊焊缝形貌如图2 所示,在单层焊接试验中观察到:MCJGMn/TM.SJGMn-A 在平板焊接时,熔池流动性较好,焊缝成型良好,表面有轻微氧化色,脱渣性良好,表面无粘渣,未发现气孔等缺陷。MCJGMn/TM.SJGMn-B 在平板焊接时,熔池流动性较好,焊缝成型良好,表面有轻微氧化色,脱渣性良好,表面无粘渣,但焊缝边缘有粘渣,未发现气孔等缺陷。MCJGMn/TM.HJGMn-C 在平板焊接时,熔池流动性一般,焊缝成型一般,表面有轻微氧化色,脱渣性较差,焊缝表面和边缘均有粘渣,未发现气孔等缺陷。

图2 焊剂对比试验单层焊焊缝形貌Fig.2 Surface morphologies of single-layer welding in flux comparsion experiment
坡口内焊缝形貌如图3 所示,在进行坡口内焊接试验中发现:MCJGMn/TM.SJGMn-A 坡口内焊接性能良好,熔池流动性较好,焊缝成型良好,表面无氧化色,脱渣性良好,表面无粘渣,未发现气孔等缺陷。MCJGMn/TM.SJGMn-B 坡口内焊接性能一般,熔池流动性较好,焊缝成型良好,表面无氧化色,脱渣性一般,表面无粘渣,但焊缝边缘有粘渣,未发现气孔等缺陷。MCJGMn/TM.HJGMn-C 坡口内焊接性能一般,熔池流动性一般,焊缝成型一般,表面无氧化色,脱渣性较差,焊缝表面和边缘均有粘渣,未发现气孔等缺陷。对比试验工艺性能评价如表7所示。

图3 焊剂对比试验坡口内焊缝形貌Fig.3 Surface morphologies in groove of the flux comparsion experiment

表7 对比试验焊接工艺性能评价表Table 7 Evaluation form of welding process performance in flux comparsion experiment
综上所述,埋弧焊丝和焊剂MCJGMn/TM.SJGMn-A在焊接工艺性能方面是最优组合。
3.2 力学性能
对上述三组焊接材料开展熔敷金属试验和对接接头试验,焊接工艺试验参数如表6所示,力学性能结果如表8、表9 所示。MCJGMn/TM.SJGMn-A熔敷金属和对接接头抗拉强度达700 MPa 以上,-196 ℃冲击吸收功在100 J 以上,熔敷金属具有良好的伸长率,弯曲试验未出现裂纹。由表8、表9 可知,MCJGMn/TM.SJGMn-A 的综合力学性能优于MCJGMn/TM.SJGMn-B 和MCJGMn/TM.HJGMn-C。结合表4可知,TM.SJGMn-B和M.HJGMn-C都含有较多的酸性氧化物,具有较强的氧化能力,焊缝金属中合金元素的烧损量较大,对焊缝的强度和低温性能影响较大。
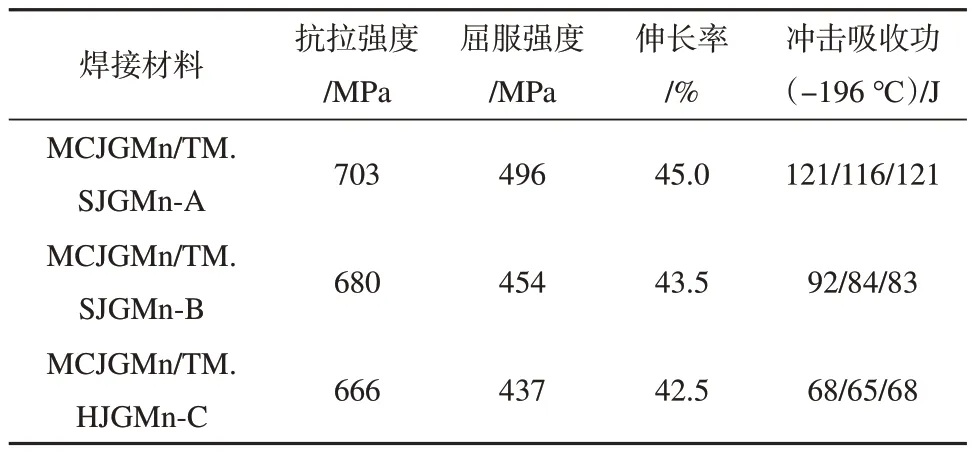
表8 熔敷金属力学性能Table 8 Mechanical properties of the deposited metal

表9 对接接头力学性能Table 9 Mechanical properties of the welded joint
对于LNG高锰低温钢的实际工程使用来说,在保证母材使用性能的前提下,焊缝在超低温服役条件下的强度和冲击韧性,是影响LNG储罐使用安全和服役时长的最大因素。根据上述试验结果,本文研制的LNG 储罐用高锰低温钢配套埋弧焊丝和焊剂MCJGMn/TM.SJGMn-A 是最优组合,对其力学试样进行了形貌和组织分析。
3.3 力学试样形貌和组织分析
MCJGMn/TM.SJGMn-A 熔敷金属拉伸试样和对接接头拉伸试样宏观断裂形貌分别如图4、图5所示。对接接头弯曲试样的宏观形貌如图6所示。当弯曲角度达到180°时,正反弯试样均没有裂纹,表现出良好的弯曲性能。

图4 熔敷金属拉伸试样的宏观断裂形貌Fig.4 Macro-fracture morphology of the deposited metal

图5 对接接头的宏观断裂形貌Fig.5 Macro-fracture morphology of the welded joint

图6 对接接头弯曲试样的宏观断裂形貌Fig.6 Surface topography of bending specimens of the welded joint
对MCJGMn/TM.SJGMn-A 冲击断口组织进行金相分析,如图7 所示。焊缝的微观组织主要为奥氏体组织和析出相,在靠近熔合线区域主要为奥氏体柱状晶和析出相,且方向性强,其生长方向沿冷却速度下降最快的方向。熔合线区域在焊接时处于局部熔融状态,组织粗大,成分不均匀,靠近熔合线的粗晶区组织主要为粗大的奥氏体组织和少量孪晶。
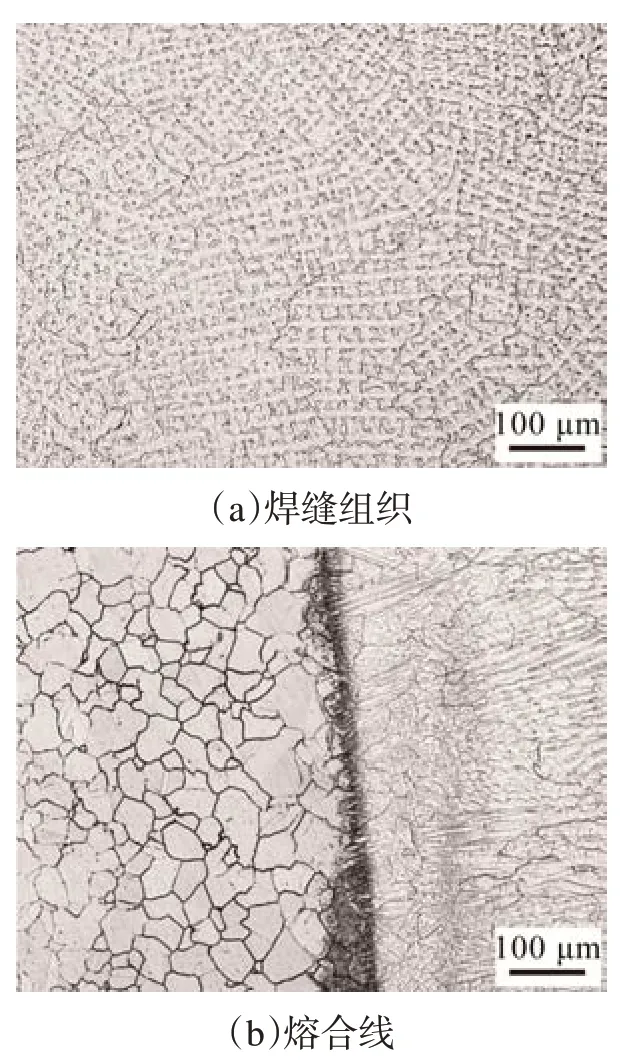
图7 MCJGMn/TM.SJGMn-A接头的金相组织:Fig.7 Metallographic structure of the MCJGMn/TM.SJGMn-A welded joint
3.4 道间温度、热输入对熔敷金属力学性能的影响
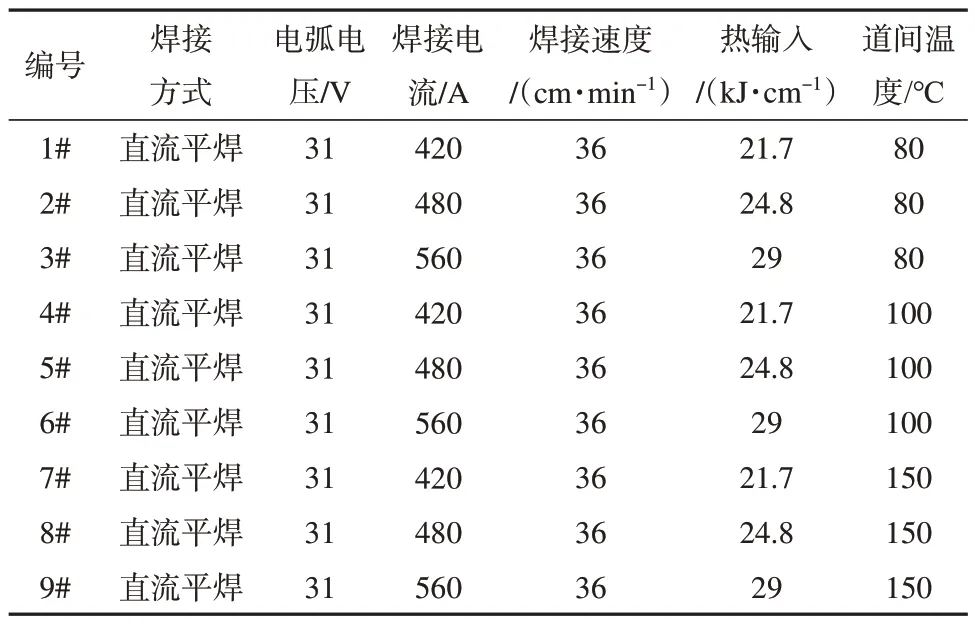
表10 道间温度和热输入试验工艺参数Table 10 Process parameters of inter-pass temperature and lineenergy test
熔敷金属试验力学性能如表11所示,力学性能变化如图8 所示。抗拉强度在道间温度80 ℃时约为690 MPa,随着道间温度提高到100 ℃,抗拉强度有小幅度提高,但当道间温度提高到150 ℃时,抗拉强度会有较大幅度的下降,且相同道温,不同热输入时,抗拉强度变化较小,即道温变化对抗拉强度影响较大。屈服强度在相同道温,不同热输入时变化较大,热输入为29.0 kJ/cm时,屈服强度下降幅度较大。冲击功在道间温度80 ℃时为85 J以上,随着道间温度提高到100 ℃,冲击功有小幅度提高,但当道间温度提高到150 ℃时,冲击功会大幅度下降。

表11 熔敷金属力学性能结果Table.11 The results of the mechanical properties
从以上分析可知,道温变化对抗拉强度和冲击功影响较大,这是因为道间温度越高,焊缝金属的t8/5延长,而800~500 ℃是碳化物析出温度区间,导致脆性的碳化物析出数量增加,焊缝金属抗拉强度和冲击韧性下降。热输入的变化对屈服强度影响较大,在焊接热输入较大的情况下,会造成焊缝的冷却速度较慢,组织过热,引起初生奥氏体晶粒长大,易产生粗化组织。同时由于高温时间停留较长,析出粒子长大,钉扎作用减弱,晶粒尺寸较大,导致屈服强度降低。
根据上述研究结果和分析,在焊接奥氏体高锰低温钢时,须控制道间温度为100 ℃左右,采用较小的热输入,确保焊缝金属具有优良的综合力学性能。
4 结论
本文研制的LNG 储罐用高锰低温钢配套埋弧焊丝和焊剂MCJGMn/TM.SJGMn-A,通过渣系和合金体系设计,其焊接工艺性能优良,力学性能稳定,具有良好的综合性能:
(1)焊接工艺性能优良,电弧稳定,熔池流动性较好,焊缝成型美观,脱渣性良好,表面无粘渣。
(2)采用C-Mn-Cr-Ni-Mo合金体系设计,形成的焊缝金属中Mn 含量为22.5%~25.5%,综合力学性能优异,特别是-196 ℃低温冲击韧性较好。
(3)焊缝金属组织是奥氏体,在焊接奥氏体高锰低温钢时,须控制道间温度为100 ℃左右,采用较小的热输入。
(4)研制的埋弧焊丝和焊剂与南钢生产的高锰低温钢钢板匹配性良好,并且符合中国船级社《高锰奥氏体低温钢应用指南》中对焊接材料力学性能的要求。
猜你喜欢
中国铸造装备与技术(2017年3期)2017-06-21 11:33:47
中国神经再生研究(英文版)(2017年4期)2017-01-12 02:48:06
焊接(2016年9期)2016-02-27 13:05:20
焊接(2015年8期)2015-07-18 10:59:14
上海金属(2014年5期)2014-12-20 07:58:31
机械制造文摘(焊接分册)(2014年2期)2014-08-22 02:37:16
机械制造文摘(焊接分册)(2014年5期)2014-03-20 13:57:45
机械制造文摘(焊接分册)(2014年4期)2014-03-20 13:57:40
机械制造文摘(焊接分册)(2014年4期)2014-03-20 13:57:40
机械制造文摘(焊接分册)(2014年1期)2014-03-20 13:57:32
