
新型磁心材料电抗器的脉冲焊接控制方法
2023-06-02 01:44陈超,王新
电焊机 2023年5期
陈 超,王 新
唐山松下产业机器有限公司,河北 唐山 063000
0 前言
智能电焊机的逆变电源总的发展趋势是向着大容量、轻量化、高效率、模块化、智能化发展,并以提高可靠性、性能及拓宽用途为核心,效率和高功率密度(小型化)是国际弧焊逆变器追求的主要目标之一,实现轻量化、小型化的最有效方式是提高逆变频率。如果逆变频率从40 kHz提高到100 kHz,电焊机电源的主变压器体积和电抗器体积都可以减小一半。但是逆变频率的升高也会带来很多问题,如:焊机电源成本的升高,从40 kHz到100 kHz,单从逆变器角度成本会升高40%,而且随着逆变频率升高,焊机的加工工艺必须提高,需要增加更多抗干扰措施,所以提高逆变频率实现焊接电源的轻量化、小型化往往不是最佳方案[6]。
随着焊接电源性能的不断提高改善,电抗器磁心所使用的材质也不断变化。早期焊接电源电抗器铁心大部分采用0.5 mm厚无取向硅钢片,成本较低、应用范围广,但体积大、质量重。后期逆变电源发展较快,体积小、重量轻的电抗器被广泛采用,首先是0.3 mm 无取向薄硅钢片,后来是0.2 mm 有取向薄硅钢片等封闭电抗器铁心被一些小型化逆变焊接电源采用[1]。随着对焊接性能要求的进一步提高和新型磁心材料的发展,高磁导率、低损耗的铁氧体磁心、非晶、纳米晶以及均匀分布气隙的磁粉心等磁心被采用,它们具有体积小、重量轻、磁性能优越等优点。为了减小电抗器铁心的尺寸,实现逆变电源的轻量化、小型化,且进一步提高电弧的跟随性,提高电流、电压的响应速度。现有脉冲焊接控制算法是基于开环和闭环电抗器基础上提出来的,均采用电流单闭环控制,若采用两个电抗器,将无法解决电流跟随差的问题,为此,在焊接电源中引入一种新型材料的电抗器磁心和脉冲控制算法是非常必要的。
1 电抗器的性能分析
电抗器的主要作用是滤波,保证焊接电流平稳,即:在小电流焊接时,电抗器起到维持电弧的作用,避免焊接过程中发生断弧。电抗器还有储能作用,即在脉冲的死区给负载提供能量,并且平滑滤波,抑制电流的峰值。此外,电抗器的性能指标影响电弧的跟随性。电弧跟随性好的电抗器容易引弧,而且焊接过程中电弧突然变长也不容易导致断弧,飞溅也较少[5]。电弧跟随性差的电抗器,引弧时,焊丝容易粘在工件上,焊丝干伸长稍大一些就不能引弧,焊接过程中电弧偶然变长或焊丝干伸长发生变化时,就容易断弧,有时飞溅较严重[3,10]。
1.1 现有材料电抗器的性能分析及优缺点
现有40 kHz 的逆变电源一般采用一个闭环电抗器和一个开环电抗器进行串联使用。闭环电抗器指磁心可以形成闭环回路的电抗器,可以是UU、UI、EI等磁心组合形成的闭环电抗器。开环电抗器指磁心没有形成环路、单一开放磁心的电抗器。电感量计算公式为:
式中N为线圈匝数,S为磁心截面积,μ为磁心磁导率,lm为有效磁路长度。
如图1、图2 所示,从两个电抗器的电感量和电流的关系可以看出。小电流(0~100 A)时,闭环电抗器起主要作用,其电感量较大,可以起到小电流维持电弧的作用。大电流(300~550 A)时,闭环电抗器饱和,基本没有电感量,开环电抗器起主要作用,电流越大,其电感量越大,能保证电流的稳定性,不会出现微小震荡。

图1 闭环电抗器的电感量和电流的曲线Fig.1 Curve of inductance and current of closed loop reactor

图2 开环电抗器的电感量和电流的曲线Fig.2 Curve of inductance and current of open loop reactor
脉冲焊接时,现有电抗器方案在电流的动态响应上也存在问题。采用开环、闭环电抗器串联结构时的预置电流和实际电流的脉冲焊接波形如图3所示,电流爬升过程中,实际电流的爬升速度远远滞后于预置电流的爬升速度,最大差值可达90 A,实际电流的下降速度也滞后于预置电流的下降速度。造成这种现象的主要原因是:脉冲电流从基值往峰值爬升的过程中,闭环电抗器起主要作用,小电流时电感量大,对电流的爬升抑制作用比较明显,导致实际电流上升斜率远低于预置电流。脉冲电流从峰值到基值下降过程同理,导致脉冲焊接电流波形的动态响应速度慢,进而影响电弧的跟随性[9]。

图3 开环、闭环电抗器串联结构脉冲焊接波形Fig.3 Pulse welding waveform of open loop and closed loop reactor series structure
现有开环和闭环电抗器都采用了硅钢片铁心,质量和体积非常大,两个电抗器的总质量为15 kg,而且两个电抗器需要串联安装在焊机内部使用,还需要考虑电抗器和机壳的绝缘问题和电缆连接问题,占据的空间大,不符合今后焊机发展的轻量化、小型化的要求。
针对使用现有电抗器在焊接过程中存在的问题,需要找到一种新型材料的电抗器,既能实现焊机轻量化、小型化的要求,还可以提高脉冲电流的响应速度和电弧的跟随性。
1.2 新型材料电抗器的性能分析
通过不断的探索和研究找到了一种NS类铁硅铝磁粉心,该磁粉心由铁硅铝合金粉末与全无机绝缘剂组成,饱和磁通密度可以达到1 T以上,具有优异的直流叠加特性,卓越的储能能力,损耗功率低等特点。而且该磁心采用环形结构,可以通过叠加环形磁心的个数或改变绕制圈数来满足电感量的要求,磁心质量更轻、体积更小,满足了轻量化、小型化的要求。
新型材料电抗器的电流和电感量曲线图如图4所示,新型材料电抗器电感量随着电流的增加而减小。新型材料电抗器和原有闭环、开环电抗器串联结构相比具有以下特点:①小电流(0~100 A)时,新型材料电抗器电感量要远远小于原有方式电抗器的电感量;②大电流时新型材料电抗器电感量也非常小[2]。通过对实测的动态电感量分析,新型材料电抗器在脉冲焊接过程中的脉冲电流动态响应比较好,电感量整体较小,对电流的抑制作用较小,但是可能会出现以下问题:①小电流时电感量较小,脉冲焊接时,基值电流维弧困难,可能会断弧;②大电流时电感量也小,峰值电流滤波效果不好。

图4 新材料电抗器电流和电感量的曲线Fig.4 Curve of current and inductance of new material reactor
将新型材料的电抗器装入整个焊接电源系统中,进行实际焊接测试,焊接过程中实际电压电流波形和预置电流波形如图5 所示。分析可知,新材料电抗器电流爬升阶段的动态响应很快,实际电流上升斜率和预置电流上升斜率基本重合,电弧跟随性非常好,解决了使用原有电抗器电流动态响应慢,电弧跟随性差等问题。但在焊接过程中,焊丝干伸长发生变化或电压不稳定时,峰值电流会有异常情况,针对该异常问题提出了新的脉冲控制算法。
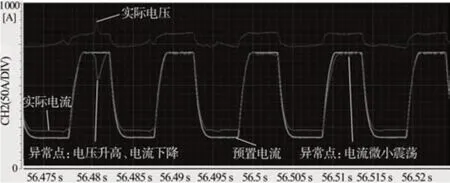
图5 新材料电抗器预置电流和实际电流的脉冲焊接波形Fig.5 Pulse welding waveforms of preset current and actual with new material reactor
2 新型脉冲控制算法
2.1 脉冲焊接的过程分析
在脉冲焊接时,定电流控制分为4个阶段:①电流爬升阶段,使电流能快速的从基值爬升到峰值,保证电流上升斜率够快;②峰值电流稳定阶段,保证实际峰值电流稳定在预置峰值电流大小,不产生震荡;③电流下降阶段,电流从峰值下降到基值,保证下降斜率足够快;④基值稳定阶段,保证实际基值电流稳定在预置基值电流大小[4,7-8]。
焊丝标准干伸长下稳定焊接时的焊接电流、电压波形如图6所示。
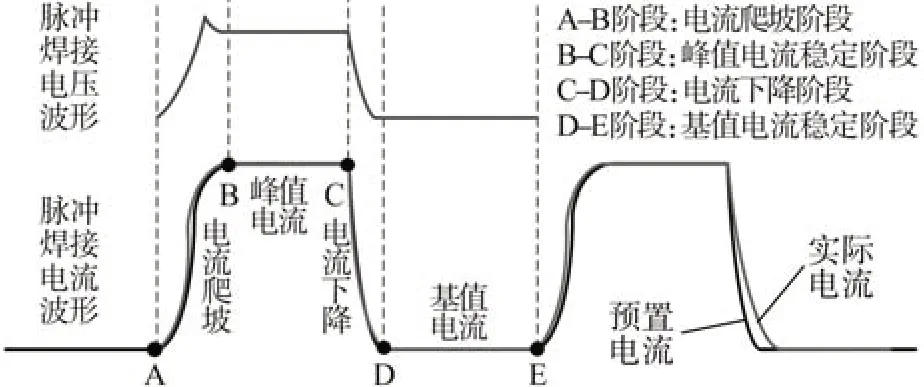
图6 预置电流、实际电流、输出电压波形Fig.6 Waveform of preset current,actual current,output voltage
2.2 使用新型材料电抗器焊接异常点分析
如图7所示,在脉冲峰值电流稳定阶段,由于电流大,电压也很高,当焊丝不纯、外电突然变化,或者焊丝干伸长发生变化时,都会引起焊接电压的波动,电压的异常变化必然引起电流波动,由于新型材料电抗器在焊接电流较大时,电感量小,滤波作用弱,峰值电流会出现震荡,造成焊接异常。
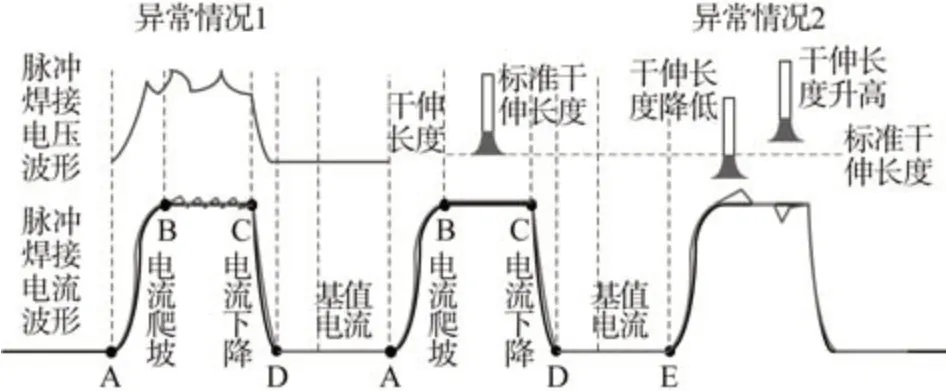
图7 产生异常电压波形和焊丝干伸长变化时,峰值电流震荡波形Fig.7 Peak current oscillation waveform when abnormal voltage waveform occurs and wire extension changes
从焊接控制角度分析峰值电流震荡的原因:脉冲焊接为恒电流控制,只对电流做运算,如果电流降低,为了维持恒流输出,需要增加PWM 开通大小,使电流升高。如果电流升高,为了维持恒流输出,需要减小PWM开通大小,使电流减小。脉冲峰值电流稳定阶段,电流很大,电压也高,当峰值电压产生异常情况时,如果使用原有开环、闭环电抗器串联结构,峰值电流时电感量比较大,能够提供足够的能量来抑制异常电压情况下对电流产生的波动,保证峰值电流的稳定。但是新型材料的电抗器在峰值电流时,电感量非常小,对电流波动的抑制作用弱。由于峰值电压没有参与反馈,输出PWM的大小还是按照电压变化前进行开通,则必然会引起电流的变化,因为是恒电流控制,只有当电流发生变化时,输出PWM才会做出调整,电流控制响应速度慢,所以会产生峰值电流震荡。
针对峰值电流震荡的异常现象,提出将峰值电压反馈和电流反馈共同作用于脉冲峰值电流稳定阶段的新型控制算法,来避免异常现象的发生。
2.3 新脉冲控制算法的时序分析
根据预置峰值电流大小,设定该峰值电流下的标准峰值电压U峰值标准、峰值电压下限值U峰值min、峰值电压上限值U峰值max、电压电流可能会产生三种情况的波动,如图8所示。

图8 峰值电流产生震荡的三种情况Fig.8 Three cases in which peak current produces oscillation
情况1:实际峰值电压U峰值实际在U峰值标准上下微小波动,且U峰值min 情况2:U峰值实际突然升高,且U峰值实际>U峰值max,电流会突然下降。 情况3:U峰值实际突然下降,且U峰值实际 针对峰值电流震荡的三种情况,在脉冲峰值电流稳定阶段,峰值异常电压出现时的控制流程如图9所示。 控制算法时序说明: (1)根据预置脉冲峰值电流大小,确定该峰值电流条件下的U峰值标准、U峰值min、U峰值max。 (2)当焊接进入脉冲峰值电流稳定阶段后,开启电压反馈,采集U峰值实际,与U标准峰值进行比较,如果比较结果相等,则按照原有控制方式进行恒电流控制,若不相等则判定U峰值实际属于哪个范围值。 (3)当U峰值min (4)当U峰值实际 使用新型材料电抗器的焊机采用该新算法,进行实际焊接测试时,实际焊接电流、电压波形如图10 所示。采用新算法后,实际电流波形的跟随性好,电流上升阶段和下降阶段与预置电流波形基本重合,没有出现严重滞后的现象,而且电流峰值阶段很稳定,没有出现微小震荡情况。 图10 采用新型材料的电抗器和新脉冲控制算法后的脉冲焊接波形Fig.10 Pulse welding waveform withnew material reactor and new pulsecontrol algorithm (1)通过对新型材料电抗器磁心的电感量动态测试,该磁心能满足工业电源的相关设计要求。和原有两个电抗器串联方案相比,该新型材料电抗器质量减小20%。满足了焊接电源轻量化、小型化的要求,对新型材料的电抗器进行了大量的焊接实验,没有出现异常波形的情况,后期还需要对该材料的电抗器进行温升测试和耐久性测试来满足后期量产的要求。 (2) 通过对该新材料电抗器进行实际脉冲焊接测试,电流上升、下降响应速度快,测试了不同峰值电流与基值电流的组合情况,均能满足电流上升斜率和下降斜率的要求,焊接时电弧状态稳定、跟随性好,很好的提高了焊接性能。 (3) 原有脉冲控制算法均采用电流单闭环控制,当采用新型电抗器后,若采用原有控制算法会产出异常电流波形,如:当有异常电压出现或焊丝干伸长变化时,峰值电流会微小震荡或产出大的异常波动,通过使用脉冲焊接新算法,保证了峰值电流的稳定性,进而提升了整个脉冲焊接电弧的稳定性。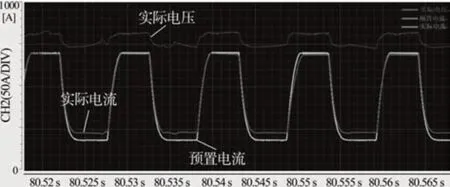
3 结论
猜你喜欢
电力设备管理(2022年3期)2022-03-18建材发展导向(2021年15期)2021-11-05数字海洋与水下攻防(2020年5期)2021-01-04建材发展导向(2019年10期)2019-08-24电子测试(2018年22期)2018-12-19上海建材(2017年5期)2018-01-22焊接(2016年8期)2016-02-27西部广播电视(2015年7期)2016-01-16电力建设(2015年2期)2015-07-12电测与仪表(2015年5期)2015-04-09
