
碳纤维复合材料/钛合金激光连接界面微织构调控工艺研究
2023-06-02 01:44井成虎徐纪豪孙圣元茹浩磊盛立远焦俊科
电焊机 2023年5期
井成虎,徐纪豪,孙圣元,茹浩磊,盛立远,曾 堃,焦俊科
1.扬州大学 机械工程学院,江苏 扬州 225009
2.中国科学院 宁波材料技术与工程研究所,浙江 宁波 315201
3.深港产学研基地(北京大学香港科技大学深圳研修院),广东 深圳 518057
4.扬州市邗江杨子汽车内饰件有限公司,江苏 扬州 225009
0 前言
复合材料与金属材料(如铝合金、钛合金等)的复合结构是实现飞机轻量化、高强度制造的可靠材料结构[1-2]。碳纤维增强热塑性复合材料(CFRTP)具有密度小、刚度高,以及耐疲劳性和耐腐蚀性等优异性能[3-4],在航空航天、国防、军工、汽车轻量化领域有着良好的应用前景。钛合金具有强度高、抗腐蚀性好、密度低、热强度高等优点,是航空航天零部件制造中极其重要的结构材料。实际应用中,由于钛金属与复合材料的相容性较好,其复合结构能够有效减轻飞机质量,并且获得更高的强度和刚度,因此CFRTP与钛合金的连接质量就成了重中之重,而实现两者高强度连接的关键点在于对连接界面的处理工艺。
Roesner[5-6]等人利用脉宽1 μs 的Nd:YAG 激光对不锈钢表面进行了预处理,形成凹陷的微槽,再利用半导体激光穿透PC材料,加热不锈钢,融化塑料,在外部压力作用下,熔融塑料渗入金属凹槽内,待冷却凝固后实现了连接,连接强度为24 MPa。Amend[7]等人使用纳秒脉冲激光器对铝合金表面进行了预处理,在铝合金表面刻蚀出两种不同的表面织构(网格和凹坑),发现不同表面织构下的接头强度明显不同,证明金属表面形貌对接头强度的影响。Barton[8]等人研究了镁合金板的热氧化处理对金属和复合材料激光焊接接头强度的影响,发现接头界面处的气泡、机械咬合和化学反应是影响接头的关键因素,预处理能够抑制界面气泡的形成、CFRTP 的树脂分解以及提高接头结合面产生的机械联锁,显著提高接头强度,证实了MgO 与CFRTP基体发生了纳米级化学反应。王飞亚[9]等人研究了在CFRTP 与不锈钢界面之间添加PPS 树脂层对接头强度的影响,并探索了不同焊接工艺参数的接头强度,发现在界面添加树脂层可以显著提升接头的连接强度。王强[10]等人在不锈钢与CFRTP 的激光连接实验中发现,对不锈钢材料表面进行网格微织构预处理后,拉伸试样断裂发生在树脂基体与碳纤维之间,说明CFRTP与不锈钢之间的连接剪切强度已超过了CFRTP基体树脂与碳纤维的结合强度。
综上所述,通过一些预先的界面处理方法来辅助CFRTP和金属材料的激光连接,已经能够得到高强度的异质结构接头。本文则利用激光高速旋转焊接技术进行了CFRTP与钛合金的连接,通过脉冲激光在钛合金表面制备微织构,旨在通过微织构尺寸设计实现连接强度的调控,并探究不同尺寸微织构对焊接强度的影响规律。
1 试验设计
1.1 试验材料与设备
试验采用50 mm×25 mm×1.5 mm 的TC4 板材以及50 mm×25 mm×2 mm 的CFRTP 板材。所使用的CFRTP是以聚酰胺(PA)树脂为基体材料、碳纤维(T700)为增强材料胶合后采用热压工艺制成。其中基体材料PA 具有良好的综合性能,包括力学性能、耐热性、耐磨损性、自润滑性,且易于加工,使用纤维材料填充增强改性,能够进一步提高其性能并扩大应用范围。增强填充材料T700是碳纤维织物,具备纺织纤维的柔软性,加工性能好。PA 与T700的热物理特性见表1。
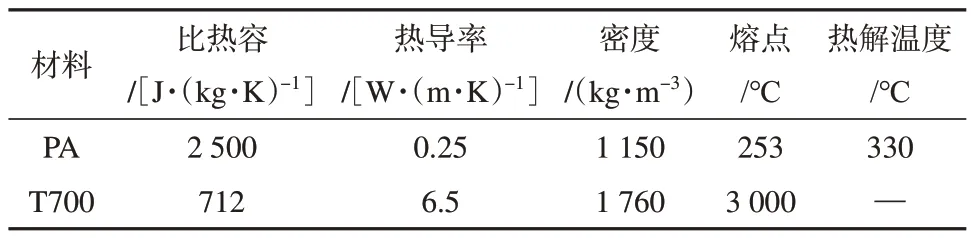
表1 PA与T700的热物理性能Table 1 Thermophysical performance of PA and T700
利用激光旋转焊接技术进行连接,连接试验在高速扫描振镜激光焊接平台开展,该试验平台主要由光纤激光器、冷却系统、高速扫描振镜、工装夹具、运动台和计算控制系统等部分组成,如图1 所示。其中激光器是最大功率为600 W 的光纤激光器,气动工装夹具是为CFRTP/钛合金搭接试验专门设计,可对焊接过程中的压力进行精确调整,调整范围为0~0.9 MPa。接头强度测试使用Instron5567型号电子万能材料试验机。
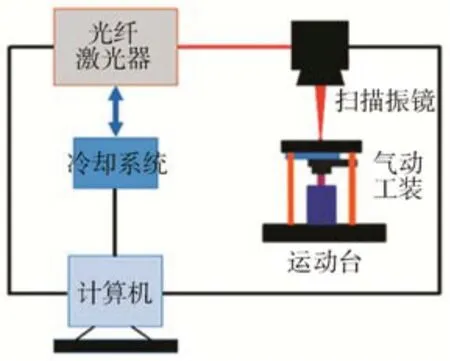
图1 激光焊接系统示意Fig.1 Schematic diagram of laser welding system
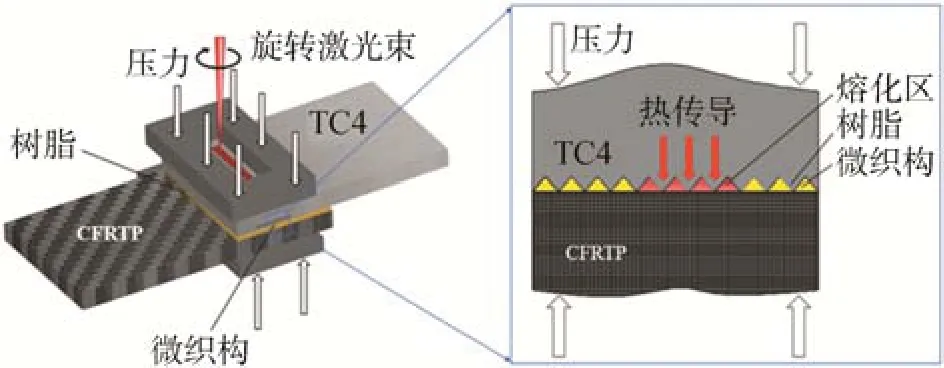
图2 界面微织构辅助连接原理Fig.2 Auxiliary connection principle of interface micro texture
1.2 界面微织构制备
金属界面的常规处理一般通过砂纸打磨和酸洗方法来改变表面状态,但砂纸打磨金属表面浸润角较小,导致接头强度较低;酸洗方法处理后的表面凹凸结构不规则,处理步骤复杂,可控性低。相比于以上两种方法,激光加工微织构可控精度高,容易实现自动化,而且可适用于传统方法难以加工的材料。另外,微结构可增加树脂与合金表面的接触面积,这为提高CFRTP-钛合金接头的连接强度提供了有利条件。
不同尺寸微织构的制备可通过改变激光功率、扫描速度、扫面间距等参数来实现。界面微织构的工作原理是“锚固效应”[11],其形成机理是:激光加热使填充树脂层和CFRTP树脂基体熔化,熔化的树脂在夹具压力的作用下充分流入钛合金的微织构内,并在冷却过程中在微织构中凝固,形成微型机械咬合结构,从而实现CFRTP与钛合金的高强度连接。界面微织构激光加工在自主开发的纳秒激光精密加工平台上进行,由35 W的纳秒激光器、高速扫描振镜、三轴运动台、CCD 视觉系统和计算机等设备组成。基于前期研究,基本工艺参数设定为:脉冲宽度100 ns,重复频率5 MHz,平均功率24 W,扫描速度500 mm/s[12]。界面微织构激光加工基于激光在钛合金表面的等离子灼烧,首先完成脉冲激光扫描路径的规划,随后在钛合金表面刻蚀出网格型微织构。试验准备了4 组微织构试样,每组微织构的扫描线间距分别为0.1 mm、0.2 mm、0.4 mm、0.6 mm。为减小误差,每组制作3 个试样取其测试结果的平均值,再通过对拉伸断裂面的研究分析,最终得出微织构对接头强度的影响规律。
1.3 焊接过程和拉伸试验设计
激光旋转焊接通过扫描振镜的高速旋转和运动台的直线进给共同完成,试验所用钛合金板材与CFRTP 板材的连接方式为搭接,如图3 所示。焊接选用的激光参数如表2所示。焊接过程中激光的离焦量为0,气动夹具压力为0.3 MPa,为了提高异质接头的连接强度,还在CFRTP与钛合金微织构中间添加了两层40 μm厚的PA树脂[14]。

图3 搭接工件尺寸Fig.3 Overlapping workpiece size

表2 激光参数[13]Table 2 Laser parameters[13]
激光旋转焊接试验在基于扫描振镜的光纤激光焊接系统上进行,钛合金上表面受激光照射吸收能量,热量以热传导的方式向CFRTP传递并使其树脂层熔化,熔化后的树脂分子在外部加压和树脂热膨胀的共同作用下流动扩散,待冷却凝固后形成紧密连接接头,从而实现CFRTP与铝合金的连接。
异质结构接头连接强度是评价CFRTP-钛合金激光焊接性能的重要指标之一,接头连接强度将直接影响该技术在航空轻量化领域的应用。为便于装夹,在搭接工件的两端分别添加相同材料的垫块,制成拉伸试样(见图4),根据GB/T 16825.1-2008标准,使用万能试验机在室温下对拉伸试样施加拉伸载荷,预载0.5 MPa,拉伸速度2.0 mm/min,以试样破坏时刻的极限载荷确定接头的连接强度。同时,为避免试验过程中的不确定因素引起测试误差,对不同工艺参数下的焊件选取3 个试样进行力学性能测试,最后取其平均值作为最终异质结构接头的连接强度。CFRTP-钛合金的异质结构接头拉伸剪切强度按下式计算:
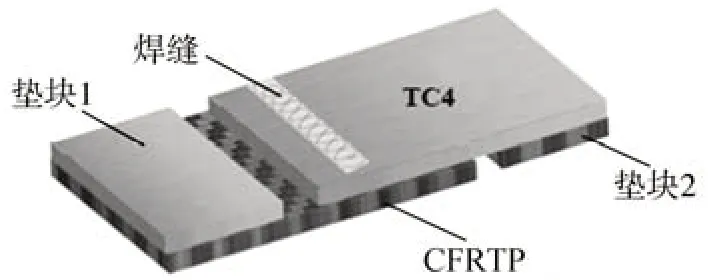
图4 接头拉伸试样Fig.4 Joint tensile specimen
式中τ为接头的拉伸剪切强度;F为接头失效断裂的最大载荷;W为接头的宽度;L为接头的长度。
2 结果分析
当激光扫描线间距为0.1 mm、0.2 mm、0.4 mm、0.6 mm 时网格型微织构的形貌如图5 所示,微织构区域产生了排列整齐的牙齿状凹槽,且随着线间距的增加,齿状的凹槽数量明显减少,凹槽的深度也逐渐减小,这表明CFRTP基体熔化后与钛合金的接触面积减少。在每组3个试样中分别测量他们的横向深度和宽度以及纵向深度和宽度,横向面积即横向深度与宽度的乘积,纵向面积即纵向深度和宽度的乘积,最后算得总面积为横向面积与纵向面积之和。取每组3 个样品的平均值为该组总面积,同时取每组通过万能试验机所得到的应力测试结果的平均值作为该组的连接强度,结果见表3。
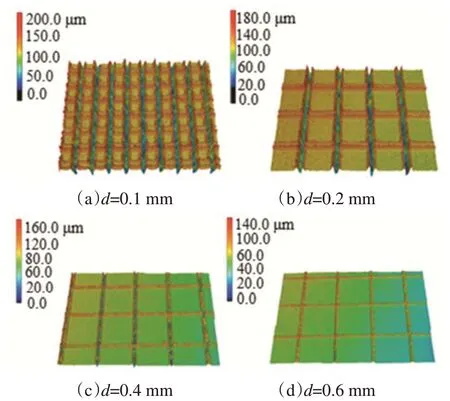
图5 不同线间距的微织构形貌Fig.5 Micro texture morphology with different line spacing

表3 不同线间距下的结果对比Table 3 Comparison of results under different line spacing
如表3 所示,当扫描线间距为0.1 mm 时,获得了最高的接头强度,约为18 MPa,平均总面积也最大为12 544.5 μm2。扫描线间距为0.6 mm 时,接头强度最低,约15.1 MPa,平均总面积为5 484.1 μm2。为进一步明晰不同扫描线间距对接头强度的影响,对线间距分别为0.1 mm、0.2 mm、0.4 mm、0.6 mm的样件的接头断裂形貌进行了观察,如图6所示。

图6 不同线间距下的接头断裂形貌Fig.6 Fracture morphology of joints under different line spacing
扫描线间距为0.1 mm的接头断裂形貌见图6a,接头的断裂发生在CFRTP 表层,接头失效形式为CFPRTP 基体大面积撕裂,在CFRTP 表面仅存在少量被撕裂的树脂。说明PA 树脂与钛合金、CFRTP结合充分,连接强度高。扫描线间距为0.2 mm的接头断裂形貌见图6b,CFRTP表面存在较多撕裂的碳纤维,接头的断裂情况与0.1 mm 的情况相似,但撕裂纤维相对少一些,因此PA 树脂与钛合金、CFRTP的结合程度和连接强度相对于线间距为0.1 mm 的接头略低一些。扫描线间距为0.4 mm和0.6 mm的接头断裂形貌见图6c、6d,CFRTP 表面均存在较少撕裂的碳纤维,说明PA树脂与钛合金、CFRTP的结合状况均较差,所以连接强度低。这表明CFRTP/钛合金接头的强度与微织构扫描线间距的长度存在一定关系:线间距越小的微织构得到的接头强度越高,线间距越大的微织构得到的接头强度越低。
3 结论
(1)通过金属界面预制微织构的激光辅助连接能显著提高CFRTP-钛合金接头强度,这是因为微织构不仅可以增大CFRTP与钛合金的接触面积,且CFRTP中的熔融树脂材料嵌入钛合金表面会产生锚固效应,两种方式的作用使得接头强度明显提升。
(2)通过在CFRTP板材与钛合金中间添加两层40 μm PA树脂可以进一步增强CFRTP-钛合金接头的强度,这是由于激光产生的热能会使填充树脂与CFRTP表层树脂同时熔化,树脂凝固后提供了粘结剂的辅助作用,同时,熔融树脂量的增加会减少微织构内孔洞的形成,增强锚固效应。
(3)微织构的线间距是影响CFRTP/钛合金接头强度的重要因素。进一步分析发现,线间距越小的微织构得到的CFRTP/钛合金接头强度越高,当扫间距为0.1 mm时,获得的接头强度最高,约18 MPa。
猜你喜欢
表面技术(2022年2期)2022-03-03
贵州大学学报(自然科学版)(2021年4期)2021-09-12
制造技术与机床(2019年11期)2019-12-04
中国自行车(2018年8期)2018-09-26
制造技术与机床(2018年9期)2018-09-19
科技创新与应用(2018年36期)2018-01-29
四川冶金(2017年6期)2017-09-21
数字技术与应用(2016年6期)2016-07-09
当代化工研究(2016年9期)2016-03-20
西北工业大学学报(2015年4期)2016-01-19
