
激光热处理对X100管线钢摩擦磨损性能的影响
2023-06-02 01:44顾正家严春妍吴立超张可召包晔峰
电焊机 2023年5期
顾正家,严春妍,吴 晨,吴立超,张可召,包晔峰
河海大学 机电工程学院,江苏 常州 213022
0 前言
石油的需求日益增长,在其开采和运输过程中,高强度管线用钢占据着越来越重要的地位[1-3]。复杂的加工工艺和恶劣的服役环境对管线钢表面造成的腐蚀是导致管道失效的主要原因,而不同程度的表面磨损也会加重管道的腐蚀与破坏,同时容易引发管壁减薄、表面凹坑等缺陷,造成管道使用寿命大幅缩减以及维护成本的增加[4-6]。
激光热处理(Laser Heat Treatment,LHT)是一种比较高效的表面强化处理技术,选用合适功率的激光作为热源,对材料表面进行加工处理,以改善材料表面质量、抗拉强度、耐磨性等性能[7-8]。Mullo[9]等人研究了激光热处理对AISI 1045 钢和2017-T4铝合金旋转摩擦焊接的辅助作用,结果显示激光热处理可以将接头的抗拉强度提升约28%,同时可以让旋转摩擦焊接的用时减少约25%。Luo[10]等人对低合金超高强度钢激光焊接接头进行了激光热处理研究,发现试样经过热处理后在回火区形成了较多的回火马氏体,并伴随着碳化物的析出,同时在靠近表面的区域形成了铁素体和马氏体的双相组织,有效改善了接头的硬度分布。Farshidianfar[11]等人通过红外成像技术对激光热处理进行实时热监测,结果发现在一定范围内增加冷却速率马氏体形成量却有所减少。虽然激光热处理已被广泛应用,但是目前针对激光热处理对管线钢表面摩擦磨损性能的优化研究还比较匮乏。因此,本文以X100管线钢为试验材料,研究了激光热处理对X100 管线钢摩擦磨损性能的影响。
1 试验材料及方法
试验材料选用X100 管线钢,尺寸为200 mm×200 mm×18.4 mm,化学成分如表1所示。

表1 X100管线钢的化学成分(质量分数,%)Table 1 Chemical compositions of X100 pipeline steel (wt.%)
激光热处理设备采用德国IPG Photonics 公司制造的YSL-10000-S2型激光发射器。激光热处理前将板材进行喷砂处理,去除表面油污和铁锈,然后在X100 管线钢表面涂上黑漆做黑化处理,以增加激光的吸收率,防止因钢板过度反射造成表面硬化深度较浅。然后采用三种功率进行激光热处理,热处理过程中通入氩气作为保护气,流量30 L/min。具体的激光热处理工艺参数如表2所示。
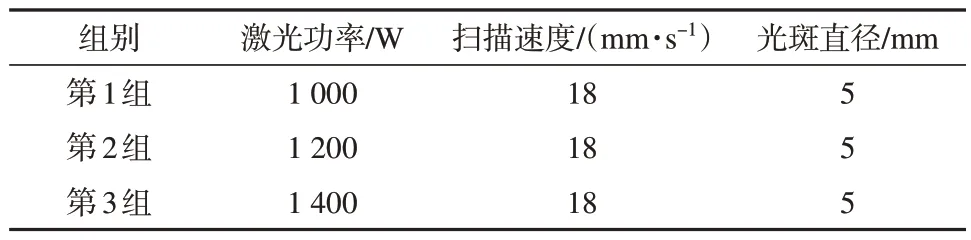
表2 激光热处理工艺参数Table 2 Laser heat treatment process parameters
将X100 管线钢母材和经过激光热处理后的钢板加工成10 mm×10 mm×18.4 mm 的试样,将试样打磨抛光,而后使用4%硝酸酒精进行腐蚀。采用上海点应光学蔡司Axiolab 5 型金相显微镜观察显微组织,采用Olympus BX53M体视显微镜测量激光热处理后的硬化层(Hardened zone,HZ)深度。使用HXD-1000TMC 显微硬度计对试样硬化层进行显微维氏硬度测试,试验载荷200 g,加载时间15 s。
采用干式滑动摩擦磨损试验对激光热处理后的管线钢磨损性能进行研究,分析激光热处理前后材料的摩擦系数和磨损形貌。试验原理如图1 所示。激光热处理后X100 管线钢板加工成10 mm×20 mm×10 mm的试样,打磨抛光后用超声波清洗仪清洗5 min并烘干,使用梅特勒托利多ML4002电子分析天平称重,并记录数据。将试验样品安装到自制的干式滑动摩擦磨损试验装置上,其中上试样采用的是球径5 mm 的二氧化锆(ZrO2)球头,下试样为激光热处理试样。试验温度20 ℃,载荷为10 N,摩擦速度为0.05 m/s,摩擦时间1 h,由摩擦磨损测试系统直接采集摩擦系数。将经过摩擦磨损试验的样品放入超声波清洗仪中清洗2 min 后烘干,称重并记录结果,再将记录后的试验样品放在扫描电镜下(SEM)观察磨损形貌。
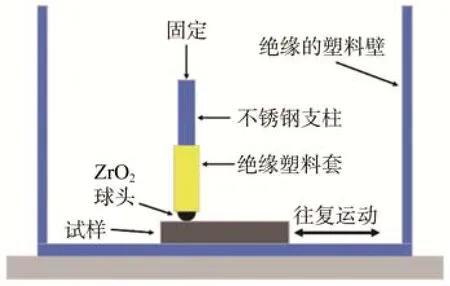
图1 摩擦磨损试验原理Fig.1 Schematic diagram of friction wear test
2 结果与讨论
2.1 显微组织和硬度
X100 管线钢激光热处理的硬化层深度与平均硬度分别如表3、表4 所示,可见经过激光热处理试样的硬化层平均硬度明显大于母材,且硬化深度与平均硬度值随着激光功率的提升越来越大。
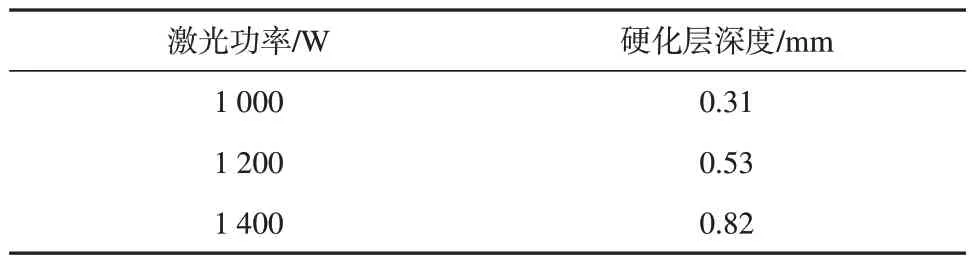
表3 不同激光功率下硬化层深度Table 3 Depths of hardened zone with different laser powers
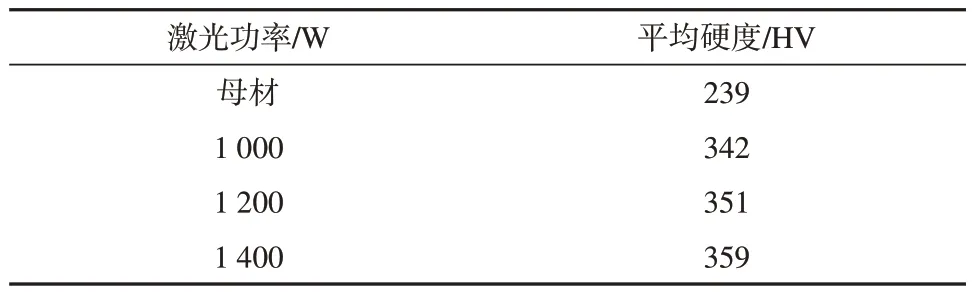
表4 X100管线钢激光热处理前后平均硬度Table 4 The average hardness of X100 pipeline steel with and without laser heat treatment
母材和三组不同功率激光热处理试样的显微组织在光学显微镜(OM)下的照片如图2所示,不同激光功率热处理后的硬化层显微组织的扫描电镜照片如图3所示。由图2a可知,X100管线钢母材的显微组织主要为细小的贝氏体和少量铁素体。图2b、2c、2d 可以明显看出硬化层和母材的分界。硬化层的金属由于迅速升温至相变温度Ac1 以上,在激光束离开之后,周围的母材金属大量吸热,使硬化层急速冷却,从而获得细小且硬度较高的马氏体组织。由图3可知,X100管线钢母材经过激光热处理后形成大量细小的马氏体组织,马氏体组织的形成有利于提高管线钢的硬度。随着激光功率的增加,激光热处理得到的硬化层范围也逐渐扩大,硬化深度也逐渐增加。
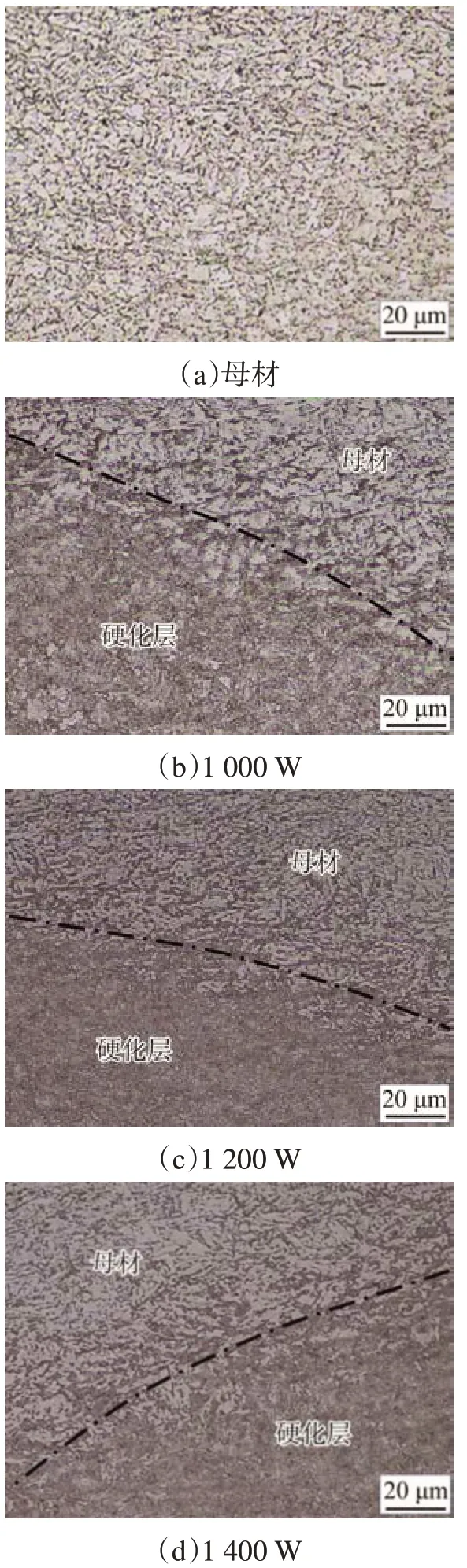
图2 激光热处理前后试样微观组织Fig.2 Microstructures of specimens with and without LHT
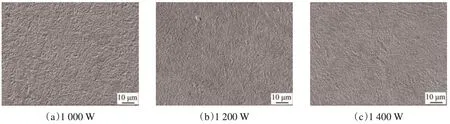
图3 激光热处理硬化层显微组织Fig.3 Laser heat treatment microstructures of hardened zone
2.2 摩擦磨损性能
采用干式滑动摩擦磨损试验,对试验前后的样品称重结果采用失重法[12]分析,公式如下:
式中k为失重率;W1为磨损前称重;W2为磨损后称重;ρ为密度;L为总滑动距离;N为施加载荷。
采集得到的X100 管线钢母材和三组热处理样品的摩擦系数如图4所示。所有摩擦系数曲线一般都可以分为磨合阶段和稳定阶段[13]。由图4 可知,试验开始时的磨合阶段,样品表面由于经过抛光较为光滑,摩擦系数从0开始迅速增大;试验进行到稳定阶段时,母材摩擦系数约为0.34,1 000 W 功率的摩擦系数约为0.31,当激光功率增加到1 400 W时,试样的摩擦系数降低到了约0.25。这是由于母材并未经过激光热处理,且显微组织主要为大量贝氏体和少量铁素体,因此整体硬度偏低。随着激光功率的增加,硬化层的深度增加,马氏体数量增多、分布范围更大,硬度得到提升,因此耐磨性较好,呈现出激光功率越大摩擦系数越低的趋势。同时在摩擦磨损试验中后期,部分试样的摩擦系数出现了大幅度偏移,这是因为在试验过程中样品表面出现了磨屑附着或者较薄的硬化层已经被磨损等原因,从而导致摩擦系数曲线的陡变。

图4 X100管线钢激光热处理前后的摩擦系数Fig.4 Friction coefficients of X100 pipeline steel with and without laser heat treatment
X100 管线钢母材和激光热处理后试样经过摩擦磨损试验的磨痕形貌如图5所示。母材由于含有较多贝氏体,整体硬度相对偏低,塑韧性好,所以剥落现象严重且犁沟沟痕较深,同时表面存在部分黏着磨损迹象和试验导致的局部塑性变形。经过激光热处理后,试样表面附着硬化层,含有较多硬度偏高的马氏体。所以经过激光热处理的试样表面犁沟沟痕相对较浅,且剥落点大量减少,整体磨损形貌相比母材得到改善。X100 管线钢母材激光热处理前后失重结果如表5 所示,可以看出,X100 管线钢母材摩擦磨损试验的失重率约1.68×10-4mm3·m-1·N-1,超过激光热处理试样的失重率。1 000 W功率试样失重率约为1.20×10-4mm3·m-1·N-1,随着激光热处理功率提升,1 400 W 功率的试样失重率仅为0.83×10-4mm3·m-1·N-1,失重率明显下降,耐磨损性能也得到一定程度的提高。
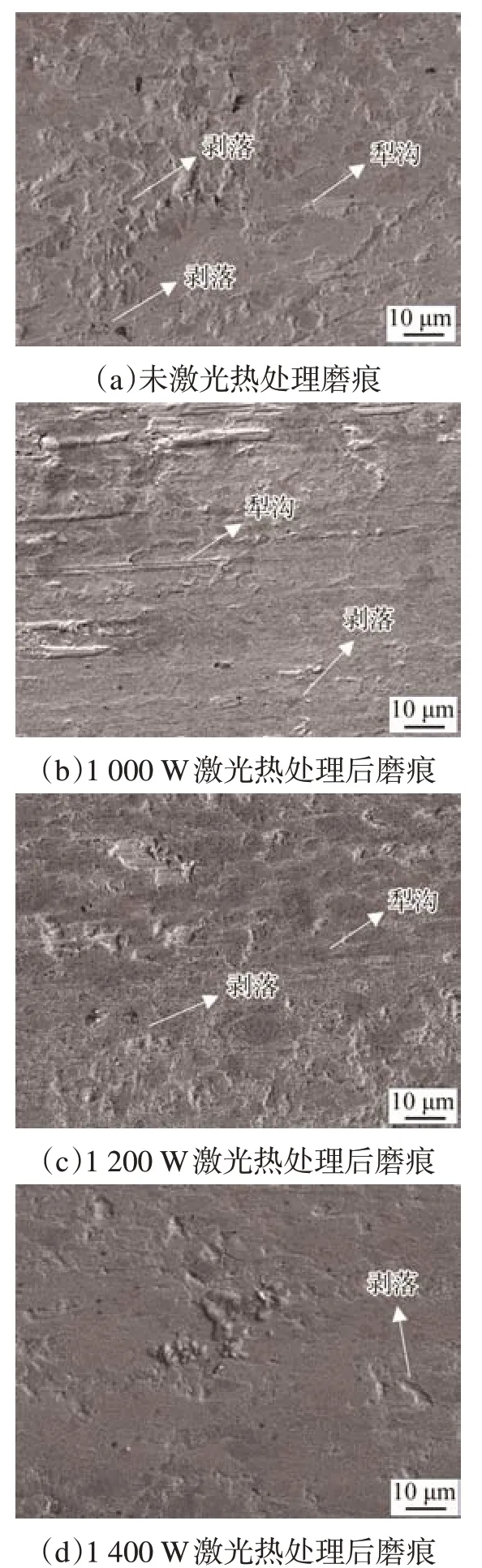
图5 X100管线钢激光热处理前后试样的磨痕形貌Fig.5 Abrasion morphology of X100 pipeline steel with and without laser heat treatment
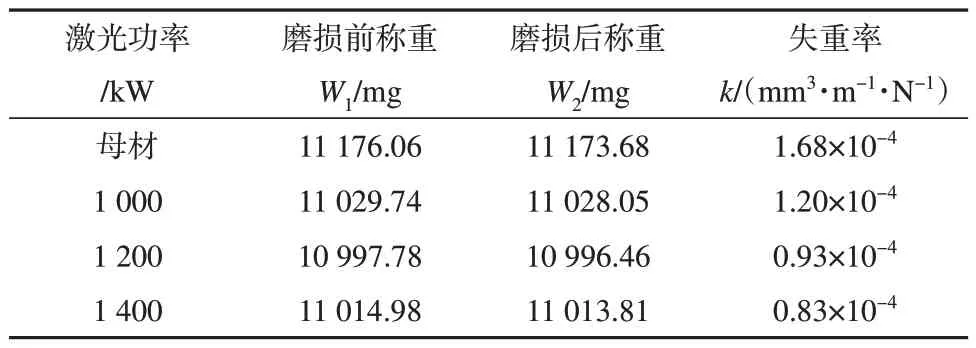
表5 X100管线钢激光热处理前后失重Table 5 Comparison of weight loss of X100 pipeline steel with and without laser heat treatment
3 结论
本文主要针对X100 管线钢激光热处理前后显微组织和摩擦磨损性能进行了分析,结果如下:
(1)激光功率1 000 W、1 200 W、1 400 W 的激光热处理均可在X100管线钢表面形成细小的马氏体组织,整体硬度均高于母材;随着激光功率增大,马氏体组织分布的深度逐渐增大,硬度也有提升。
(2)激光热处理后的X100 管线钢表面干式滑动摩擦系数小于母材表面的系数,摩擦系数平均值整体趋势为母材>1 000 W>1 200 W>1 400 W。
(3)母材表面拥有较多剥落点和较深犁沟,部分区域存在因摩擦引起的塑性变形,激光热处理试样的剥落点较少,犁沟较浅,整体磨损形貌得到改善。
(4)激光热处理后的试样失重率小于母材,且随着激光热处理功率提升,试样的失重率从1.20×10-4mm3·m-1·N-1降低至0.83×10-4mm3·m-1·N-1,耐磨损性能得到进一步提升。
猜你喜欢
中外公路(2022年1期)2022-05-14
军民两用技术与产品(2021年8期)2021-11-24
装备制造技术(2021年4期)2021-08-05
模具制造(2019年10期)2020-01-06
黑龙江科技大学学报(2016年5期)2016-12-09
电焊机(2016年8期)2016-12-06
焊接(2016年2期)2016-02-27
山东冶金(2015年5期)2015-12-10
山东冶金(2015年5期)2015-12-10
上海金属(2014年3期)2014-12-19
