石墨复合双极板浆料流延工艺研究
2023-04-29 07:35:08杨立军张越张宋千李诗朦
汽车工艺与材料 2023年3期
关键词:成型工艺
杨立军 张越 张宋千 李诗朦

摘要:采用流延法制备石墨复合双极板,以电导率和力学性能为主要指标,结合电子显微镜(SEM)表征技术分析,研究了浆料黏度、浆料温度、流延速度、刮刀高度和液面高度,对双极板生坯的流延工艺进行研究。结果表明,浆料适宜流延黏度为5 500~6 500 mPa·s,浆料流延温度为35~40 ℃,流延速度为0.5~0.6 m/min,刮刀辊高度为1.2~1.4 mm,液面高度为2.5~3.5 cm,此时流延出的双极板生胚致密度高、黏附均匀、表面光洁、平整度高。
关键词:石墨复合双极板 流延法 成型工艺
中图分类号:U465.6 文献标识码:B DOI: 10.19710/J.cnki.1003-8817.20220315
Abstract: Graphite composite bipolar plate was prepared by tape casting method. With electrical conductivity and mechanical properties as the main indexes, combined with Scanning Electron Microscopy (SEM) characterization technology, the slurry viscosity, slurry temperature, tape casting speed, scraper height and liquid level height were explored to study the tape casting process of the green billet of bipolar plate. The results show that, the suitable slurry viscosity is 5 500~6 500 mPa·s, the slurry temperature is 35~40 ℃, the slurry velocity is 0.5~0.6 m/min, the scraper roll height is 1.2~1.4 mm, and the liquid level height is 2.5~3.5 cm. In this case, the fluidized plate has high density of embryos, uniform adhesion, smooth surface and high smoothness.
Key words: Graphite composite bipolar plate, Casting method, Molding process
1 前言
氢燃料电池属于质子交换膜燃料电池(Proton Exchange Membrane Fuel Cell,PEMFC)的一种,也是目前世界各国最为关注的能源之一[1-2]。而双极板在质子交换膜燃料电池中起到非常关键的作用,它的主要功能為传导电流、隔绝氧化还原剂、疏导反应气体、排出反应热量与水[3-5],它的性能将直接影响到PEMFC的使用性能和使用寿命。双极板的总质量已占到整个燃料电池的70%,甚至更多,其成本一般在30%~45%之间。正是由于双极板制备的高成本,制约了PEMFC的商业化。寻求具有优良性能的双极板新材料以及成型工艺成为燃料电池商业化研究的重要一步。石墨复合双极板由于质地较软而存在不易加工的缺点,导致制备的双极板存在厚度较大、加工周期长的问题。目前比较成熟的双极板制造工艺有模压法和注射法[6-7],但是二者均存在不足,如模压成型对成型温度、压制时间以及后续加工工艺的要求更高;注射法在成型过程中需要添加较多的树脂,大量的粘结剂阻碍了内部离子的运动,从而降低双极板的导电性。故而寻找新的石墨复合双极板制备工艺和提高双极板的制造效率已显尤为重要[8-10]。借鉴陶瓷流延法的生产工艺[11-13],将流延法作为石墨复合双极板的新型制备方法,制备出性价比较高、性能良好的石墨复合双极板,使其可以实现大规模商业化生产。
2 材料与试剂
2.1 材料
a.石墨(陕西六元碳晶股份公司);
b.酚醛树脂(咸阳昌佳电子有限公司);
c.聚乙烯醇缩丁醛(呼和浩特虹光高岭土有限公司);
d.无水乙醇(咸阳瑞利康生物科技有限公司);
e.乙酸乙酯(天津凯通化学试剂有限公司)。
2.2 仪器及试剂
流延机:陕西六元碳晶股份有限公司;HH-2数显恒温水浴锅:常州郎悦仪器制造有限公司;RTS-4型四探针测试仪:广州四探针科技有限公司;A1-7000-NGD伺服控制高低温拉力试验机:高铁科技有限公司;NDJ -1 型旋转式黏度仪:上海上天科学仪器厂;FEI-Q45型扫描电子显微镜:捷克TESCAN。
3 性能测定
3.1 黏度测定
浆料的黏度采用NDJ-1型旋转式黏度仪测定。浆料黏度按公式(1)计算。
[η=kα] (1)
式中,η为绝对黏度;[k]为系数;[α]为指针示数(偏转角度)。
3.2 电导率测定
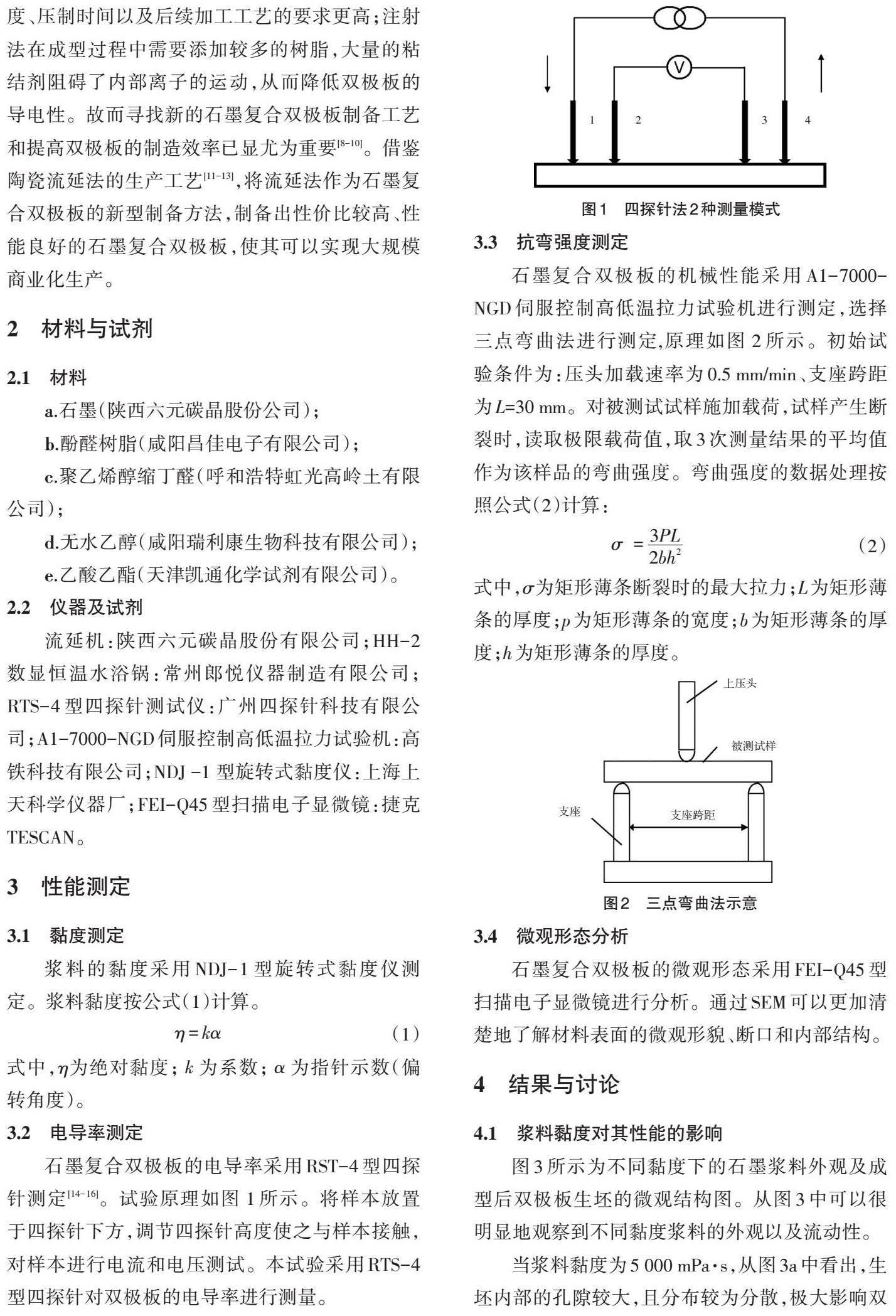
石墨复合双极板的电导率采用RST-4型四探针测定[14-16]。试验原理如图 1所示。将样本放置于四探针下方,调节四探针高度使之与样本接触,对样本进行电流和电压测试。本试验采用RTS-4型四探针对双极板的电导率进行测量。
3.3 抗弯强度测定
石墨复合双极板的机械性能采用A1-7000-NGD伺服控制高低温拉力试验机进行测定,选择三点弯曲法进行测定,原理如图 2所示。初始试验条件为:压头加载速率为0.5 mm/min、支座跨距为L=30 mm。对被测试试样施加载荷,试样产生断裂时,读取极限载荷值,取3次测量结果的平均值作为该样品的弯曲强度。弯曲强度的数据处理按照公式(2)计算:
[σ =3PL2bh2] (2)
式中,σ为矩形薄条断裂时的最大拉力;L为矩形薄条的厚度;p为矩形薄条的宽度;b为矩形薄条的厚度;h为矩形薄条的厚度。
3.4 微观形态分析
石墨复合双极板的微观形态采用FEI-Q45型扫描电子显微镜进行分析。通过SEM可以更加清楚地了解材料表面的微观形貌、断口和内部结构。
4 结果与讨论
4.1 浆料黏度对其性能的影响
图3所示为不同黏度下的石墨浆料外观及成型后双极板生坯的微观结构图。从图3中可以很明显地观察到不同黏度浆料的外观以及流动性。
当浆料黏度为5 000 mPa·s,从图3a中看出,生坯内部的孔隙较大,且分布较为分散,极大影响双极板的性能;浆料流动性良好,但是由于黏度低,浆料的密度小,浆料表面在短时间内会迅速干燥形成一层薄膜,在流延时浆料容易产生少量颗粒,影响流延效果;且浆料在流延后仍具有良好的延展性,导致双极板生坯太薄,无法得到具有一定强度的薄膜。
当浆料黏度为6 000 mPa·s,从图3b中看出,生坯内部的孔隙较小,且分布较为均匀,有利于提高生坯密度的均匀性。浆料较为均匀,致密度较高,流动性和流平性较好。
当浆料黏度为7 000 mPa·s,从图3c中看出,生坯内部存在凹凸坑,无法满足双极板表面平整性要求。浆料黏度太大,积聚的大块颗粒堵塞刮刀辊口,导致流动性很差,不利于流延工艺的进行。
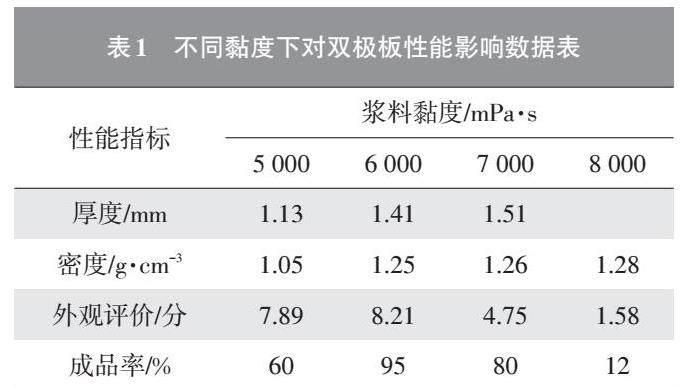
表1为黏度对双极板性能影响数据,具体阐述如下:
a.浆料黏度为5 000 mPa·s,双极板厚度相对较薄,不易精准控制,致密度较低,成品率较低;
b.浆料黏度为6 000 mPa·s时,浆料流动性较好,致密度高,双极板形状规则,厚度较为均匀;
c.浆料黏度为7 000 mPa·s,双极板的厚度和致密度相对较高,成品率较高,但少量流延后的双极板出现厚度不均匀等缺陷;
d.浆料黏度为8 000 mPa·s,浆料粘性较大,流延性相对较低,不易成膜,成品率较低,无法满足正常生产需求。
4.2 浆料温度对复合双极板流延效果的影响
由图4可以看出,随着浆料温度的升高,电导率呈现先增加后减小的趋势,且曲线的斜率较大,因为浆料黏度会随着温度的升高而略微降低,使得浆料具有更好的延展性,石墨颗粒间接触更加充分,故而导电性升高。随着浆料温度继续升高,不仅会造成浆料黏度大幅度降低,浆料在流延膜上的黏附性降低,过高的浆料温度还会导致双极板生坯与周围空气介质产生较大的温度梯度,溶剂挥发过快,双极板表面易出现横向或针状裂纹缺陷,严重影响双极板生坯的质量,且溶剂的快速挥发增加了双极板内部的孔隙,降低双极板的密度,从而导致电导率降低。
由图5中可以看出,随着浆料温度的持续上升,双极板的弯曲强度呈现先升高再降低的趋势。因为温度较低时,浆料中树脂的流动性较差,随着温度的升高,增强了树脂的流动性,有利于小分子的树脂更加均匀地分布在石墨周围,增大了双极板的密度,增强了高分子链的活动能力;当浆料温度继续升高,浆料的温度与空气介质的温度相差较大,复合材料内部的有机溶剂快速挥发,易形成裂纹、空隙缺陷;浆料温度过高,在一定程度上會降低浆料的黏度,生坯的密度也随之下降,降低了双极板的弯曲强度和硬度。
4.3 流延速度对复合双极板流延效果的影响
从表2可以看出,随着流延速度的加快,双极板生坯密度逐渐减小。这是因为流延速度越快,浆料在流延膜上黏附的时间就越短。当流延速度为0.4 m/min时,生坯致密度虽高,但较慢的流延速度不仅会导致浆料向其他方向延展,不利于浆料的流延,延长了双极板成型的时间,降低双极板的生产效率,同时,过慢的流延速度会增加浆料在流延过程中与空气接触的时间,增加双极板内部的缺陷;流延速度为0.5~0.6 m/min时,浆料能够充分地黏附在流延膜上,生坯的密度较大;当流延速度大于0.7 m/min时,浆料还未充分黏附在流延膜上,就随着流延膜不断向前,导致流延膜上的浆料无法连续成型。
4.4 刮刀高度对复合双极板流延效果的影响
由图6中可以看出,不同刮刀辊高度下的电导率在122.9 S/cm左右浮动,刮刀辊高度对双极板的导电性的影响较小,但双极板的弯曲强度随着刮刀辊高度的升高而逐渐增大。这是因为刮刀辊高度越高,流延后的双极板越厚,所能承受的压力也就越大,所以弯曲强度不断增大。
4.5 浆料液面高度对复合双极板性能的影响
双极板生坯的厚度D与流延参数之间的关系式如公式3所示:
[D = αh2(1+h2?P6ηv0)] (3)
式中,[α]为湿坯干燥时厚度收缩系数;[?P]为料斗内压力;[η]为浆料黏度;[v0]为流延速度;L为刮刀辊长度;h为刮刀辊间隙。
由表3中可以看出,随着液面高度的不断增加,双极板的生坯厚度不断增大,而密度则先增大后减小。这是因为当刮刀辊高度一定时,液面高度越高,与流延膜接触的最低层浆料受到的压强越大,流延后的极板厚度越厚。
当液面高度为1 cm时,流延后的双极板生坯过薄,无法形成一条完整的双极板生坯带,且流延后的生坯也无法从流延膜上完整起膜;液面高度过低,刮刀辊与浆料之间存在较大缝隙,增大了浆料与空气之间的接触面积,增大浆料表面的孔隙率。
当液面高度为2~3 cm时,在刮刀辊作用下,能够形成一条完整、具有一定厚度的双极板生坯,且生坯致密性好,表面光滑无明显缺陷,但液面高度为3 cm时,双极板生坯的致密度更高。
当液面高度为4 cm时,底层浆料不再依靠自身的重力流延至流延膜上,而是由于过度挤压压至流延膜上,导致流延后的生坯厚度大于刮刀辊高度,生坯的密度有所下降。
由图7中可以得出如下结论。
a.随着液面高度的变化,电导率呈现先上升后下降的趋势,电导率基本保持在123.3 S/cm上下小范围浮动。这是因为随着液面高度的增加,双极板生坯的密度先增大后减小,导致电导率先升高后降低,但相对于电导率的总量来说,电导率变化很小,液面高度对双极板的电导率影响较小。
b.随着液面高度的上升,双极板的弯曲强度逐渐增大。这是因为随着液面高度的上升,双极板生坯的厚度逐渐增大,树脂在石墨浆料中分布的更加均匀,虽然液面高度在4 cm时的密度有所下降,但双极板厚度升高的幅度更大,导致弯曲强度增大,但整体变化的幅度较小。
图8为不同液面高度下的双极板断面微观结构,从图8中可以看出,不同液面高度下微观结构差别较小,这也从微观的角度解释了不同液面高度对双极板导电性和力学性能影响较小。
5 结论
a.复合石墨双极板浆料在黏度为5 500~6 500 mPa·s流延得到的浆料流延性和流平性好,在流延膜上黏附均匀。
b.以成型双极板的导电性和力学性能为主要指标,密度和厚度为次要指标,结合微观表征,设计单因素试验,研究了石墨复合双极板的流延工艺参数双极板性能的影响规律,获得致密度高、附着均匀的双极板生坯,确定了用于石墨复合双极板的最佳流延工艺参数为:刮刀辊高度为1.2~1.4 mm,浆料温度为35~40 ℃,流延速度為0.5~0.6 m/min,液面高度为2.5~3.5 cm。
参考文献:
[1] WANJIUN C. Toward Sustainability: Dynamics of Total Carbon Dioxide Emissions, Aggregate Income, Non-Renewable Energy, and Renewable Power[J]. Sustainability, 2022, 14(5): 1-27.
[2] MUHAMMAD R, ALI R S, MUHAMMAD U, et al. Environmental cost of non-renewable energy and economic progress: Do ICT and financial development mitigate some burden? [J]. Journal of Cleaner Production, 2022, 333(20): 130064-130065.
[3] HYEWON Y, JAE H Y, JIWON Y, et al. Exploring Future Promising Technologies in Hydrogen Fuel Cell Transportation[J]. Sustainability, 2022, 14(2): 917.
[4] NAOUI M, FLAH A, ABDULLAH A, et al. Power management and control of a hybrid electric vehicle based on photovoltaic, fuel Cells, and battery energy sources[J]. Sustainability, 2022, 14(5): 2551-2553.
[5] TIANCAI M, KAI W, BOYU D, et al. Effect on high frequency resistance behavior of proton exchange membrane fuel cell during storage process [J]. International Journal of Hydrogen Energy, 2022, 47(16) : 2017-2022.
[6] 林政宇,张杰,刘兵. 模压成型工艺制备微晶石墨/树脂双极板[J]. 电池,2011,41(3): 125-128.
[7] 吕波,邵志刚,瞿丽娟,等. PEMFC用聚丙烯/酚醛树脂/石墨复合双极板研究[J]. 电源技术,2019,43(9): 1488-1491.
[8] 朱春山,孙保帅. 聚乙烯醇缩甲乙醛改性酚醛树脂的热稳定性研究[J]. 热固性树脂,2010,25(1):23-25.
[9] 陈惠,刘洪波,夏笑虹,等. 石墨/酚醛树脂复合材料双极板的制备与性能[J]. 复合材料学报,2015,32(3):744-755.
[10] 康启平,张国强,刘艳秋,等. 质子交换膜燃料电池复合材料双极板研究进展[J]. 中北大学学报(自然科学版),2019,40(5): 414-420+426.
[11] 张腾蛟. 基于激光加工的仿生超疏水表面及减阻技术研究[D]. 哈尔滨:哈尔滨工业大学,2020.
[12] 李强,薛红,刘国强. 茂金属聚乙烯HPR3518CB流延工艺参数的探讨[J]. 分析仪器,2020(3): 80-82.
[13] 周建民,王亚东,王双喜, 等. 制备电子陶瓷基片用的流延成型工艺[J]. 硅酸盐通报,2010,29(5):1114-1118.
[14] 崔学民. 乳胶体系水基流延工艺及其叠层制备陶瓷材料的研究[D]. 北京:中国建筑材料科学研究院,2003.
[15] NISHIHORA R K, RACHADEL P L, QUADRI M G N, et al. Manufacturing porous ceramic materials by tape casting—A review[J]. Journal of the European Ceramic Society, 2018, 38(4) : 988-1001.
[16] 王倩. 双位组合四探针法与常规四探针法的对比研究[J]. 电子工业专用设备,2018,47(3): 64-66.
猜你喜欢
科技与创新(2017年7期)2017-05-13 11:30:40
中国民族民间医药·上半月(2016年9期)2017-05-11 00:14:18
科技资讯(2016年36期)2017-04-21 01:46:44
课程教育研究·学法教法研究(2016年34期)2017-03-31 04:01:04
山东工业技术(2017年5期)2017-03-16 15:57:08
中国民族民间医药·上半月(2017年2期)2017-03-09 17:42:17
科技与创新(2016年21期)2017-02-14 10:49:48
科技经济市场(2016年5期)2017-02-05 23:30:06
中国医药导报(2016年28期)2017-01-06 19:20:09
中小企业管理与科技·中旬刊(2016年8期)2016-08-03 14:57:53