LCD型3D打印机中光固化成型参数优选
2023-01-12 03:57朱炯光李华雄
装备制造技术 2022年10期
朱炯光,李华雄,张 炜
(佛山职业技术学院 智能制造学院,广东 佛山 528137)
3D打印技术起源于美国,自20世纪80年代首次应用以来[1],在全球范围内掀起了一场关于3D打印的热潮,被英国杂志《经济学人》喻为第三次工业革命的重要标志之一。其中光固化3D打印技术是“增材制造”领域研究最早,也较为成熟的打印技术之一,兼具3D打印成型的精密、快速、可控、安全等技术优势以及光固化的固化速度快、稳定性高、表面粗糙度低、环境友好等诸多优点,受到了世界各国科学家们的重点关注,现已发展成为应用最为广泛的3D打印技术[2-6]。
3D打印技术分类很多[7],根据打印方式不同分为SLA技术(立体光刻技术)、DLP技术(数字成像技术)、LCD技术(液晶成像技术)、CLIP技术(连续液面制造技术)、CAL技术(计算轴向光刻技术)。SLA技术是通过紫外光由点到线、由线到面进行扫描固化,打印速度较慢;DLP技术是将模型的截面图形投射到光敏树脂表面上,逐层的开展光固化,以面面叠加的方式成型,打印速度较SLA技术大幅增加[8]。LCD打印技术诞生于DLP技术的基础上,两者核心技术的主要差别是LCD技术的每层图像由液晶成像控制,取代了DLP技术昂贵的光机系统[9],LCD技术可利用400 mm~600 mm的可见光,可用普通的LCD显示面板,不加任何改装或改背光,直接作为光源(相当于光源升级)。CLIP技术和CAL技术是近五六年来发展的新技术,分别利用氧阻聚效应和累积光照的方式使打印速度比DLP技术更快。综合比较打印质量和速度,现阶段LCD技术普及率较高。
光固化成型的优点为材料利用率高,材料浪费少;缺点为材料成本高昂,普及度较低[10]。潘金龙等人从打印设备参数设置、零件加工摆放及支撑设计两个方面,基于理论及实践经验分析了光固化快速成型技术中影响成型件质量的主要因素,提出了激光功率、打印层厚、刮刀运动速度等设备参数的建议取值范围,从而对成型质量进行控制[11]。朱岳论述了组成光敏树脂的预聚物、稀释剂、光引发剂和阻聚剂等其他助剂的作用,选择黏度、收缩率、反应速度等合适的各组分制备出符合3D打印要求的光敏树脂。王琛研究光固化成型的工作原理和工艺流程,通过Projet-5000切片软件探索光固化成型的模型布置规则,从而对节省打印材料、提高打印效率。
本研究采用正交试验设计针对LCD型打印设备的参数进行筛选和优化设计,提高打印效率和质量,进而达到节约成本的目的。
1 方法
1.1 设备和打印材料选择
本方法使用的打印设备为GMI光固化3D打印机,采用面曝光成型制作单元技术,功率100 W,屏幕8.9英寸,打印尺寸192120270 mm。使用的打印材料为壁挂式吹风机的集风嘴,如图1(a)所示。集风嘴对表面光滑要求高,其凸环部分横截直径较小且对打印参数敏感,如图1(b)所示。

图1 挂壁式吹风机及集风嘴
1.2 方案设计
LCD型光固化打印过程可调整的参数过多,导致设计全面实验法工作量过大,而且有些数据不易统计,故采用正交试验法。考虑打印成型质量和速度的因素,选择层高、曝光时间、抬升速度、抬升距离这4个打印参数。层高L(材料模型的切片厚度)决定了打印质量和打印时间,一般在0.025~0.2 mm之间;曝光时间t(每一层被紫外线照射固化的时间)影响打印质量和时间,过短不能成型,过长模型会膨胀;抬升速度V(打下一层平台移动速度),过快会拉断模型;抬升距离D主要用来脱离离型膜,过小离型膜不易和模型脱落导致打印失败。
本次试验采用四因素四水平的正交试验设计,根据一般情况确定各因素的水平,如表1所示。选取L16(44)正交表,因素水平按表2进行组合。

表1 四因素四水平表
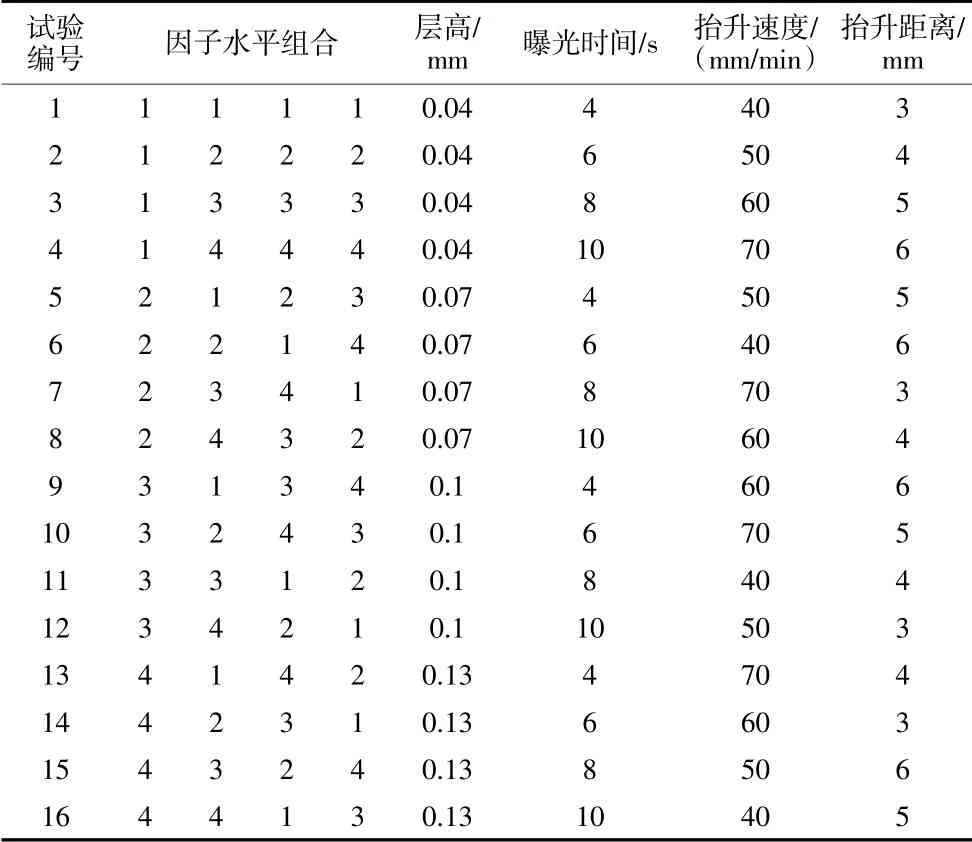
表2 L16(44)正交表
打印质量和打印时间,分别用光滑度和耗时两个指标去衡量。为了量化评价,采用综合评价法,将光滑度和耗时分为4个评价等级(表3),基于1∶1的权重进行求和即可得到每组试验的综合评价。
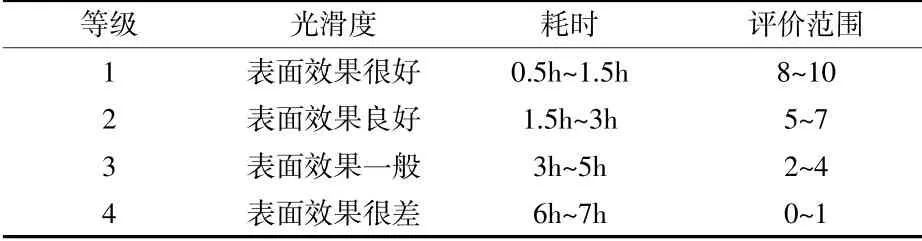
表3 指标评价标准
2 试验
2.1 进行正交试验
根据L16(44)正交表,将16组参数做好切片模型导入GMI光固化3D打印机(图2a),得到16组试验结果(图2b)依照表3评价后填入综合评价表4。打印过程中,第13组无法成型,故在图2b中用框表示缺失。

表4 评价指标输出结果
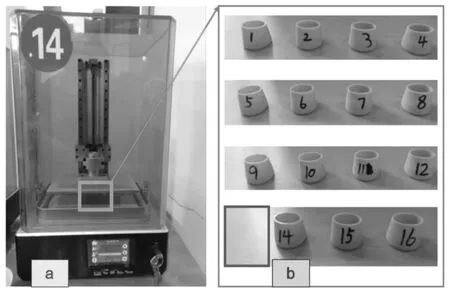
图2 按正交表的打印过程
2.2 极差分析
表4得到了16组试验结果的综合评价。为了得到各因素对试验结果的影响程度以及因子的重要程度,利用极差分析法对综合评价进行判断。
计算公式为:
式中:j为水平序号,其值为1~4;i为因素序号,其值为1~4;n为每个因素下的水平总数,其值为4;xij为第i个因素下第j个水平的输出结果。结合公式(1)~(3)及表2和表4的内容,可得表5。

表5 极差分析表
Ri的值的大小代表着因素对综合评价的影响程度,由表5可知,层高L>抬升距离D>抬升速度V>曝光时间t,并作出各因素水平(水平按从低到高分为4个等级)对其综合评价的影响程度的折线图,如图3所示。

图3 各因素水平的综合评价影响程度
从图3知,随着因素L、t、V、D水平等级的增大;L的综合评价趋势逐步增大,在第3水平达到峰值后再减小;t的综合评价趋势总体较平稳,在第3水平达到峰值;V的综合评价趋势在第1水平达到峰值,随后下降趋于平稳;D的综合评价趋势逐步增大,在第3水平达到峰值再减小。由表5和图3可得在综合评价指标下理论较优组合为L3T3V1D3。
由虽然极差分析可以得到各因素的重要程度,但不能定量的对影响程度的重要性(是否显著)进行区分。更精确的分析可以将不重要的因素去除,从而提高试验效率。
2.3 方差分析
作为极差分析的补充,为得到更精确的显著程度,通过L、t、V和D这4个因素对这3个指标(综合评价、光滑度、耗时)进行方差分析,分别得到表6所示结果。
表6反映了各因素对综合评价(反映质量和效率的指标)、光滑度、耗时的影响,就综合评价而言,层高L对其影响显著较高,抬升速度V、抬升距离D对其影响低显著,曝光时间t对其影响不显著,故在极差分析中将t剔除,最终调整为L3D3V1;仅考虑光滑度,L、D对其影响低显著,t、V对其影响不显著,故将极差分析中的t、V剔除,最终调整为L3D3;仅考耗时,L对其影响中度显著,V、t对其影响低显著,D对其影响不显著,故将极差分析中的D剔除,最终调整为L3T3V1。

表6 综合评价、光滑度、耗时的方差分析
3 验证
为了证明通过极差分析所得综合评价指标下的组合有效,按照L3D3V1的因素组合(层高L取0.1 mm、抬升距离D取5 mm、抬升速度V取40 mm/min)进行3次重复试验,并根据表2进行打分。试验结果的综合评价、光滑度以及耗时的平均值分别为17、9和8。从表7中可看出其综合评价分值高于表4中的综合评价分值,证明L3D3V1这组参数组合在综合评价指标下是有效的。

表7 验证结果
4 结论
针对LCD型光固化打印的质量和效率进行了四因素四水平的正交试验,然后对试验结果进行了极差分析、方差分析,最后对优选的参数进行实验验证。跟以往同类论文相比,本研究不仅探讨了四因素下打印参数的优选,更进一步地探讨四因素在指标中的重要度,找到显著性参数并删减不显著参数,以便在不同情形下能高效地完成作业并减少使用树脂的成本。
理论上,若只针对光滑度指标优化,应选择层高L、抬升距离D两组参数,在本试验范围内理论较优组合为L3D3;对于耗时指标,应选择层高L、曝光时间t、抬升速度V三组参数,在试验范围内理论较优组合为L3T3V1;以上优化对单一指标具有指导意义。但在实际使用时,往往考虑综合性指标(同时具备较好表面质量和效率),也就是根据综合评价指标优化,选择L3D3V1组合(层高L取0.1 mm、抬升距离D取5 mm、抬升速度V取40 mm/min)。研究结论可为后续LCD型光固化打印参数优化提供参考。
猜你喜欢
橡塑技术与装备(2022年6期)2022-06-02
汽车实用技术(2022年5期)2022-04-02
山东陶瓷(2021年5期)2022-01-17
初中生世界(2021年43期)2021-11-23
中华养生保健(2020年2期)2020-11-16
健康大视野(2020年16期)2020-08-16
中学数学研究(江西)(2019年5期)2019-06-11
浙江工业大学学报(2017年5期)2018-01-22
制造技术与机床(2017年5期)2018-01-19
东方女性(2016年4期)2016-04-28