
卡箍零件工艺优化及模具设计
2022-12-24 04:06王悉颖孟文博高辉杨文举周君军董东岳翟安平
模具工业 2022年12期
王悉颖,孟文博,高辉,杨文举,周君军,董东岳,翟安平
(中航西安飞机工业集团股份有限公司,陕西 西安 710089)
0 引 言
卡箍类零件在航空行业使用较为广泛,是通用化和系列化程度要求较高的标准件之一,通常用于飞机、发动机上各种管路的连接、固定与支撑,也用于电线、电缆的捆扎、固定与安装以及仪器、仪表、成品、附件的安装与固定。卡箍的成形质量影响航空装备的可靠性,对于航空装备的成本和风险控制具有重要意义[1]。
1 零件特点分析
图1所示为卡箍零件结构,主要用于固定导线、导线束用的琴形卡箍,属于安装固定类卡箍,是航空卡箍中应用较为广泛的一种,卡箍零件的年产量达1万余件,该卡箍零件材料为T9A,元素含量如表1所示,由于形状复杂,无法一次成形。

表1 T9A部分元素含量 质量分数

图1 零件结构
2 卡箍零件工艺分析
2.1 原工艺方法
实际生产中,该类零件采用渐切模下料后,芯棒成形卷边→型胎成形曲面→型胎成形右端头,需反复装夹,成形复杂,其成形过程如图2所示。

图2 原始成形工艺
2.2 改进的工艺方法
通过对零件及模具进行分析,零件成形顺序不变:卷边模成形卷边→弯曲模成形中间曲面部分→弯曲夹具成形右边端头。其中较为重要的工序为弯曲成形,板料在弯曲过程中主要存在开裂、回弹及尺寸偏移等问题[2]。弯曲半径越小,板料外层变形越大,若弯曲半径过小,板料外层则会出现开裂现象。其次,弯曲成形属于塑性变形,弯曲过程中伴随回弹现象,需采取适当措施减小回弹。最后,弯曲时坯料产生弯曲变形,与凹模接触位置不断变化,易产生侧向滑移,偏离原来的位置[3],故在设计时要考虑其间隙及定位方式。
2.3 展开尺寸计算
展开尺寸以中性层长度为准,在弯曲过程中其长度不变。但在变形过程中,零件外层受到拉伸,内侧受到压缩,中性层位置并不在中间,为精准地确定展开尺寸,通常用经验公式确定中性层位置,中性层半径按式(1)计算[4]:

其中,ρε为中性层半径,mm;r为弯曲内圆角半径,mm;t为材料厚度,mm;K为中性层位移系数,与r/t的值有关,通过查表得出该零件K=0.469。
如图3所示,若直线部分长度分别为a、b,钣金件弯曲部分中性层的展开长度l=πρεα/180°,其中,α为弯曲中心角。

图3 展开尺寸计算
展开尺寸L=a+b+l=a+b+=a+b+π(r+Kt)α/180°[5],参照上述数值在CATIA中绘制零件图,尺寸如图4所示,展开尺寸主要计算图中①、②、③处圆弧长度,再加上直线段处长度,通过公式计算及CATIA展开功能对比,可得出最终展开数据基本相同,如图5所示。
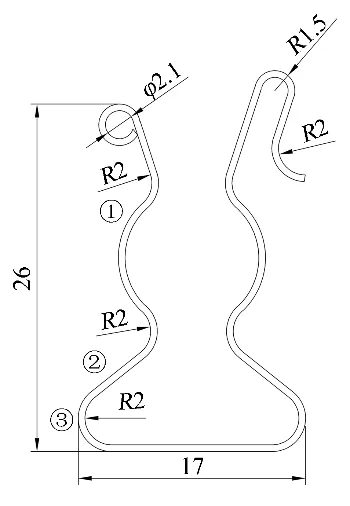
图4 CAD零件图
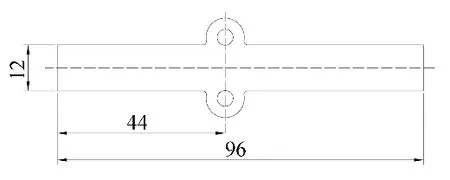
图5 展开尺寸
3 模具设计
3.1 卷边模设计
由于该卡箍是一个系列,仅尺寸不同,端头卷边部分尺寸相同,因此设计通用卷边模,如图6、图7所示。展开料直接在卷边模Ⅰ上先成形1/4圆弧,再使用卷边模Ⅱ成形至最终状态。由于长度不同,卷边模Ⅱ采用工具销一侧定位和销钉定位2种模式,可依据实际情况调整定位方式。
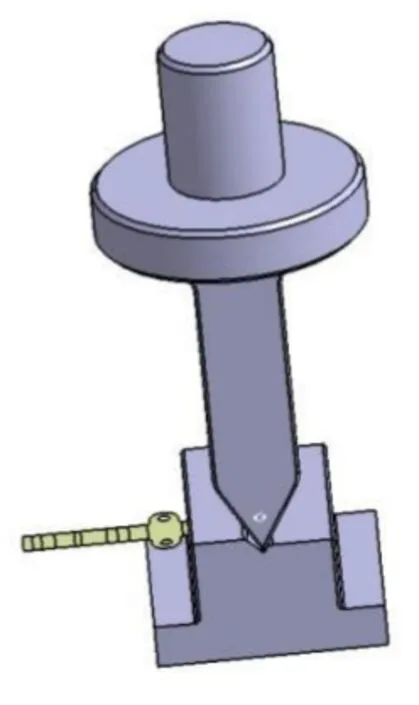
图6 卷边模Ⅰ
3.2 弯曲模设计
该零件尺寸较小,弯曲力小,适合采用模具一次成形,弯曲模结构如图8所示,两端头设置避让。模柄1采用压入式,上模座4、橡胶5、凸模7、侧压块6通过固定销2及螺钉3连接,推件器14上设置有2个活动销12,可用于零件成形时的定位和紧固。侧压块6、活动凹模8、压缩弹簧13、垫块10被封闭于凹模框9中。静止时,推件器14推动卸料螺钉16与活动凹模8上端平齐,放置零件展开的坯料,活动销12与活动凹模8上端限制了零件的自由度。工作时,压力机滑块带动凸模7下行,先接触零件,滑块继续运动,凸模7挤压推件器14,推件器14挤压卸料螺钉16,卸料螺钉压迫推件器压缩变形,在推件器的反作用力下,凸模7与推件器14将零件压住,此时的模具相当于带顶板的弯曲模[6-8]。凸模继续下行,侧压块6挤压活动凹模8压缩,此时侧压块6的力可分解为Fx和Fy,如图9所示,Fx为横向挤压零件成形的力,Fy为纵向压迫垫板向下移动的力。随着凸模下行到压力机下止点,活动凹模8与凸模7完全闭合,挤压成形零件。零件成形后,凸模上行,压缩弹簧13反弹带动活动凹模8复位,零件从凹模中卸料,完成整个成形过程。
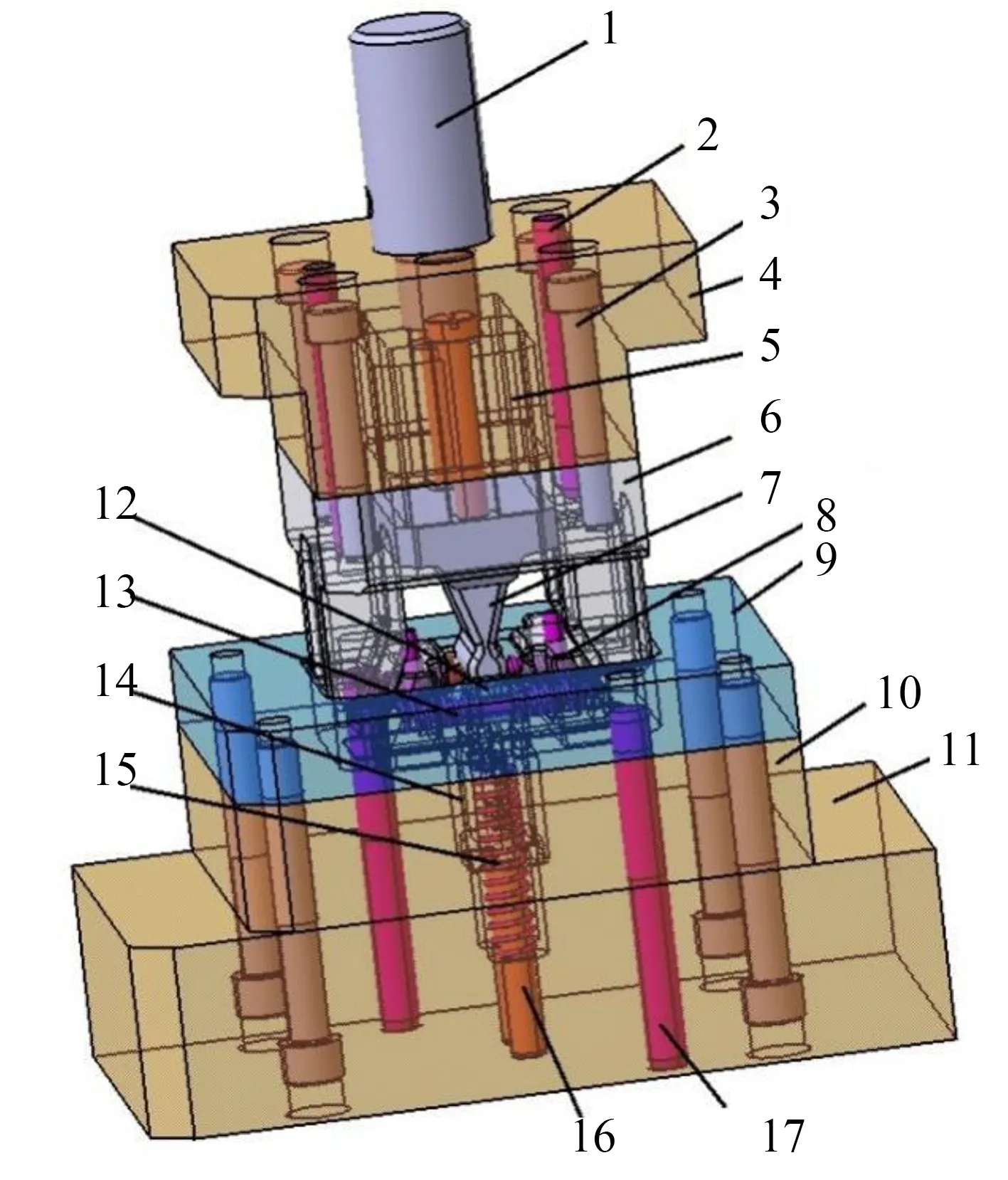
图8 弯曲模结构
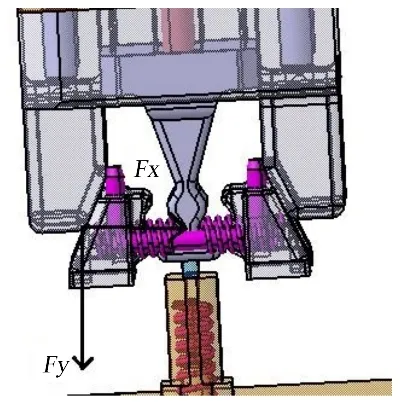
图9 侧压块工作时受力情况
4 试验验证
结合以上模拟分析,在1 000 kN的压力机上进行试验,最终通过修整得到符合图纸要求的零件,如图10所示。

图10 合格零件
5 结束语
针对原卡箍成形模具的缺点,对零件进行分析,计算零件较为精准的展开尺寸,对原工艺方法及模具结构进行改进,最终成形合格的零件,提升了零件表面质量及生产效率,该模具结构设计可为类似零件成形提供一定的指导和参考。
猜你喜欢
林产工业(2022年8期)2022-08-26
模具制造(2022年2期)2022-03-25
模具制造(2022年1期)2022-02-23
模具制造(2021年8期)2021-10-20
模具工业(2021年3期)2021-03-29
模具工业(2021年2期)2021-03-18
安徽工业大学学报(自然科学版)(2020年4期)2020-12-26
计算机辅助工程(2019年1期)2019-07-09
山东工业技术(2018年20期)2018-11-26
中国科技纵横(2016年19期)2016-11-19
