
陶瓷衬垫药芯气体保护焊焊接工艺
2022-09-20 06:16袁中龙刘业廷宋光涛熊庆和张京华
金属加工(热加工) 2022年9期
袁中龙,刘业廷,宋光涛,熊庆和,张京华
海洋石油工程(青岛)有限公司 山东青岛 266520
1 序言
在某深水海洋平台船体建造过程中,船体分段在最后合拢时,存在大量的长直焊缝需要进行对接,该焊缝最大长度达数十米。保证如此大的结构整体组对间隙达到2~6mm的要求是极为困难的,因此有很长的坡口需要按照项目要求进行堆焊以修正间隙。间隙的修正有单独的堆焊流程,需要进行报检与焊接作业,且对完成堆焊的焊缝需要打磨处理,以便进行外观检查、尺寸检测与磁粉检测,而复杂的堆焊工序会导致施工效率降低。
考虑到陶瓷衬垫焊接工艺可以支持大间隙(10m m)坡口的直接焊接,因此如果开发该工艺,则可以大大简化流程,提升施工效率。
2 焊接工艺开发
(1)母材 选用A B S E H36材料,厚度为25mm,该材料以热机控轧工艺供货,这也保证了其较低的碳当量(0.33%),且Pcm=0.18%,使得其焊接性优良。一般来讲,当某材料的碳当量<0.4%时,就认为其具备优良的焊接性[1]。选取的母材化学成分与力学性能分别见表1、表2。

表1 母材化学成分(质量分数) (%)

表2 母材力学性能
(2)焊接材料 与母材进行等强韧性的匹配,选取AWS A5.20 E71T-1CJ、φ1.2mm的焊接材料。同时,为了降低焊接接头的冷裂倾向,要求扩散氢含量<5mL/100g。试验用焊接材料化学成分与力学性能分别见表3、表4。
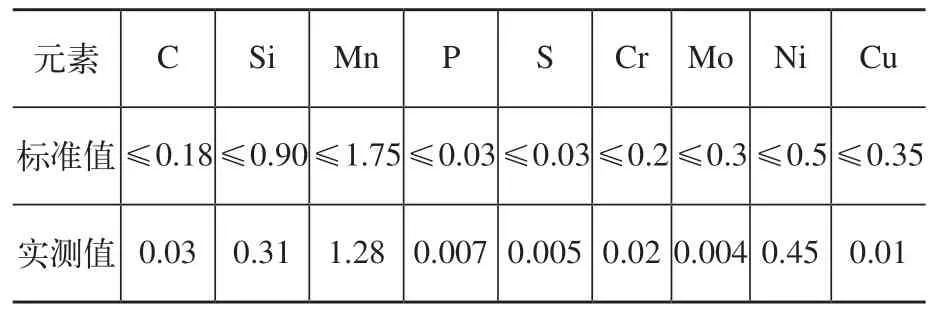
表3 试验用焊接材料化学成分(质量分数)(%)
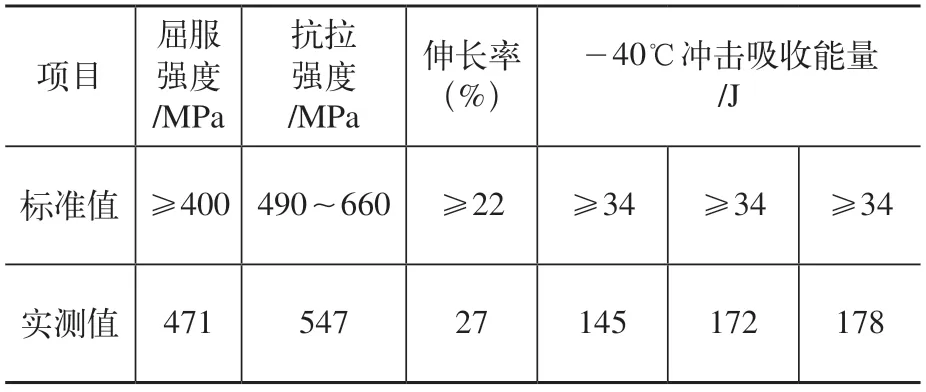
表4 试验用焊接材料力学性能
(3)陶瓷衬垫 陶瓷衬垫使用象山天兴焊接衬垫有限公司生产的JN系列焊接衬垫,其耐火度>1300℃,吸潮率≤0.35%。
(4)焊接试件 根据施工现场的坡口形式及焊接位置,选取2G位置进行焊接,具体的坡口形式如图1所示。
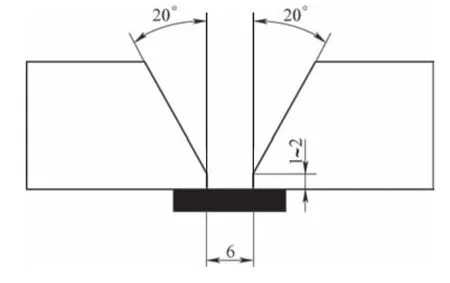
图1 坡口形式
(5)焊接参数控制 鉴于母材优异的焊接性,以及母材厚度仅为25m m,具有较低的接头拘束度,因此设定其预热温度为25℃。为了保证焊接接头的低温(-40℃)冲击性能,需控制最大层间温度为250℃。另外,考虑到药芯焊丝本身的热输入限制、低温冲击性能要求以及横焊位置的特点,控制其最大热输入为1.3kJ/mm。对于陶瓷衬垫药芯气体保护焊工艺,在其打底焊道焊缝正面易产生焊接裂纹,且当焊接电流增大时,出现裂纹的概率增大。这是由于随着电流的增大,电弧对母材及衬垫的热作用增加,在熔池中引入了更多的氧化物,降低了焊缝的纯净度,同时由于热输入的增大及陶瓷衬垫的保温作用,延长了低熔点共晶的存在时间,增大了裂纹倾向。因此,需要适当降低焊接电流,控制打底焊的焊接电流不超过200A[2,3]。具体的焊接参数见表5。

表5 陶瓷衬垫药芯焊丝气体保护焊焊接参数
(6)其他注意事项
1)单面坡口焊接时需要使用单面扁平衬垫,衬垫安装在坡口背面且要保证衬垫凹槽中心线与坡口中心线对齐。贴衬垫前要清理钢板表面的灰尘等异物,以保证衬垫胶带能够贴紧坡口两侧。双面坡口时要选用圆柱形衬垫,安装在坡口根部并贴紧。为了保证焊接质量,实际施工时无论单面坡口还是双面坡口,都需要对陶瓷衬垫侧进行碳弧气刨清根,清根深度至少达到3mm,且需要打磨至金属光泽,以彻底去除渗碳层。
2)打底层焊接时,坡口两侧要保证彻底熔透。必要时需要进行摆动,并在两侧略做停顿,以保证根部焊缝背面成形[4]。
3)完成打底焊道后再连续焊接4道,或焊接厚度达到母材厚度的1/3,保证焊缝有足够的强度后,才可以中断焊接。
4)施工时对于较长的焊缝必须采用分段焊接,根部焊接时一定要注意焊接电流不可过大,否则容易导致根部裂纹。
3 结果分析与讨论
(1)无损检测 整个焊接试件按照AWS D1.1/D1.1M:2015《钢结构焊接规范》及项目规格书要求进行无损检测。外观检测、磁粉检测、超声波检测结果均满足要求。
(2)理化性能 理化试验主要进行了横向减截面拉伸试验、侧向弯曲试验、低温夏比冲击试验、宏观金相和硬度试验。试验按照ASTM A370—2010《钢制品机械性能测试方法和定义》要求进行。理化性能试验结果见表6。接头宏观形貌如图2所示。
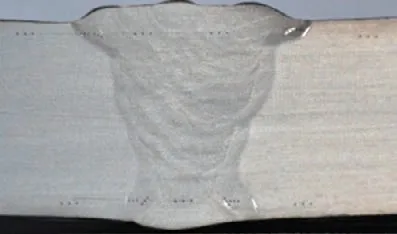
图2 接头宏观形貌
(3)结果分析 由表6可知,焊接接头的横向减截面拉伸试验结果满足不小于母材抗拉强度规定值下限(490MPa)的要求,侧弯试验无缺陷,各个位置的低温冲击吸收能量均远超过34J的标准要求,接头宏观形貌无缺陷,维氏硬度值低于要求的325HV10。试验结果表明,焊接接头的强度、塑性、韧性均表现优异,满足项目的要求。由于采用较小的热输入,以及最大层间温度的限制,热影响区得到下贝氏体,其整体表现出良好的韧性。这是由于热输入较小时,易获得温度较低的贝氏体转变区。而伴随转变温度的降低,转变驱动力增加,增大了贝氏体、铁素体中碳过饱和度。此时的碳元素尚可在铁素体中进行短程扩散,从而在铁素体基体上析出下贝氏体。与硬而脆的上贝氏体不同,由于下贝氏体所需的转变温度较低,使得碳扩散较为困难,因此碳化物弥散度高,强化作用大,表现出较好的冲击性能。另外,由于热影响区与焊缝距离不同的位置经历的焊接热循环不同,从而导致其组织不均匀,因此表现为性能的不均匀性。距焊缝距离越大,受焊接的热影响越小,其组织结构也越均匀,冲击性能趋于稳定,且越来越接近于母材的冲击值水平。由于钢材的低碳当量以及合适的焊接参数,因此其整个焊接接头的硬度值水平适中(190~252HV10)。硬度结果表明,并未检测到明显的高硬度区,间接说明在该焊接参数下,整个焊接接头中并未产生马氏体或上贝氏体等硬脆相。
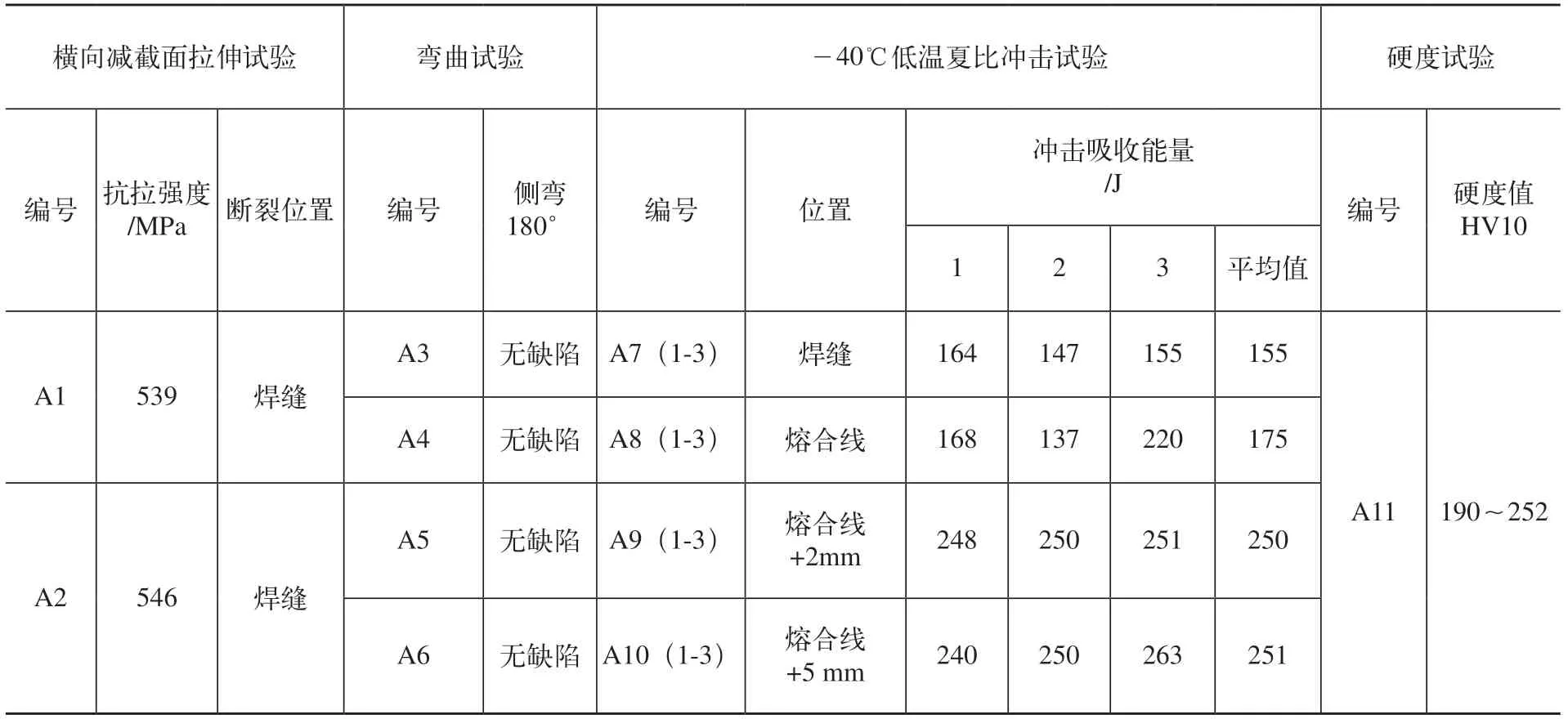
表6 试件力学性能试验结果
4 结束语
本文通过开发陶瓷衬垫药芯气体保护焊工艺,免去了大间隙情况下大量的堆焊作业,提升了施工效率。通过将最大层间温度限制在250℃,控制最大热输入为1.3kJ/mm,并限制打底焊时的焊接电流不超过200A,严格控制陶瓷衬垫的安装,保证了焊接工艺的成功开发。陶瓷衬垫药芯气体保护焊工艺评定试验结果表明,该工艺的各项指标均满足项目要求,焊接接头具备优良的性能。
猜你喜欢
钢管(2022年4期)2023-01-05
中国设备工程(2022年2期)2023-01-02
材料保护(2022年5期)2022-12-07
矿山机械(2022年9期)2022-09-20
材料科学与工艺(2022年1期)2022-03-11
汽车工艺与材料(2021年4期)2021-04-23
矿山机械(2020年3期)2020-03-24
热处理技术与装备(2019年3期)2019-12-22
无损检测(2019年3期)2019-03-22
热处理技术与装备(2019年1期)2019-03-14
