基于PLC的汽车排气管焊接机的设计
2022-08-23 01:42赵英
机械工程与自动化 2022年4期
赵 英
(辽宁工业大学 机械工程与自动化学院,辽宁 锦州 121001)
0 引言
随着社会经济的发展和人类生活节奏的加快,对汽车的需求量越来越大,生产厂家对汽车及其零部件的生产效率和产品质量都有了更高的要求,排气管作为汽车上的一个重要零部件,其焊接质量和生产效率也得到了生产厂家的重视。汽车排气管的焊接质量主要体现在焊点的均匀性和密封性上,而生产效率的高低主要取决于生产设备的自动化水平,因此要保证焊接质量和生产效率,就需要有一台自动化的焊接设备来满足生产厂家的需求。基于对焊接设备的深入了解,结合生产厂家对排气管焊接设备的使用要求,本文提出了一种基于PLC的汽车排气管焊接机设计方案。
1 汽车排气管焊接机机械系统组成
图1为需要焊接的汽车排气管结构。汽车排气管焊接机的功能就是将图1中的前段排气管、后段排气管分别与消音器焊接到一起,其焊接部位如图2所示。焊缝由两条直线和两个半圆弧线构成,焊接过程分两个阶段:第一阶段先进行焊接部位1的焊接,该阶段完成后再将焊接件翻转180°,完成第二阶段焊接部位2的焊接,整个焊接任务由此完成。焊接后,要求焊缝均匀,具有良好的气密性。
在汽车排气管焊接过程中,需要焊枪与排气管之间有前后、左右的水平直线运动以及在竖直平面内的圆弧运动,可将汽车排气管焊接机在结构上划分为焊枪左右移动机构、工作台前后移动机构、焊枪回转机构、焊接件夹紧机构和遮板升降机构五个部分。汽车排气管焊接机整体结构如图3所示。 左右两个焊枪进给气缸及与之相配套的导杆等支撑导向机构构成了焊枪左右移动机构;工作台前后移动电机、工作台和与之配套的丝杠螺母机构、导轨及轴承等支撑导向机构构成了工作台前后移动机构;焊枪回转电机、同步带传动装置与焊枪及轴承等支撑导向机构构成了焊枪回转机构;夹具、松夹气缸构成了焊接件夹紧机构;遮板、遮板气缸构成了遮板升降机构。

图1 汽车排气管结构
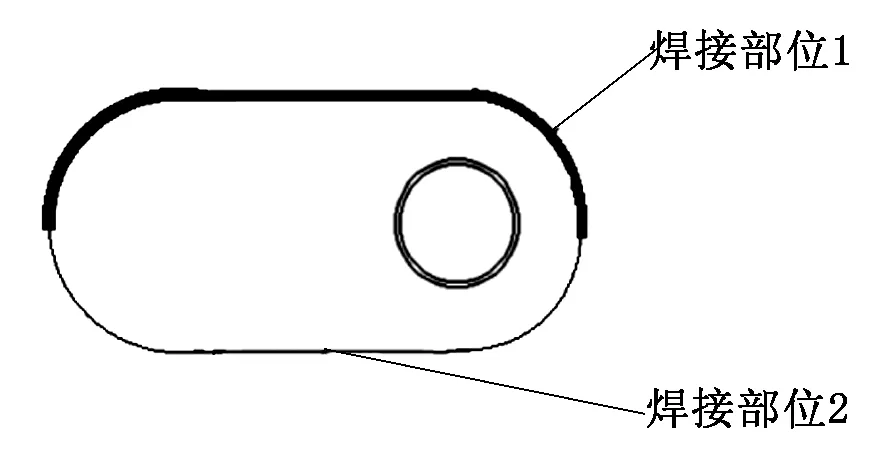
图2 汽车排气管焊接部位示意图
消音器径向尺寸较小,这一特征决定了焊接时运动部件移动距离不大,由于焊接时需要焊接件和焊枪移动,而焊接件和焊枪移动时需控制其速度和位置准确度,所以采用具有定位传动特性的步进电机,而且丝杠螺母传动精度高,传动效率高,保证了较好的焊接性能,因此采用丝杠螺母机构实现各个方向的移动。步进电机和丝杠螺母的选型取决于焊接件的移动距离、定位要求及载荷大小,焊接件固定在连接于丝杠螺母的滑块上,为减小摩擦阻力提高传动精度,导轨为直线滚动导轨。丝杠传动过程中既受径向力又受轴向力,其轴承采用以角接触球轴承和深沟球轴承组合的布局形式。

图3 汽车排气管焊接机结构示意图
2 控制系统硬件设计
2.1 控制器的选择
PLC由于可靠性高、功能强、使用方便,能满足绝大多数场合的检测与控制要求,因此把PLC作为汽车排气管焊接机控制系统的核心。本系统采用西门子公司的S7-200系列PLC(CPU226 DC/DC/DC),系统中有启停按钮及限位开关等输入信号,有步进电机驱动器的高速脉冲、方向控制等输出信号,输入信号和输出信号均为开关量信号。控制系统电路图见图4。I/O地址分配见表1。

图4 PLC控制系统电路图
系统中焊枪回转机构和工作台前后移动机构均采用步进电机驱动,需3个高速脉冲口,而CPU226只有2个高速脉冲输出口,又由于焊枪回转与工作台前后移动分时操作,因此可将工作台前后移动电机与其中一个焊枪回转电机共用一个高速脉冲口,高速脉冲口的分时切换可由继电器触点实现(见图4中的KA1)。焊枪左右移动机构、焊接件夹紧机构和遮板升降机构均为气缸驱动,其中除松夹气缸采用单作用电磁阀控制外,遮板气缸、左右两个焊枪进给气缸均采用双作用电磁阀控制,又由于左右两个焊枪进给气缸共用一个电磁阀,所以气压系统中共有5个线圈需PLC控制,每一个线圈占一个输出端子。除自动启停控制外,系统还对各运动保留手动操作控制方式,由于手动控制信号较多,为了减少输入端子的占用,简化系统接线,采用西门子公司的MP370触摸屏实现人机交互,其操作界面见图5。

表1 I/O地址分配表
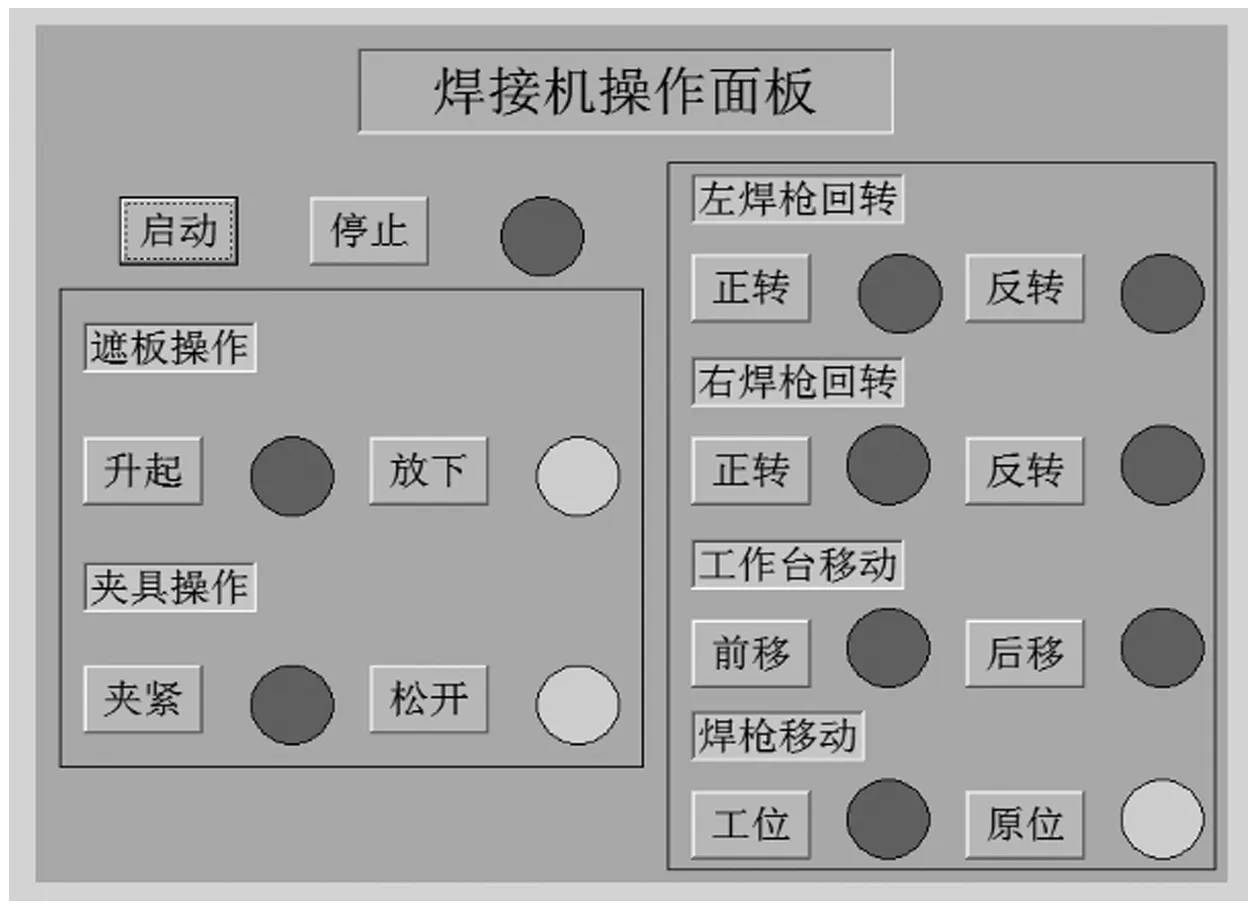
图5 触摸屏操作界面
2.2 步进电机的驱动
系统中工作台前后移动电机、焊枪回转电机为57HS09的两相混合式步进电机,额定电流为2.5 A,其驱动器选取DM542型步进电动机驱动器,该驱动器直流20 V~50 V供电,其相数为2,分配方式为二相四拍,具有16档细分功能,可通过面板上的拨码开关SW5~SW8进行设置。
DM542型步进电动机驱动器有三种输入端子,分别接入脉冲(PUL)信号、方向(DIR)信号、使能(ENA)信号,均采用差动输入方式,这些端子均采用共阴极接线方式。脉冲信号频率的高低决定了电机的转速,其输入端子的最大脉冲响应频率为300 kHz;而方向信号输入端的高电平和低电平控制电机的正反两个转向。
3 控制流程
整个焊接过程是从启动信号开始的,当启动按钮按下后,系统开始自动运行,根据焊枪及工作台的位置信号判断工作进程,从而控制各电机正反转运行以控制圆弧焊缝和直线焊缝的形成,同时控制气缸的伸缩完成焊接过程的辅助动作。具体控制流程见图6。

图6 汽车排气管焊接机控制流程
4 结语
本汽车排气管焊接机焊接操作时由于驱动采用步进电机,传动采用丝杠螺母机构,支撑导向采用直线滚动导轨,从而保证焊缝足够均匀,通过PLC编程可自动实现焊接操作,效率较高,焊接质量较好。
猜你喜欢
橡塑技术与装备(2022年10期)2022-10-03
现代农机(2022年3期)2022-07-11
哈尔滨轴承(2022年1期)2022-05-23
学苑创造·B版(2020年5期)2020-07-06
锻压装备与制造技术(2020年1期)2020-03-11
时代汽车(2019年22期)2019-02-05
客车技术与研究(2017年5期)2017-11-01
智能制造(2017年4期)2017-07-24
汽车实用技术(2017年5期)2017-04-05
船舶标准化工程师(2016年2期)2016-12-14