处理工艺对Fe-Al合金粉末成形性及生坯压溃强度的影响
2022-06-30 00:44吴引江南海娟梁永仁
粉末冶金技术 2022年3期
邓 颖 ,吴引江 ,南海娟 ,梁永仁 ,孟 强
1) 西北有色金属研究院西部宝德科技股份有限公司, 西安 710201 2) 西安长峰机电研究所, 西安 710065✉通信作者, E-mail: 121553012@qq.com
Fe-Al合金是一种金属间化合物[1],不仅具有陶瓷优良的耐高温、耐腐蚀性能[2-4],还具有金属良好的抗热震性能、高强度及易加工特性[5],可以被广泛应用于过滤、分离、提纯和控制流量等领域[6-7],其中最典型的应用是在煤气化高温高压除尘领域[8-10]。在大多数壳牌煤气化S1501高温高压飞灰过滤器中,内部核心部件为Fe-Al合金滤芯[11-12],其滤芯装配结构如图1所示,滤芯一般为两节拼焊或整体结构(φ60 mm × 2050 mm),法兰变径且带管底。从使用厂家反馈信息得知,由于两节拼焊滤芯存在焊缝,在长周期使用过程中,容易从焊缝热影响区断裂[13],相比之下,整体滤芯不仅过滤面积大,而且力学强度更高,有利于工业上安全、稳定、高效生产。
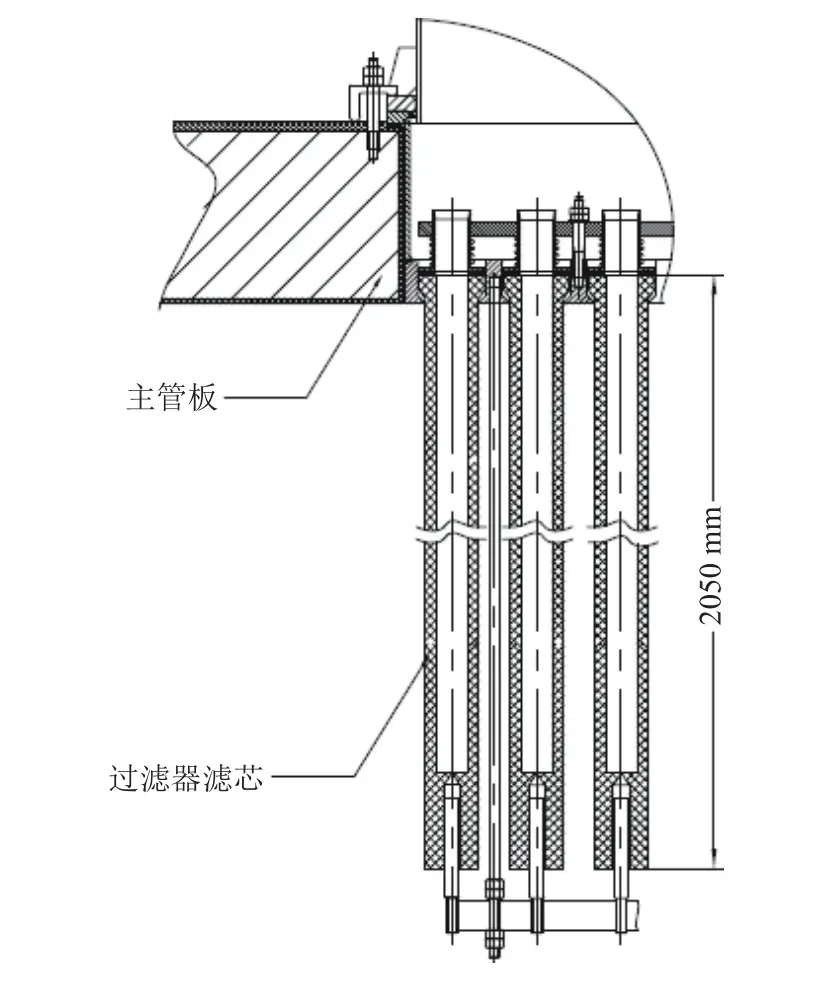
图1 Fe-Al滤管装配图Fig.1 Schematic diagram of Fe-Al filter
整体Fe-Al滤芯由于长径比大,外观存在变径,在工业化制备过程中,尤其是在粉末成形阶段,由于粉末成形性差、坯体强度不高,坯体出模后,容易出现管体裂纹或棱角掉粉现象,更有甚者,出现法兰或底部断裂,导致成品率降低。粉末性能和形貌特性是影响粉末成形性的主要原因[14]。为提高多孔材料的成形性和管坯强度,本文研究了处理工艺对Fe-Al合金粉末性能的影响,为工业化批量生产长管件产品成品率提供理论依据与技术支撑。
1 实验材料及方法
1.1 样品制备
实验所用原料为粒径150~250 μm的水雾化Fe-Al合金粉末,化学成分(质量分数)为15.90%Al,6.00% Cr,0.01% B,余量为Fe。成形设备为6000 T冷等静压压机。样品制备过程如下:1#小样品,称取原始粉末1000 g,在170 MPa的压力下,压制成外径φ60 mm,壁厚5 mm的管坯;2 #小样品,称取经过氢气还原处理(800 ℃,保温1 h)的原始粉1000 g,在170 MPa的压力下,压制成外径φ60 mm,壁厚5 mm的管坯;3#小样品,称取经过真空退火处理(800 ℃,保温1 h)的原始粉1000 g,在170 MPa的压力下,压制成外径φ60 mm,壁厚5 mm的管坯。1#-C、2#-C、3#-C长样品,用1#、2#、3#样品相同状态粉末,在170 MPa压制压力下,分别压制10支工业生产的整体长管坯滤芯,压制规格为φ60 mm×2100 mm,管身壁厚5 mm,管坯结构如图2所示。将以上小样品和长样品放在1230 ℃真空炉烧结,保温4 h。长管坯烧结后,后续加工底孔与法兰。
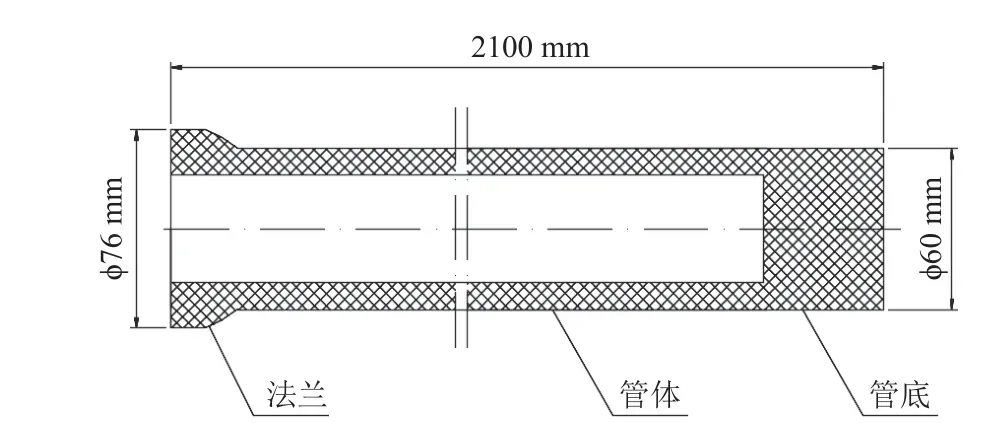
图2 长管生坯结构示意图Fig.2 Schematic diagram of the long green compact
1.2 样品测试
采用ZEISS型号扫描电子显微镜(scanning electron microscope,SEM)观察粉末形貌。在型号FL4-1松装密度仪上进行松装密度测试,按照GB/T 1479.1-2011《金属粉末松装密度的测定》规定检测并计算结果。利用惰性熔融红外吸附法测定氧含量(质量分数)。在401 MVA显微维氏硬度计测量上完成显微硬度测试,每个编号取5个测试值,并求平均值。在6000 T冷等静压机上完成压缩比测试。将1000 g样品粉末装入等静压模具中,并在振动平台上振实,记录粉末振实厚度h1,在170 MPa压力下压制成管坯,记录管坯厚度h2,压缩比为h2/h1。按照GB/T 6804-2008《径向压溃强度测定》检测方法测定各小样的压溃强度。按照式 (1)计算短管管坯孔隙度。

式中:P为多孔材料孔隙度,m为管坯质量,V为试样体积,ρ为多孔材料对应致密固体材料的密度。
参考GB/T 31909《可渗透性烧结金属材料透气度的测定》,在FBP-3I型多孔材料测试仪上测定烧结后长、短管坯透气度值。参考GB/T 5249 《可渗透性烧结金属材料气泡测试孔径的测定》,在FBP-3I型多孔材料测试仪上测定烧结后长、短管坯最大孔径与平均孔径值。通过目测对管坯外观质量进行检验,其中管体无裂纹、法兰/管底无断裂、棱角无掉粉为合格管坯。统计长样品整管管坯成品率,其中数量成品率=成品数量/压制数量。
2 结果与分析
2.1 粉末形貌
如图3所示,水雾化Fe-Al合金粉末形状不规则。经过氢气还原或真空退火后,粉末形貌也没有发生明显变化。根据粉末冶金成形原理,粉末形状越不规则,成形性越好,坯体强度越高。因此,Fe-Al合金粉末形貌不是影响其成形性与管坯强度的关键因素。
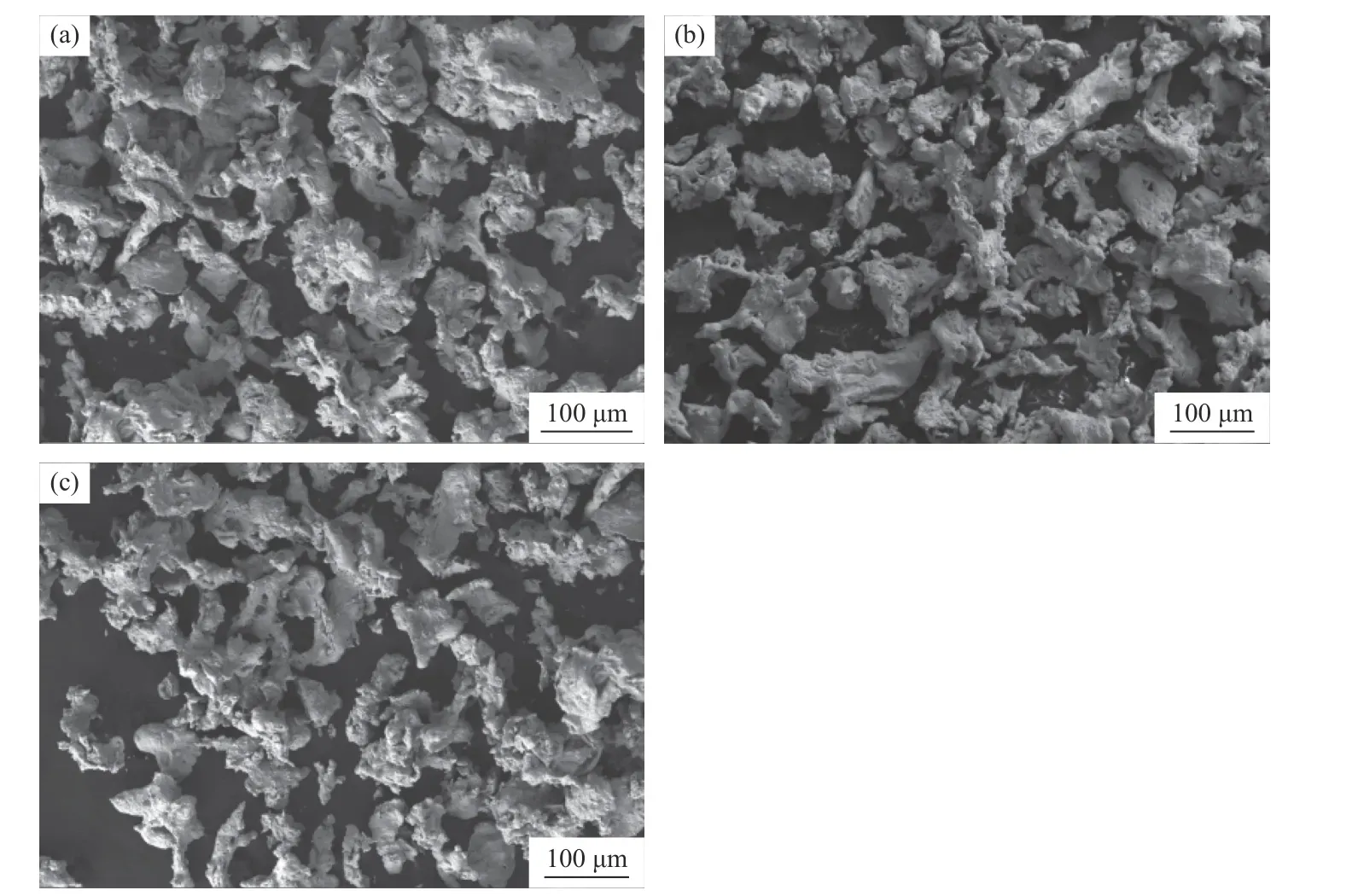
图3 不同工艺处理后Fe-Al合金粉末显微形貌:(a)未处理;(b)氢气还原;(c)真空退火Fig.3 SEM images of the Fe-Al alloy powders by the different treatment processes: (a) untreated; (b) hydrogen reduction; (c) vacuum anneal
2.2 粉末小样品的氧含量(质量分数)与松装密度
粉末小样品的氧含量(质量分数)与松装密度测试结果见图4,可以看出,原始粉末的松装密度为1.82 g·cm-3,相对较大,经过氢气还原或真空退火处理后,粉末表面吸附的氧化物或杂质被还原,氧质量分数从0.5%减少至0.2%,粉末净化,纯度提高,松装密度从1.82 g·cm-3下降到1.64 g·cm-3,成形性得到改善。在相同处理温度下,由于真空炉处理比氢气炉处理的净化作用更显著,真空退火处理后样品的松装密度更小,成形性更好。
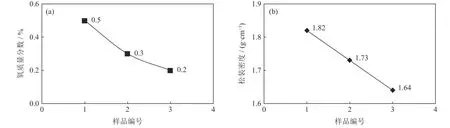
图4 不同工艺处理后Fe-Al合金粉末氧的质量分数(a)与松装密度(b)Fig.4 Oxygen mass fraction (a) and the apparent density (b) of the Fe-Al alloy powders by the different treatment processes
2.3 粉末小样品的显微硬度与压缩比
粉末小样品的显微硬度与压缩比测试结果如图5所示。由图可知,原始粉末显微硬度HV 260,数值相对较大;经过氢气还原或真空退火处理后,因为粉末加工硬化现象消除,显微硬度从HV 260降低到HV 158,粉末塑性变形能力增加,管坯弹性后效减小,压缩比从63%减小到56%,粉末坯体强度增加,粉末成形性得到改善。在相同处理温度下,由于真空炉处理比氢气炉处理对粉末加工硬化消除作用更显著,因此真空炉处理粉末显微硬度更小,压缩比更小,成形性更好。
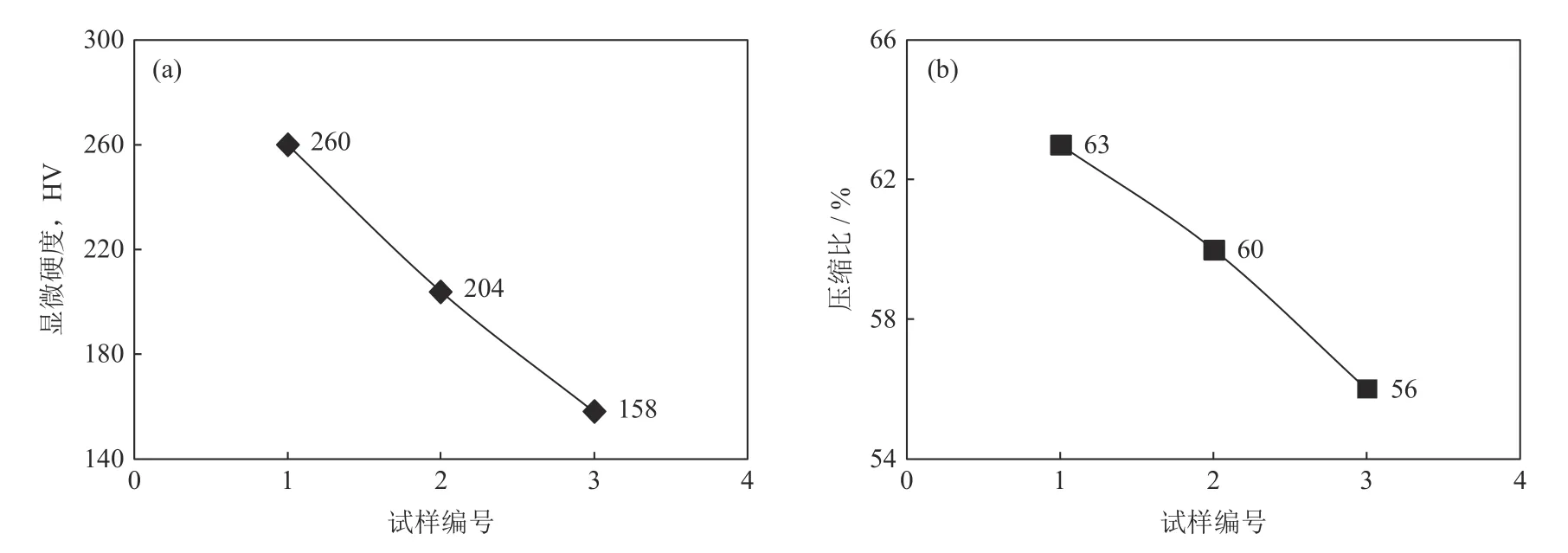
图5 不同工艺处理后Fe-Al合金粉末显微硬度(a)与压缩比(b)Fig.5 Microhardness (a) and the compression ratio (b) of the Fe-Al alloy powders by the different treatment processes
2.4 粉末小样品管坯的孔隙度与压溃强度
粉末小样品的管坯孔隙度和压溃强度测试结果如图6所示。从图6(b)可以看出,原始粉末管坯压溃强度为2 MPa,数值相对较小,经过氢气还原或真空退火处理后,由于粉末松装密度降低,显微硬度降低,压缩比减小,粉末颗粒之间相互钩连数量增加,孔隙度由46.2%减少至44.3%,管坯压溃强度提高,成形性得到极大改善,压溃强度从2.0 MPa提高到2.7 MPa。在相同处理温度下,真空炉处理后的粉末管坯压溃强度更大,成形性更好。
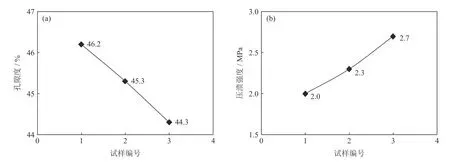
图6 不同工艺处理后Fe-Al合金粉末管坯孔隙度(a)与压溃强度(b)Fig.6 Porosity (a) and the crushing strength (b) of the green compacts by the different treatment processes
2.5 粉末小样品烧结后性能
表1为Fe-Al合金粉末烧结多孔材料的性能。由表1可知,1#~3#样品的多孔性能(透气度、最大孔径及平均孔径)与压溃强度均优于陶瓷滤管[15],粉末处理工艺在一定程度上影响了多孔材料的性能。由图6可知,1#~3#样品的生坯孔隙度依次减小,粉末颗粒机械咬合数量依次增多,所以在同一烧结工艺参数下,烧结颈的形成数量依次增多,因此烧结滤管压溃强度依次增大,多孔性能依次减小。压溃强度存在关系为真空处理(62 MPa)>氢气处理(57 MPa)>原始粉末(52 MPa);透气度存 在 关 系 为 真 空 处 理(150 m3·m-2·h-1·kPa-1)<氢 气 处 理(158 m3·m-2·h-1·kPa-1)<原 始 粉 末(164 m3·m-2·h-1·kPa-1)。
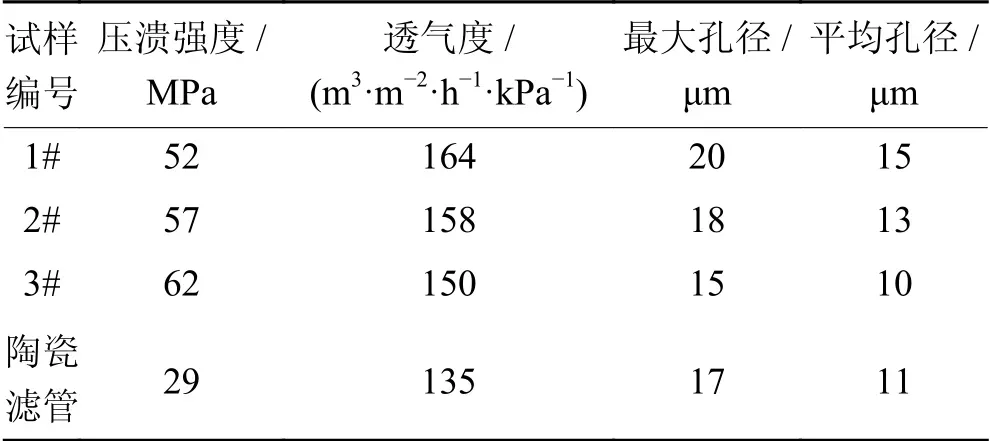
表1 烧结Fe-Al合金多孔材料性能Table 1 Properties of the sintered Fe-Al alloy porous materials
2.6 粉末长样品整管管坯数量成品率
粉末长样品整管管坯数量成品率统计结果见表2,可以看出,原始粉末管坯数量成品率为50%,数值相对较小。由于粉末颗粒硬度大,在压制过程中粉末挤入与之接触的弹性胶套内表面,导致在脱模过程中,管坯外表面层粉末被胶套用力“拔”走,继而产生管体裂纹,如图7所示。另外,原始粉末的松装密度较大,显微硬度较大,压缩比较大,粉末管坯强度差,成形性较差,在等静压泄压过程中,一方面由于粉末弹性后效作用,另一方面由于弹性胶套在恢复变形回弹过程中对管坯形成的拉应力作用,导致管坯脱模后棱角掉粉,如图8所示,更严重者,法兰或管底处断裂,如图9~10所示。总而言之,生坯成形性差、强度低是导致管坯成品率下降的重要原因。

表2 粉末长样品管坯数量成品率Table 2 Quantity qualified rate of the long green compacts

图7 管体裂纹Fig.7 Cracks of the green compacts
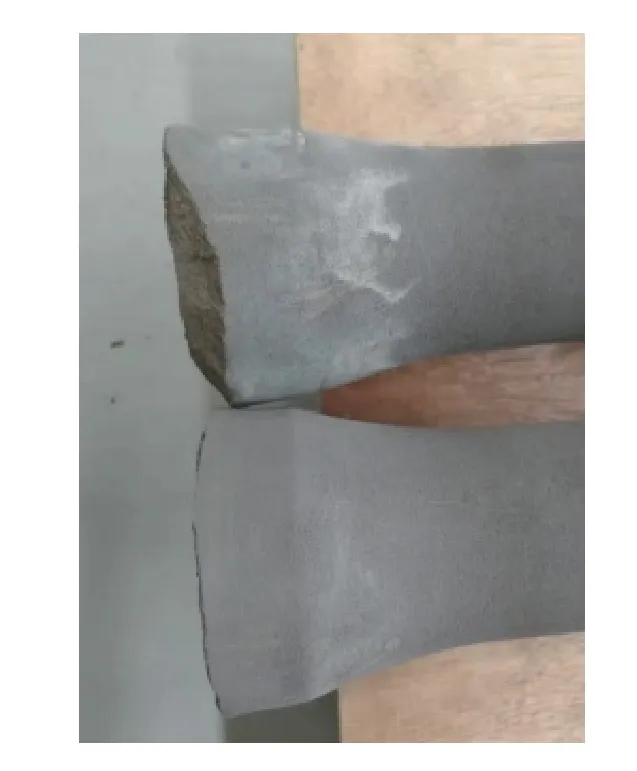
图8 法兰棱角掉粉Fig.8 Powder desquamate from the flanges edge

图9 法兰断裂Fig.9 Fractures of the flanges

图10 管底断裂Fig.10 Fractures from the bottom
由图3~6可知,原始粉末经过氢气还原或真空退火处理后,松装密度降低,显微硬度降低,压缩比减小,粉末管坯压溃强度提高,成形性得到极大改善,长样品整管数量成品率从50%提高到100%。在相同处理温度下,经真空炉处理后的粉末性能更优异,成形性更好。分析表明粉末长样品整管管坯数量成品率存在以下关系:真空处理 (100%)>氢气处理(80%)>原始粉末(50%)。
因此,在批量化工业生产中,对Fe-Al合金粉末预先进行退火处理是提高其长管坯成品率的一种有效方法,批量化压制整体长管坯实物如图11所示。

图11 长管坯实物图Fig.11 Product of the long green compacts
3 结论
(1)对比原始状态,经过真空退火(800 ℃,保温1 h)或氢气还原处理后,Fe-Al合金粉末形貌变化不大,松装密度减小,压缩比减小,显微硬度降低,管坯压溃强度提高,粉末成形性得到改善。
(2)使用原始Fe-Al合金粉末、氢气还原处理和真空退火处理Fe-Al合金粉末压制成长管坯,其数量成品率提高,并存在以下关系:真空处理 (100%)>氢气处理(80%)>原始粉末(50%)。
(3)经过氢气还原和真空退火处理后,烧结粉末滤管的多孔性能和压溃强度均比相同工况的陶瓷滤管的性能优异。
(4)在批量化工业生产中,对Fe-Al合金粉末预先进行真空退火处理是提高其长管坯成品率的一种有效方法。
猜你喜欢
钣金与制作(2022年5期)2022-06-09
民族文汇(2022年14期)2022-05-10
中国应急管理科学(2022年1期)2022-04-18
汽车维修与保养(2020年8期)2020-11-14
中国慈善家(2020年2期)2020-09-09
课外生活(小学1-3年级)(2020年2期)2020-03-09
中国新技术新产品(2019年19期)2019-11-27
伴侣(2017年7期)2017-07-11
滇池(2017年5期)2017-05-19
少年科学(2015年3期)2015-04-08