粉末注射成形制备薄壁Al2O3-B4C环形芯块
2022-06-30 00:44王继平
粉末冶金技术 2022年3期
马 亮 ,杨 静 ,王继平 ,许 奎
1) 中国核动力研究设计院反应堆燃料及材料重点实验室, 成都 610041 2) 西安交通大学金属材料强度国家重点实验室, 西安 710049
为提高燃料燃耗、控制初始反应性,须在现代压水堆中加入不同形式的可燃毒物以展平中子通量。可燃毒物在反应堆中主要有两种存在形式,一种是独立存在的离散型可燃毒物,如硼硅玻璃毒物棒和湿式环形可燃毒物棒(WABA);另一种是与燃料结合的整体型可燃毒物,如在燃料表面涂上一层硼化锆制得的整体燃料可燃吸收体(IFBA)和稀土氧化物(Er2O3、Gd2O3)掺杂的燃料芯块[1-2]。在各种可燃毒物中,湿式环形可燃毒物棒由于较低的包壳吸收和末期反应性惩罚被广泛应用在各种反应堆中,我国从美国引进的AP1000型反应堆即选择湿式环形可燃毒物棒作为可燃毒物[3-4]。湿式环形可燃毒物棒是由美国西屋公司开发的一种可燃毒物芯块,它由双层锆包壳管和装在锆包壳管中的环形Al2O3-B4C芯块组成,其中环形Al2O3-B4C芯块由于长径比较大,壁厚较薄(0.5~1.0 mm),采用传统粉末冶金方法加工成本较高。在制作Al2O3-B4C芯块时,美国西屋公司[5]采用冷等静压成形结合后加工的方式。Huang等[6]曾尝试通过凝胶注模工艺制备环形Al2O3-B4C芯块,但由于壁厚尺寸精度控制较为困难,且可重复性较差,未能制备出壁厚小于1.2 mm的环形芯块。
粉末注射成形是一种较为新颖的近净成形方式,其将传统的粉末冶金与注射成形工艺相结合,通过混料、注射、脱脂、烧结等步骤,可近净尺寸批量制备出具有复杂外形的陶瓷或金属产品,制得的产品一致性高,性能与传统粉末冶金制备出的产品一致[7-14]。
本文通过粉末注射成形工艺制备薄壁的环形Al2O3-B4C芯块,通过改变蜡基粘结剂中石蜡质量分数及固相体积分数,分析其对注射生坯工艺及烧结坯性能的影响,并对Al2O3-B4C复合芯块的烧结特性进行了研究,最终成功制备出壁厚0.7 mm的薄壁Al2O3-B4C环形芯块。
1 实验材料及方法
实验中使用的Al2O3粉末由河南济源兄弟材料公司提供,其中D50为0.5 μm;B4C粉末由吉林敦化正兴磨料公司提供,D50分别取0.5、5.0、20.0、40.0 μm;聚丙烯(PP)为兰州石化公司提供;高密度聚乙烯(HDPE)由大庆石化提供;硬脂酸 (SA)为四川天宇油脂化学公司提供;石蜡(PW)为大庆石化提供的58号半精炼石蜡。
先将Al2O3和B4C粉末按照86:14质量比加入Al2O3球磨罐中,球料比为2:1,干法球磨预混合1 h。将预混好的粉末加入KY-SW45型密炼机中,190 ℃预热1 h,转子转速20 r·min-1,再加入高熔点的高密度聚乙烯和聚丙烯,在190 ℃、50 r·min-1转子转速下混合90 min,混合均匀后将密炼室温度降至165 ℃,加入硬脂酸和石蜡,混合1 h后自然冷却,然后在造粒机中造粒10次,保证混料均匀。在固相体积分数为55%情况下,固定高密度聚乙烯和聚丙烯质量比为1:1,设置硬脂酸占粘结剂质量分数5%,改变石蜡在粘结剂中占比,观察粘结剂中石蜡质量分数对体系黏度及生坯强度的影响。在固定粘结剂质量比为HDPE:PP:PW:SA=25:25:45:5情况下,分别观察粘结剂体积分数为50%、55%、58%、60%时,喂料黏度及生坯强度的变化规律。
混料造粒完成后,将造粒获得的喂料加入注射机中,在145 ℃的注射温度,13 MPa的注射压力下注射成形,分别获得薄壁环形生坯和尺寸为4 mm×5 mm×40 mm条状生坯。将注射生坯在50 ℃的正己烷中溶剂脱脂4 h,然后转移至刚玉坩埚中,使用80目刚玉砂作为埋料,在真空脱脂炉中进行热脱脂。根据图1所示的溶剂脱脂坯热重分析 (thermogravimetric analysis,TGA)曲线制定图2所示升温制度。脱脂完成后,以10 ℃·min-1的升温速度升温,在不同温度的氩气气氛下对环形芯块进行烧结。

图1 溶剂脱脂坯的热重分析曲线Fig.1 TGA curve of the solvent degreased billet

图2 热脱脂升温制度Fig.2 Heating program of the thermal debinding
实验中喂料的流变性能由Gottfert RG120型毛细管流变仪测定,测试温度为145 ℃,剪切速率为10~1000 s-1。长条状注射坯溶剂脱脂后的热重分析使用TGA/DSC2型热分析仪测定。烧结样品的断面形貌用JSM-7500F型扫描电镜(scanning electron microscope,SEM)进行观察。将长条状烧结样品加工成3.5 mm×4.5 mm×35.0 mm抗弯试样,其三点抗弯强度用CMT4202 型万能材料试验机进行测定,跨距为24 mm,压头下降速率为0.5 mm·min-1。烧结样品密度和开口孔率采用阿基米德排水法测定。
2 结果与讨论
2.1 石蜡质量分数及固相体积分数对注射成形效果的影响
在蜡基粘结剂体系中,石蜡质量分数对体系黏度有着重要影响。图3为温度145 ℃、剪切速率50 s-1时,喂料黏度随石蜡质量分数变化情况。由图3可知,石蜡质量分数在45%以下时,体系黏度迅速下降;当石蜡质量分数超过45%时,体系黏度下降速率降低。这主要是由于石蜡作为填充剂存在于体系中,当石蜡含量过少时,陶瓷粉末颗粒间相对运动的阻力较大,此时增加石蜡含量能够将陶瓷粉末相互分开,从而降低黏度;当石蜡充分填充陶瓷粉末间的空隙后,进一步提高石蜡含量,体系黏度下降有限,但此时容易出现不易脱模、表面气泡等缺陷。图4所示为生坯抗弯强度与石蜡质量分数关系。由图可知,随着体系内石蜡质量分数升高,聚丙烯、高密度聚乙烯等作为粘结剂骨架的大分子逐渐减少,生坯的强度会逐渐降低,这对于制作薄壁产品及后期溶剂脱脂后移动生坯是不利的;但当石蜡含量较少时,粘结剂体系黏度较大,混料不均匀,从而强度也有所降低。

图3 喂料黏度与石蜡质量分数关系Fig.3 Relationship between the feedstock viscosity and the PW mass fraction

图4 生坯抗弯强度与石蜡质量分数关系Fig.4 Relationship between the bending strength of green billet and the PW mass fraction
在注射成形工艺中,在满足注射黏度要求的情况下,喂料的固相体积分数要求尽量高。图5所示为不同固相体积分数喂料黏度(η)与剪切速率(γ)的关系曲线。由图可知,4种装载量的喂料均符合非牛顿流体的特性,喂料黏度随剪切速率的增加而降低。当固相体积分数小于58%时,喂料黏度随固相体积分数增大而缓慢增大。生坯抗弯强度与固相体积分数关系如图6所示,强度随固相体积分数增大而逐渐增大。当固相体积分数从58%增长到60%时,喂料黏度急剧增长,生坯强度出现降低。随着固相体积分数的增大,喂料中粘结剂体积分数逐渐减少,在粘结剂能够将陶瓷粉末相互隔开时,黏度变化不明显,陶瓷粉末堆积更加密实,坯体强度略有增加;当粘结剂体积分数减少到一临界值时,陶瓷颗粒之间移动受阻,喂料黏度急剧上升,喂料混合不均匀,生坯质量降低,强度也随之降低。所以在薄壁环形毒物的制备中选取粘结剂体系为质量比HDPE:PP:PW:SA=25:25:45:5,固相体积分数为58%。

图5 不同固相体积分数喂料黏度与剪切速率关系Fig.5 Relationship between the feedstock viscosity with the solid phase in the different volume fraction and the shear rate

图6 生坯抗弯强度与固相体积分数关系Fig.6 Relationship between the green billet bending strength the and the volume fraction of solid phase
2.2 烧结温度对Al2O3-B4C芯块性能影响
B4C质硬,高温稳定性好,自扩散系数较Al2O3低,将B4C加入Al2O3基体中会严重影响Al2O3基体的烧结致密化。图7为固相体积分数58%的Al2O3-B4C芯块烧结体在1550~1700 ℃烧结2 h的相对密度及气孔率。由图可知,在1550 ℃至1650℃范围内,芯块相对密度随温度上升而上升,但其相对密度仅为理论密度的65%左右;当温度上升到1700 ℃时,芯块的相对密度反而有所下降。图8为Al2O3-B4C芯块的抗弯强度,与芯块相对密度表现出同一变化趋势。

图7 Al2O3-B4C芯块相对密度和孔隙度随烧结温度变化Fig.7 Effect of sintering temperature on the relative density and porosity of the Al2O3-B4C pellets

图8 Al2O3-B4C芯块抗弯强度随烧结温度变化Fig.8 Effect of sintering temperature on the bending strength of the Al2O3-B4C pellets
图9为不同温度烧结Al2O3-B4C芯块断面的扫描电子显微形貌。结果表明,Al2O3-B4C芯块的烧结主要由基体Al2O3控制,当烧结温度升高时,Al2O3晶粒长大,芯块中孔隙减少,密度随之升高,气孔率降低。但当烧结温度达到1700 ℃时,芯块密度下降,断面微观形貌显示Al2O3颗粒间有玻璃相存在,同时内部气孔增多。黄华伟等[15-17]研究发现Al2O3和B4C在1600 ℃以上烧结会发生式 (1)和式(2)反应.
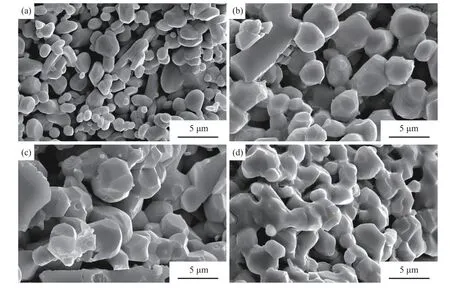
图9 不同烧结温度下Al2O3-B4C芯块的断面扫面电子显微形貌:(a)1550 ℃;(b)1600 ℃;(c)1650 ℃;(d)1700 ℃Fig.9 Fracture surface SEM images of the Al2O3-B4C pellets at different sintering temperatures: (a) 1550 ℃; (b) 1600 ℃; (c) 1650 ℃;(d) 1700 ℃

硼铝化合物在较高的烧结温度下会挥发至Al2O3晶粒表面,从而降低Al2O3晶粒的表面能,阻碍基体晶粒的生长,使芯块密度降低。当烧结温度过高时,Al2O3与B4C之间反应速度加快,产生大量CO气体,由于芯块中Al2O3晶粒间存在很多孔隙,这些气体大部分会从芯块中扩散出芯块,造成坯体持续失重,气孔率上升。另一部分CO气体会溶于芯块中或被玻璃相包覆,从而造成了坯体密度的下降。
为了确定坯体中是否产生硼铝化合物,对烧结后的坯体进行了X射线衍射(X-ray diffraction,XRD)分析测试,结果如图10所示。由图可以看出,芯块中主要为Al2O3和B4C主相,并未有其余相产生。考虑到B4C加入量较少且均匀,生成的硼铝化合物浓度也较低,不易被X射线衍射检测出来,又对1700 ℃下烧结的芯块断面做了能谱 (energy disperse spectroscope,EDS)面扫描测试,结果如图11所示。由图可以看出,在芯块断面上分布着一层硼元素,证明在烧结过程中的确形成了某种硼铝化合物,该化合物阻碍了基体Al2O3晶粒的生长,从而使复合芯块密度降低。由于湿式环形可燃毒物棒芯块在使用时装在锆包壳中,且技术要求其相对密度为理论密度的60%~80%之间[18],因此注射成形工艺制备Al2O3-B4C芯块是可行的。烧结温度应选择在1600 ℃至1650 ℃之间。最终在1650 ℃氩气气氛下对环形芯块烧结2 h,芯块样品如图12所示,收缩率为5.1%,无严重变形等缺陷发生,可以通过合理设计模具达到近净尺寸成形的目的。

图10 不同烧结温度下Al2O3-B4C芯块的X射线衍射图谱Fig.10 XRD patterns of the Al2O3-B4C pellets at different sintering temperatures

图11 1700℃烧结Al2O3-B4C芯块断面能谱面扫描:(a)B、C、Al、O;(b)BFig.11 Fracture surface EDS images of the Al2O3-B4C pellets sintered at 1700 ℃: (a) B、C、Al、O; (b) B

图12 环形Al2O3-B4C生坯及烧结芯块Fig.12 Annular Al2O3-B4C green billets and sintered pellets
2.3 B4C粒径对Al2O3-B4C芯块性能的影响
B4C第二相的加入严重阻碍了Al2O3基体的烧结,但不同粒径的B4C对烧结的阻碍程度不同,图13为添加不同粒径B4C(D50=0.5、5.0、20.0、40.0 μm)的Al2O3-B4C芯块在1650 ℃烧结2 h后,烧结体密度及气孔率随B4C粒径的变化。由图可以看出,随着B4C粒径的增大,复合芯块密度随之增大,气孔率减小。图14为加入不同粒径B4C的Al2O3-B4C芯块断面扫描电子显微形貌,Al2O3晶粒随B4C粒径增大略有增大。在烧结过程中,B4C表面存在的B2O3会挥发至Al2O3表面,从而形成液膜,阻碍Al2O3进一步致密化;B4C粒径越小,其比表面积越大,越容易阻碍Al2O3的致密化[19]。高熔点的第二相也会阻碍基体Al2O3的致密化,B4C粒径越小,在同等质量分数下,颗粒数目越多,导致复合芯块密度降低。

图13 B4C粒径对Al2O3-B4C芯块烧结密度和孔隙度的影响Fig.13 Effect of B4C particle diameter on the relative density and porosity of the Al2O3-B4C pellets

图14 添加不同粒径B4C的Al2O3-B4C芯块烧结后断面扫描电子显微形貌:(a)0.5 μm;(b)5.0 μm;(c)20.0 μm;(d)40.0 μmFig.14 Fracture surface SEM images of the Al2O3-B4C pellets with the different B4C particle diameters: (a) 0.5 μm; (b) 5.0 μm; (c)20.0 μm; (d) 40.0 μm
图15为不同粒径B4C颗粒对Al2O3-B4C芯块抗弯强度的影响。由图中可以看出,Al2O3-B4C芯块的抗弯强度随粒径增大先增大后减小。这是因为Al2O3-B4C芯块的抗弯强度同时受芯块密度和第二相尺寸的影响,当B4C粒径过小时,芯块密度较低,其抗弯强度也较低;当B4C尺寸增大时,芯块密度受B4C的影响增大,但是由于无压烧结,B4C与Al2O3结合不紧密,B4C颗粒在芯块中难以起到增强基体的作用。相反,大的B4C颗粒会成为芯块断裂的原因,B4C颗粒越大对芯块抗弯强度越不利,所以抗弯强度又随B4C粒径增大而降低。

图15 B4C粒径对Al2O3-B4C芯块抗弯强度的影响Fig.15 Effect of the B4C particle diameter on the bending strength of the Al2O3-B4C pellets
3 结论
(1)石蜡的加入可明显降低蜡基粘结剂体系黏度,但石蜡质量分数过高会降低生坯的强度,不利于薄壁管的注射成形及后续脱脂、移动等过程,优化的粘结剂配方为质量比HDPE:PP:PW:SA=25:25:45:5。
(2)随着生坯固相体积分数增大,喂料黏度上升,坯体抗弯强度也增大,但当固相体积分数超过58%时,体系黏度迅速上升,生坯强度降低,故固相体积分数为58%较为合适。
(3)随着烧结温度上升,芯块密度及抗弯强度同时上升,但当烧结温度达到1650 ℃时,芯块密度和抗弯强度开始出现下降。
(4)复合芯块中B4C粒度越大,芯块密度越大,气孔率越低。当B4C粒度过小时,由于烧结密度较低,会影响芯块的抗弯性能;当B4C粒度较大时,随着B4C粒度的增大,芯块抗弯强度减小。
猜你喜欢
化工进展(2022年9期)2022-10-13
汽车实用技术(2022年15期)2022-08-19
常州大学学报(自然科学版)(2022年2期)2022-04-20
煤气与热力(2022年2期)2022-03-09
西部交通科技(2021年1期)2021-11-09
实验流体力学(2021年3期)2021-07-15
河北工业大学学报(2020年3期)2020-07-08
当代化工(2019年6期)2019-12-03
发明与创新·中学生(2019年6期)2019-06-26
养生保健指南(2016年9期)2016-05-14