
10 mm厚Q355B激光-电弧复合焊接接头组织及性能
2022-04-28 11:59张书生钟立明
机械制造文摘(焊接分册) 2022年2期
张书生, 钟立明
(沈阳新松机器人自动化股份有限公司,辽宁 沈阳 110167)
0 前言
焊脚高度10 mm以上目前主要采用半自动、自动熔化极气保护多层多道焊接,焊接工艺非常成熟,目前仍存在生产效率低、热输入大、焊接飞溅多等缺点。激光具有方向性强、能量集中的热源优势可以实现钥匙孔深熔焊,激光-电弧复合焊接技术是把激光热源与电弧热源耦合在一个区域进行焊接,充分利用两种热源的各自优点[1-3]。激光-电弧复合焊接相比于单激光焊接可获得更大的熔深,由以下几方面原因构成:由于电弧对工件的加热,增加了工件对激光的吸收率;激光等离子体和电弧等离子体的相互作用,电弧等离子体一般会对激光等离子体有稀释作用,因此减小了等离子体对激光的折射;激光-电弧复合焊接时通过采用Y形坡口,激光所需穿透的深度相对减小,使复合焊接工件的厚度增加[4-6]。同时激光可稳定电弧,减小电弧焊接飞溅,达到改善焊缝金属成形的目的[7-9]。
文中试验采用激光与MAG电弧焊接方法对10 mm厚Q355进行单道全熔透焊接。其研究结果对激光-电弧复合焊接技术在中厚板结构件全熔透焊接应用领域可行性提供一定的试验依据。
1 试验过程
1.1 试验材料
试验材料为10 mm厚的Q355低合金钢,母材显微组织如图1所示。母材晶粒尺寸均匀一致,由铁素体和部分珠光体组成,组织在轧制状态下呈现出平行于轧制方向。试板对接采用Y形坡口形式:钝边高度6 mm、坡口角度40°。电弧采用φ1.2 mm的ER50-6实心焊丝,保护气体为82%Ar+18%CO2。
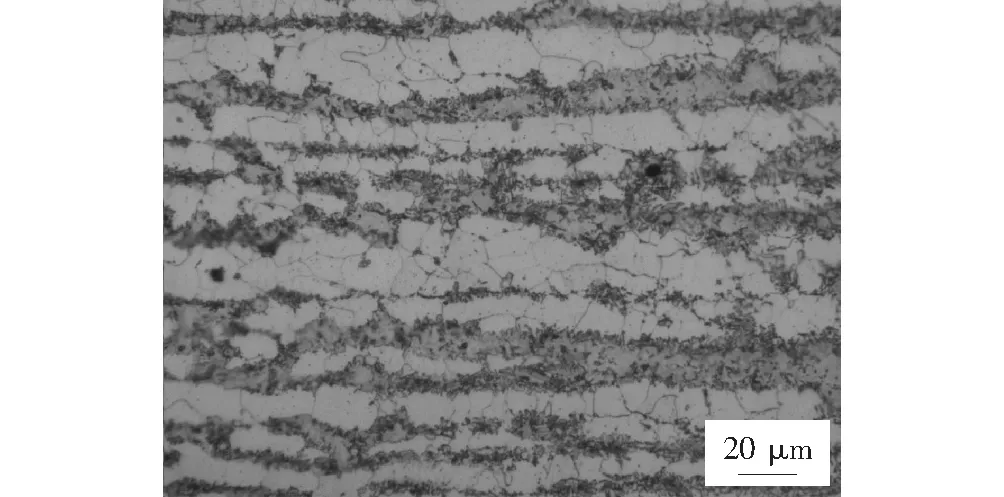
图1 母材显微组织
1.2 试验系统
试验系统由激光器、焊机、激光-电弧复合焊接头等组成。其中激光器为6 kW的IPG光纤激光器,光纤直径为φ150 μm;电弧焊机采用全数字化逆变焊接电源福尼斯TPS 500i;激光-电弧复合焊接头为:Precitec YW 52+ TBi焊枪+复合连接机构。激光-电弧复合焊接系统照片如图2所示。

图2 激光-电弧复合焊接系统
2 试验结果与讨论
2.1 焊接工艺
激光-电弧复合焊接除了激光与电弧各自的工艺参数之外,两个热源的相对位置、排列顺序等因素都会对焊缝金属成形有较大的影响。该试验在10 mm厚板进行激光-电弧复合焊接时激光引导在前,激光垂直于焊接方向可以得到更大的熔深,电弧焊枪为推枪焊接有利于焊缝成形。激光工艺参数:激光功率为5 kW,离焦量为0 mm。电弧工艺参数:焊接模式采用脉冲一元化,焊接电流为240 A,保护气体流量为25 L/min。激光与电弧相对关系:激光与电弧间距(指的是工件表面激光与电弧瞄准点之间的距离)为2 mm,激光与电弧夹角为30°。焊接速度为0.8 m/min,试板组对间隙0.5 mm。焊缝成形图片如图3所示。

图3 复合焊接试件图片
2.2 显微组织
该试验激光-电弧复合焊接中激光和电弧的热输入相当,焊缝可分为电弧能量主要作用的坡口区域,基本由填充焊丝与部分熔化的母材共同形成;激光能量主要作用的钝边区域,基本由受激光能量熔化的母材与少部分填充金属形成。
坡口区域焊缝金属最先在靠近熔合区的母材上非自发形核,焊接接头显微组织如图4所示。由于坡口区域焊缝在高温停留时间较长,散热方向决定了晶体生长的方向,形成典型的柱状晶体结构。随着温度的降低,块状先共析铁素体首先沿着柱状奥氏体晶界析出,随后侧板条铁素体以板条形式向晶内长大,最后在奥氏体晶内出现针状铁素体。
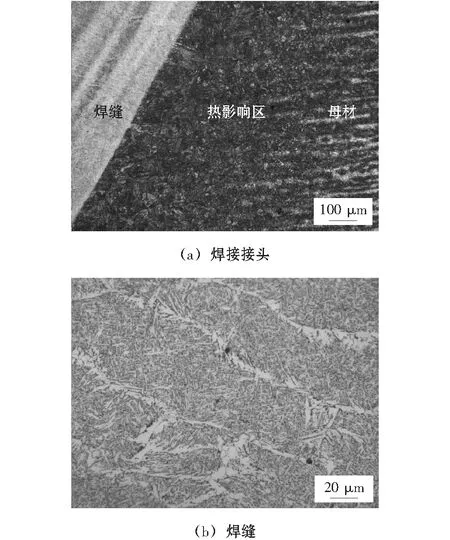
图4 坡口区域的焊缝显微组织
钝边区域焊缝金属由于激光的穿透性钥匙孔效应焊接形成的熔池窄小,冷却速度快能在液相中形成较宽的成分过冷区,有利于非自发形核,焊接接头显微组织如图5所示。与坡口区域焊缝相比没有形成柱状晶体结构,晶粒明显细化,焊缝组织主要由细小均匀的针状铁素体组成,针状铁素体相互交织在一起,对提高焊缝金属的强度起到作用。焊接热影响区是焊接接头的薄弱地带,由于激光的低热输入,钝边区域的热影响区域小于坡口区域,有利于提高焊缝综合力学性能。
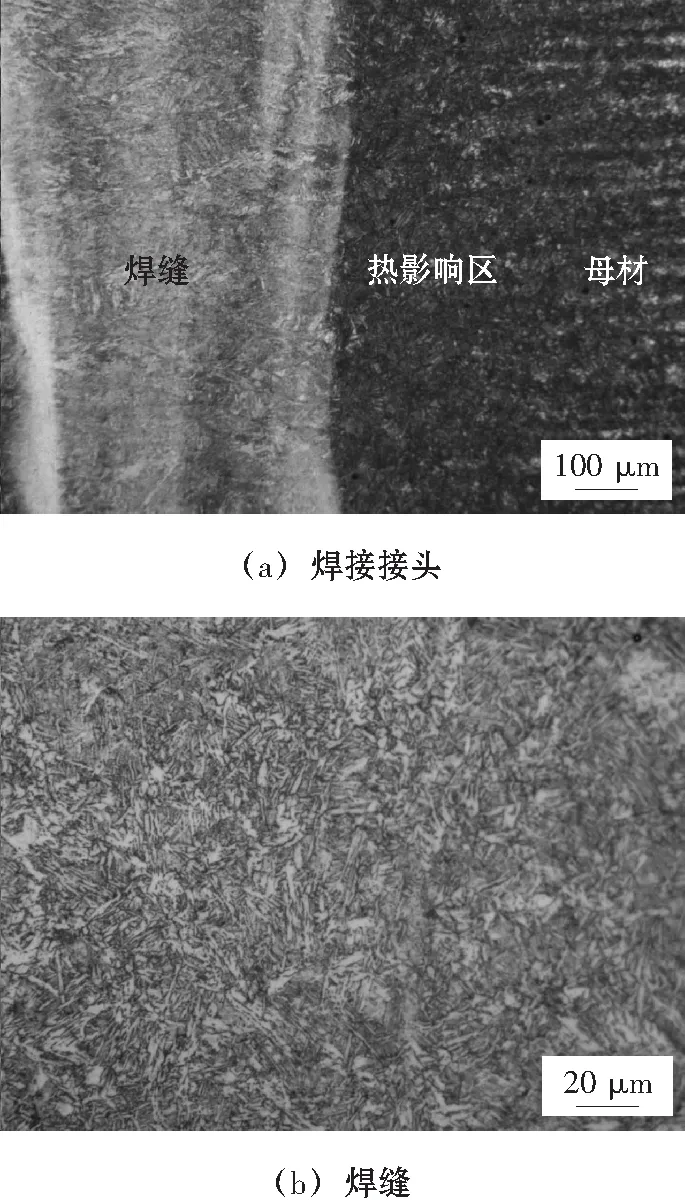
图5 钝边区域的焊缝显微组织
2.3 力学性能
拉伸试验断口位置发生在母材上,由此可知焊接接头的强度要高于母材,试件拉伸过程应力-应变曲线如图6所示。复合焊接接头屈服强度为429 MPa,断后伸长率为23%。
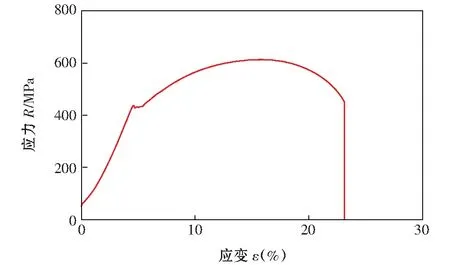
图6 应力-应变曲线图
焊接接头在拉伸过程中在母材部位产生颈缩后断裂,扫面电镜图片如图7所示,拉伸试件断口的微观形态为等轴韧窝,凹坑大小细小均匀,这说明焊接接头拉伸断裂形式为韧性断裂。
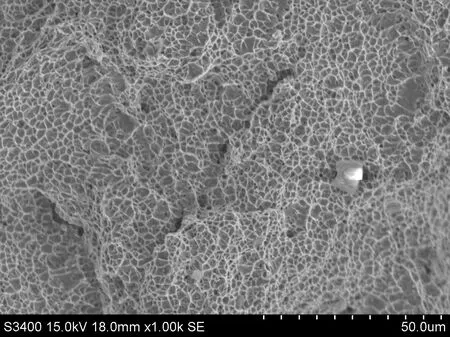
图7 母材拉伸断口形貌
母材与焊接接头冲击试样采用夏比V形缺口,试验温度为0 ℃。在冲击过程中首先受到很大的外部冲击力快速失稳扩展,典型形貌如图8所示。母材的断口形貌主要为准解理断裂,撕裂棱明显。焊缝的断口形貌主要为准解理断裂,并伴有少量的撕裂韧窝,这是由于受电弧热源的影响,填充金属材料对断口形貌产生的影响。
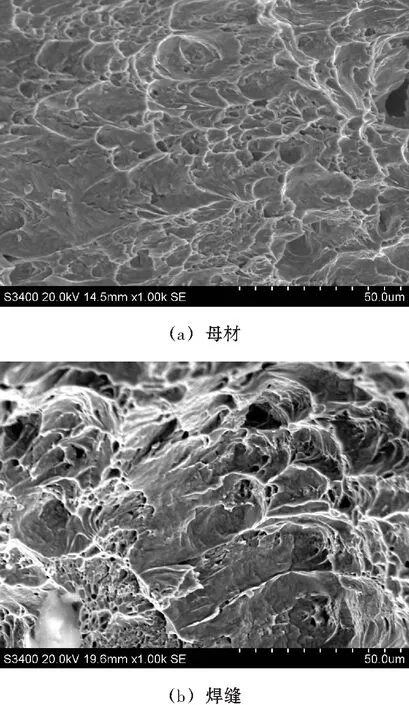
图8 冲击断口形貌
焊接接头硬度分布曲线如图9所示,钝边区域、坡口区域分别为距离下表面、上表面2 mm的硬度分布曲线。钝边区域焊缝金属硬度约为269 HV,坡口区域硬度约为255 HV。归因于钝边区域焊缝熔池小,冷却速度快,为均匀细小的针状铁素体和珠光体组织。
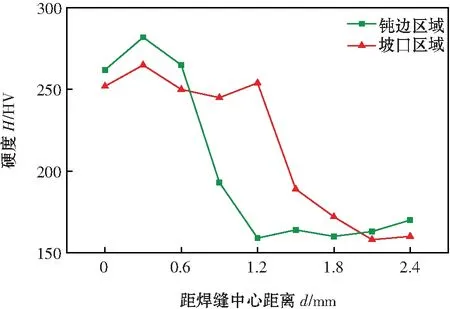
图9 焊接接头硬度分布曲线
3 结论
(1)对10 mm厚Y形坡口对接接头采用激光-电弧复合单道焊接工艺,焊接工艺参数:激光功率为5 kW,电弧焊接电流为240 A;激光与电弧间距为2 mm、夹角为30°;焊接速度为0.8 m/min,试板组对间隙0.5 mm。获得了良好力学性能的焊接接头。
(2)焊缝组织主要为针状铁素体及部分珠光体。钝边区域的热影区较坡口区域的窄小,钝边区域的焊缝组织较坡口区域的细小。
(3)焊接接头屈服强度为429 MPa,断后伸长率为23%,拉伸断口形貌为等轴韧窝。焊缝的冲击断口形貌主要为准解理断裂。钝边区域焊缝金属硬度约为269 HV,坡口区域硬度约为255 HV。
猜你喜欢
热处理技术与装备(2022年5期)2022-10-26
电焊机(2022年8期)2022-09-09
中国金属通报(2022年1期)2022-06-02
失效分析与预防(2021年6期)2021-02-15
航空制造技术(2020年11期)2020-07-01
中国新技术新产品(2020年6期)2020-06-19
中国金属通报(2019年6期)2019-08-20
船海工程(2013年2期)2013-06-12
