
镍中间层对304/5052激光-MIG复合焊接头组织与力学性能的影响*
2022-04-28 11:59:14彭聪刘桂谦刘秀航张南峰高向东
机械制造文摘(焊接分册) 2022年2期
彭聪, 刘桂谦, 刘秀航, 张南峰, 高向东
(广东工业大学,广东省焊接工程技术研究中心,广州 510006)
0 前言
将钢材与轻合金进行有效连接,可以得到金属复合结构。良好的金属复合结构可以拥有钢材高强度与高硬度的优点,又具备轻合金密度小、质量轻的优势,是节能环保的重要手段之一,常用于汽车制造与船舶制造[1-2]。其中,不锈钢和铝合金都是常用且具备良好耐腐蚀性的金属材料[3-4],但由于钢/铝存在明显的物理性质和化学性能的差异以及在焊接过程中Fe和Al相互作用,产生脆性相的铁铝金属间化合物,所以钢/铝焊接性较差,难以高效获得良好的钢/铝接头[5-7]。通过改变钢/铝接头中的元素组成和分布情况,可以有效改变钢/铝接头的微观组织和力学性能,例如改变焊丝的化学成分[8]、添加中间层等方式[9]。
激光-电弧复合焊利用激光和电弧作为复合热源,可具两者优势,也可互补两者劣势,从而达到1+1>2的效果。但是,新的技术会带来新的难题,由于激光-电弧复合焊接过程中使用复合热源,所以其焊接过程难以预测,其焊接成形效果和机理还需要研究[10-11]。借助激光-电弧复合焊系统、光学显微镜、扫描电镜、能谱分析仪及万能测试机,研究了镍中间层对不同熔深条件下304不锈钢/5052铝合金激光-MIG深熔搭接焊的影响规律,从而为钢/铝激光-MIG深熔焊提供试验依据。
1 试验方法
试验材料采用304不锈钢和5052铝合金作为母材,纯镍片为中间层,304不锈钢的尺寸为150 mm×110 mm×3 mm,5052铝合金的尺寸为150 mm×110 mm×1.5 mm,镍片的尺寸为160 mm×20 mm×0.1 mm。采用不锈钢板材在上、镍片在中、铝合金板材在下的摆放方式。焊丝采用直径1 mm的ER308。采用混合保护气(98%Ar+2%CO2)作为焊接保护气体,焊接过程中保护气体与电弧焊丝同轴输出。试验采用激光在前、电弧在后模式进行,光丝间距为2 mm,激光离焦量为0 mm,激光倾角为0°,电弧焊枪倾角为45°。使用厚度为0.1 mm的纯铜片作为散热辅助工具,放置于压板和不锈钢板材之间。母材摆放方式如图1所示。焊接工艺参数见表1。对焊件进行线切割,制作金相样件和拉伸样件。使用光学显微镜对304/5052接头截面进行宏观观察。采用扫描电镜对界面进行观察,使用能谱分析仪对界面层微观组织进行元素组成及含量的检测分析。使用万能测试机对拉伸样件进行拉伸试验,拉伸速率为2 mm/min。拉伸样件尺寸如图2所示。为表征304/5052接头的力学性能,以抗拉力作为拉伸测试的结果,抗拉力取3个拉伸样件所得数据的平均值。
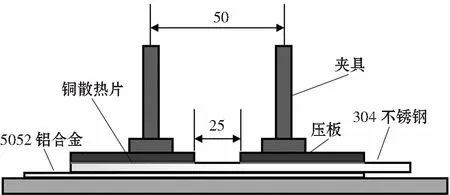
图1 钢/铝复合焊母材摆放方式

图2 304/5052复合焊拉伸样件尺寸
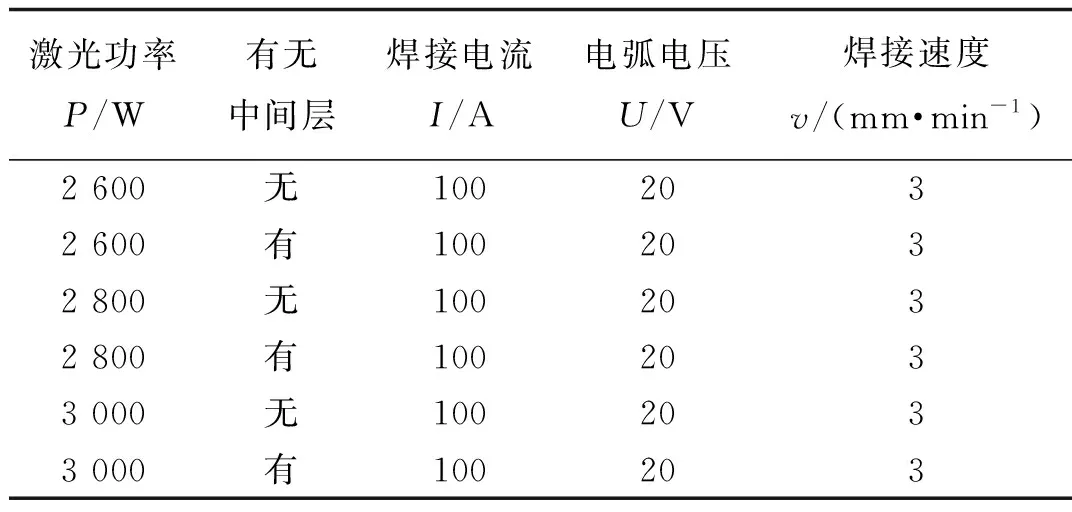
表1 304/5052复合焊工艺参数
2 试验结果与分析
2.1 焊缝成形
图3为304/5052复合焊接头横截面形貌。图3a~图3f分别为激光功率为2 600 W,2 800 W和3 000 W条件下分别在未添加镍中间层和添加镍中间层条件下的304/5052复合焊接头宏观形貌。从图中可知,当激光功率为2 600 W,添加镍中间层时,由于焊接功率不足,所以熔池未能穿透镍片,形成独特的三明治结构,形成弱连接。镍片分别与304不锈钢和5052铝合金产生少量连接,对接头的力学性能产生了严重的不良影响;当激光功率增加至2 800 W,添加镍中间层时,熔池穿透镍片,焊缝与铝合金接触,产生有效连接。在形貌尺寸方面,添加镍中间层的接头形貌尺寸与未添加镍中间层的接头形貌尺寸相近,无明显变化;当激光功率增加至3 000 W时,相对于未添加中间层的接头,添加镍中间层的接头熔深明显加大,与5052铝合金的有效连接面积增加,对接头的力学性能产生良好的影响。 通过观察6个接头截面图,可以发现,焊缝内部均出现了大小不一、形状不一的气孔,且气孔形状均不为圆形,即气孔不是加工工艺型气孔而是缺陷型气孔。

图3 304/5052复合焊接头截面形貌
2.2 接头显微组织与形貌
图4为304/5052复合焊接头界面层微观组织。图4a~图4f分别为激光功率为2 600 W,2 800 W和3 000 W条件下分别在未添加镍中间层和添加镍中间层条件下的304/5052复合焊接头界面层微观组织形貌。如图4b所示,当激光功率为2 600 W时,接头呈现“三明治”状态,焊缝并未直接与铝合金产生连接,而是熔化部分镍片后,与镍片相连接。同时,靠近铝合金处的镍片部分熔化,与铝合金产生一定面积的连接,但其连接面积相对于焊缝和镍片的连接面积较小。在镍片与铝合金接触处,可以发现少量金属间化合物。相对于一般状态为针状或块状的亮白色铁铝金属间化合物,镍铝接触处的金属间化合物颜色较暗,呈现于淡灰色;其状态也不同,在化合物密集处,化合物以类粒状的形式进行堆积,在化合物稀少处,化合物以类树根状的形式出现。但是这2种化合物都符合远离铝合金处密集堆积特性,在靠近铝合金处稀疏产生、化合物均在铝侧生成这2种形态。由于镍片是纯镍,焊缝未能与铝合金接触,所以判断这些金属间化合物应为Al-Ni金属间化合物(IMCs)。在焊缝内部发现一个明显的缺陷型气孔,接头整体是一个弱连接状态。

图4 304/5052复合焊接头界面显微组织
当激光功率为2 800 W时,由于激光功率增加,熔池穿透镍片,与铝合金产生有效连接,界面处无明显裂纹和气孔。铝侧分布少量小面积岛状金属。界面处产生了中量的金属间化合物,包括Fe-Al IMCs和Al-Ni IMCs。在岛状金属周围,产生了大量的金属间化合物,以Fe-Al IMCs为主。
当激光功率增加至3 000 W,焊缝的熔深和有效连接面积加大。铝侧分布中量大面积岛状金属。界面处产生中量的IMCs,包括Fe-Al IMCs和Al-Ni IMCs,Al-Ni IMCs增加而Fe-Al IMCs减少。由于焊接能量过高,与未添加镍中间层的接头类似,界面处出现裂纹,对接头产生一定的不利影响。但是添加镍中间层后,界面层出现的裂纹尺寸均明显小于未添加镍中间层界面层出现的裂纹。镍中间层的添加,减少裂纹尺寸,改善接头的力学性能。
对P=3 000 W的2个接头界面进行EDS测量。按照IMCs的密集程度分为高、中、低3个级别,分别在每个界面选取3个点进行测量和统计,6个点的序号分别为A1,A2,A3,B1,B2,B3。在岛状金属分别选择2个点进行测量,分别是A4,B4。图5为钢/铝复合焊接头界面层EDS测试点位图。图5a是激光功率为3 000 W的未添加镍中间层接头,图5b是激光功率为3 000 W的添加镍中间层接头。表2为304/5052复合焊接头界面层的EDS结果。

图5 304/5052复合焊接头界面层EDS测试点

表2 304/5052复合焊接头界面层EDS结果(原子分数,%)
通过分析图表,结合Fe-Al二元相图和Al-Ni二元相图,图中金属间化合物层主要由Al单质、Fe2Al5,FeAl3和Al3Ni组成。在未添加镍中间层的界面,随着金属间化合物密集程度的降低,Al/Fe的比值分别为2.02,4.19和8.13,逐渐上升,同时,Ni的原子占比也在降低,分别为5.4%,3.22%和2.8%。可知,A1的主要相为少量的Fe,Fe2Al5和少量的Al3Ni;A2的主要相为FeAl3和中量的Al;A3的主要相为大量的Al和FeAl3。
在添加镍中间层的界面,随着金属间化合物密集程度的降低,Al/Fe的比值分别为2.51,4.34和6.72,逐渐上升,同时,Ni的原子占比也在降低,分别为9.52%,5.81%和5.12%。可知,B1的主要相为大量Fe2Al5和中量的Al3Ni;B2的主要相为大量的FeAl3和少量的Al3Ni;B3的主要相为大量的FeAl3、少量的Al3Ni和大量的Al。相对未添加镍中间层的界面,添加镍后,界面金属间化合物的形貌发生改变,其组成也发生较大的变化。随着界面处Ni元素的浓度提升,Al3Ni的生成量增加,而Fe2Al5和FeAl3的产生减少,Fe-Al IMCs的厚度降低,对接头的力学性能产生了有利的影响。
针对岛状金属间化合物进行分析,对比A4和B4这2个点的EDS结果,可知,添加镍中间层可以提升岛状金属间化合物中Ni元素的浓度,但提升效果不如界面的金属间化合物处。其中,A4的主要相为大量的Fe2Al5和中量的Fe;B4的主要相为大量的FeAl3、少量的Al3Ni和少量的Al。
2.3接头力学性能分析
图6为在不同激光功率、是否添加镍中间层的条件下304不锈钢/5052铝合金激光-MIG深熔搭接焊抗拉力对比图。拉伸样件断裂位置均位于界面层,且断裂方式均为脆性断裂。拉伸样件断裂后,镍中间层粘附于304不锈钢表面。
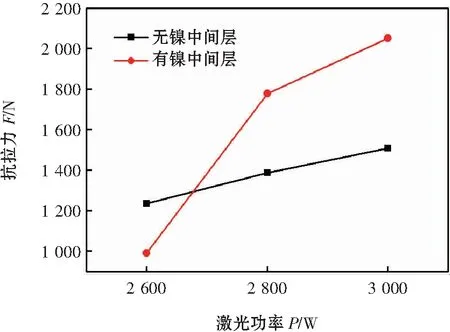
图6 304/5052复合焊抗拉力对比
当激光功率为2 600 W时,相对于未添加镍的接头,添加镍后,接头的力学性能反而下降,这是因为添加中间层后,激光在低功率状态下无法接触铝合金板,最终导致了接头的有效连接区域仅有镍片与铝合金板的小面积熔化部分。对比未添加镍中间层的接头和添加镍中间层的接头,当激光功率为2 800 W或3 000 W时,镍中间层对接头的力学性能起改善效果。其中,当激光功率为3 000 W时,镍中间层对接头的抗拉力提升率更高,达到36%(由1 507 N提升到2 050 N)。这是因为,在室温状态下,金属间化合物Al3Ni的韧性优于金属间化合物Fe2Al5和FeAl3,所以Al3Ni的增加可以提高钢/铝接头的韧性,从而提高接头的抗拉力,最终改善接头的力学性能。同时,镍中间层的添加,不只是增加了Al3Ni的产生量,还抑制了Fe2Al5和FeAl3的产生,减少了脆性化合物层的厚度,在另外一个方面改善了接头力学性能。当激光功率从2 800 W增加至3 000 W时,焊接能量增加,激光的搅拌作用加强,镍元素的分布更加均匀,界面处Al3Ni的产生量增多,同时对Fe-Al IMCs的抑制作用加强,最终使得接头的抗拉力提高效果更好。
3 结论
(1)在较低激光功率的条件下,由于钢/铝接头形成了类似三明治的结构,所以在较低的熔深条件下,镍中间层反而对钢/铝接头的力学性能产生不利影响。
(2)当激光功率达到3 000 W时,与不加Ni的304/5052复合焊接头抗拉力(1 507.56 N)相比,添加Ni后接头抗拉力达到2 050.19 N,力学性能提高效果达到36%。在施加较高激光功率后,添加镍中间层可有效减小接头界面金属间化合物层的热裂纹。
(3)在施加适宜激光功率的条件下,一方面添加Ni可以增加Al3Ni的产生量,提高接头的韧性,改善接头的力学性能;另一方面,使用镍作为中间层可以抑制Fe-Al金属间化合物的生长,降低Fe-Al IMCs的厚度,从而降低接头界面的脆性,最终改善接头的力学性能。
猜你喜欢
安徽农业科学(2021年6期)2021-04-20 06:00:47
现代农业科技(2020年13期)2020-08-04 09:35:33
焊接(2016年8期)2016-02-27 13:05:10
焊接(2016年6期)2016-02-27 13:04:55
焊接(2016年1期)2016-02-27 12:59:14
江苏农业科学(2015年3期)2015-07-31 13:18:17
焊接(2015年8期)2015-07-18 10:59:14
汽车维护与修理(2015年6期)2015-02-28 12:17:29
济源职业技术学院学报(2014年3期)2014-02-28 02:35:51
表面工程与再制造(2014年2期)2014-02-27 06:46:12
