
基于固有应变法的激光复合焊车体侧墙焊接变形数值模拟*
2022-04-28 11:59:16宋坤林展旭和徐良杨海锋崔辉
机械制造文摘(焊接分册) 2022年2期
宋坤林, 展旭和, 徐良, 杨海锋, 崔辉
(1.国家高速列车青岛技术创新中心,山东 青岛 266109;2.哈焊国创(青岛)焊接工程创新中心有限公司,山东 青岛 266109)
0 前言
激光复合焊技术是目前最受关注的焊接技术之一,国内外的研究已经证实,激光复合焊接技术可实现铝合金高速、优质焊接,其较小的热输入使得焊接变形可得到有效控制,配合合适的约束条件及焊接顺序,可以达到焊后免调修的效果[2-5]。
高速列车侧墙属于长大部件,试验方法研究焊接变形规律不仅费时费力,并且成本昂贵。数值模拟方法成本低,可在短时间内预测出焊接变形趋势,关于数值模拟方法,Ueda等人[6]提出的固有应变法认为固有应变是焊后变形的本征属性,不用考虑焊接热源的加热过程,忽略了焊接过程中繁复的瞬态变化。因此借助固有应变理论来计算长大部件的变形可以使计算量大大缩小[7-10]。
文中基于有限元软件SYSWELD,采用3D高斯+双椭球热源模型对某高速列车侧墙部件在不同约束条件及不同焊接顺序下的焊接变形进行了计算,并以模拟仿真的方式分析了现有高速列车铝合金车体部件激光-MIG电弧复合焊的装夹方式和焊接顺序对焊接变形的影响,为车体部件焊接变形控制提供试验依据。
1 热源模型校核
侧墙材料为6N01铝合金型材,模拟焊接变形计算前,需根据侧墙部件焊接接头对所采用的热源模型进行校核,使得模拟结果更加准确。
热源模型采用3D高斯+双椭球热源模型,为提高热源校核的效率,在热源校核时使用的侧墙网格模型的长度为500 mm,不考虑熔池的流动,得到的模拟结果与实际焊缝截面对比如图1所示,可以看出校核所得热源模型模拟焊接熔池与实际焊缝截面吻合较好。
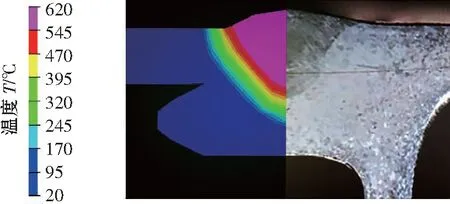
图1 热源模型与实际焊缝截面
2 数值模拟过程
2.1 有限元模型
模拟所用高速列车侧墙部件长度为8 m,由4块型材组焊而成,正反面共6条通长焊缝。为了保证计算精度和计算效率,整个侧墙在网格划分上全部使用六面体实体单元,焊缝区、热影响区的网格划分更加细密、远离焊缝区通过合理的过渡扩大网格尺寸,以此来减少单元数目,网格最小单元尺寸为0.6 mm×0.8 mm×16 mm,最大尺寸为3 mm×15 mm×16 mm,模型一共约139万个节点和85万个单元,侧墙部件有限元模型方向的定义为:x方向为侧墙厚度方向;y方向为侧墙的长度方向;z方向为侧墙宽度方向,如图2所示。
顶板主要有细粒砂岩、粉砂岩、砂质泥岩或泥岩。总体分布规律大致为西翼以细粒砂岩为主,厚度在1.2~4.4 m,东翼以泥岩为主,厚度在0.9~4.2 m;中西翼约150 m以砂质泥岩为主,厚度在2.0~3.2 m,计划上综采的11采区的11204工作面直接顶以砂质泥岩为主。30组顶板中,9组泥岩,8组砂质泥岩,1组粉砂岩和9组砂岩;顶板以泥岩为主,占40%,砂岩和砂质泥岩,分别占30%和27%,粉砂岩占3%。
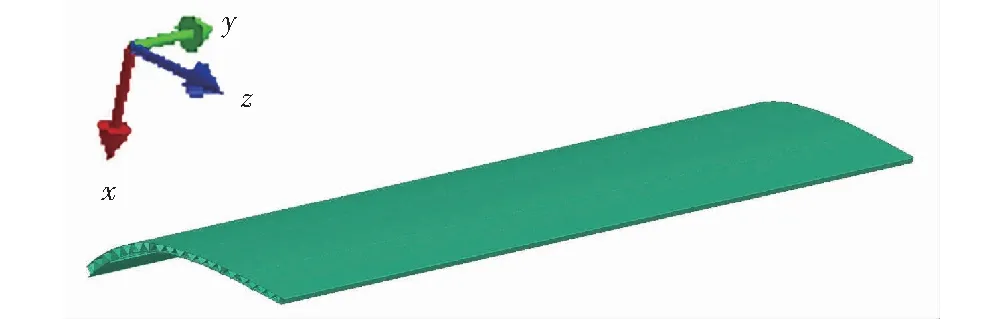
图2 侧墙整体网络结构
2.2 固有应变的提取和施加
该侧墙正反面共有6道焊缝,但所有的焊缝接头形式都是相同的,故只需对典型接头进行一次力学计算即可得到该部件的固有应变值,根据计算结果的应变分布状况,提取焊缝附近节点的固有应变均值即可作为后续模拟所用的固有应变,所有焊缝为激光复合焊一次成形,焊接工艺参数和提取的焊接接头固有应变均值见表1。
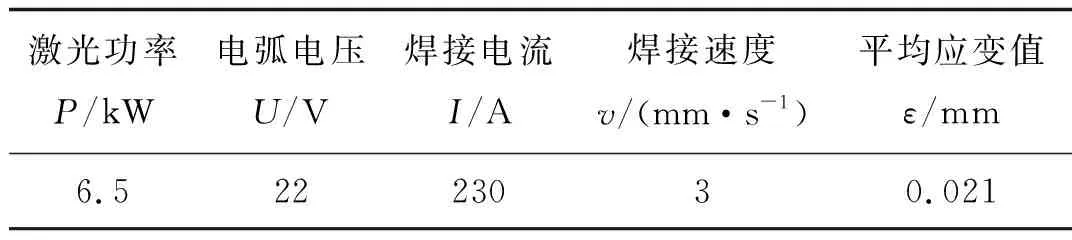
表1 焊接工艺参数及平均固有应变值
目前,现有的有限元软件一般不能直接将固有应变作为载荷施加到网格模型上,常用的解决方法是通过改变施加应变区域的材料线膨胀系数来施加固有应变[11],式(1)给出了应变和温度、线膨胀系数三者之间的关系。
ε=W/F=αΔT
(1)
式中:ε为固有应变;W为单位长度焊缝收缩量;F为施加固有应变的截面积;α为线膨胀系数;ΔT为温度载荷。
固有应变施加在焊缝区,图3为焊缝区网格划分情况,黄色部分网格为固有应变的施加区域,更改该部分材料的线膨胀系数来实现固有应变施加。
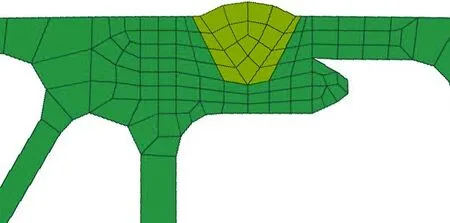
图3 固有应变施加区域
2.3 焊接顺序和约束条件
由于侧墙的不对称性性,不同的焊接顺序将对构件的焊接变形产生影响。为方便说明,对侧墙部件6条焊缝进行编号,如图4所示。考虑型材拼装实际情况,选择先焊凹面后焊凸面的整体顺序,在此基础上设计了3种焊接顺序:①焊接顺序1:W1-W2-W3-W4-W5-W6;②焊接顺序2:W1-W2-W3-W6-W4-W5;③焊接顺序3:W3-W1-W2-W4-W5-W6。在不施加任何约束的情况下,研究侧墙焊接顺序对焊后变形的影响。
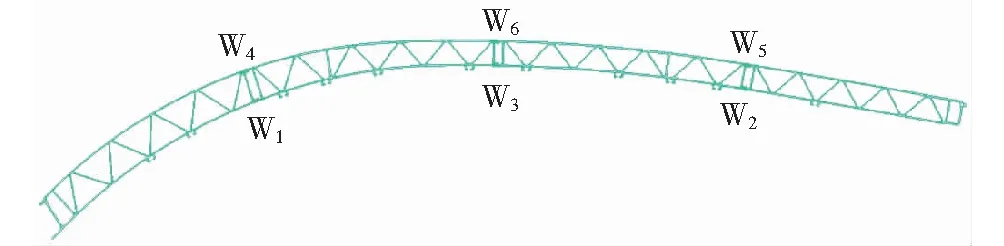
图4 侧墙焊缝编号
考虑侧墙整体结构,为方便夹具的设计及实际应用,焊接约束位置如图5所示。侧墙部件为弧状结构,考虑型材拼装实际情况,选择先焊凹面后焊凸面的整体顺序,根据约束位置及焊缝分布情况,设计3种不同的约束方案。
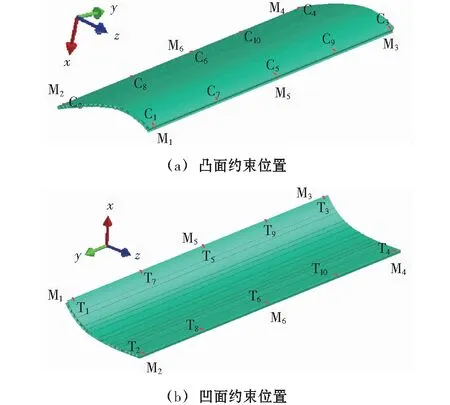
图5 侧墙复合焊约束位置
方案1:将侧墙的C1~C4及T1~T4的x方向(侧墙厚度方向)进行约束,以防止两端上翘,同时将M1~M4的z方向(侧墙宽度方向)进行约束,以防止两端在宽度方向上偏移。
方案2:在约束方案1的基础上,增加侧墙中部C5~C6,T5~T6的x方向(侧墙厚度方向)约束及M5~M6的z方向(侧墙宽度方向)约束。
方案3:在约束方案2的基础上,继续增加约束位置,焊接过程中增加C7~C10及T7~T10的x方向约束。
3 试验结果
3.1 焊接顺序对变形趋势的影响
焊接顺序对焊接变形影响的研究思路为分别探讨3种不同焊接顺序下的侧墙通长部件的变形分布及变形量,从而确定最佳的焊接顺序。3种焊接顺序的变形云图如图6~图8所示。
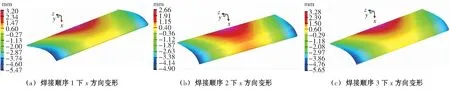
图6 3种焊接顺序下的x方向变形云图
从图6a~图6c中可以看出,3种不同的焊接顺序侧墙的x方向(侧墙厚度方向)变形分布及变形趋势一致,侧墙整体表现为沿着侧墙在长度方向上,中间下凹,两端上翘。对于x负向变形(上翘变形)焊接顺序1、焊接顺序2及焊接顺序3的最大变形量分别为5.47 mm,4.90 mm及5.65 mm;对于x正向变形(下凹变形),焊接顺序1、焊接顺序2及焊接顺序3的最大变形量分别为3.20 mm,2.66 mm及3.28 mm。
从图7a~图7c中可以看出,3种不同的焊接顺序侧墙的y方向(侧墙长度方向)变形分布一致,且与x方向变形相比,y方向的变形相对较小。变形趋势为侧墙的总体长度略微减小,这与前面提到的侧墙沿长度方向,中间下凹,两端上翘相吻合。其中,焊接顺序1的y方向最大变形量为1.85 mm,焊接顺序2的y方向最大变形量为1.70 mm,焊接顺序3的y方向最大变形量1.95 mm。

图7 3种焊接顺序下的y方向变形云图
从图8a~图8c中可以看出3种焊接顺序下的侧墙z方向变形趋势相同,侧墙整体的z方向(侧墙宽度方向)变形主要分布在其长度方向的两端,且两端变形方向相反。其中,焊接顺序1的z方向最大变形量为5.73 mm,焊接顺序2及焊接顺序3的z向最大变形量分别为4.88 mm和5.93 mm。
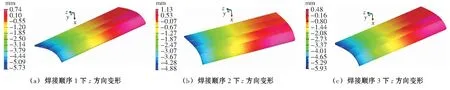
图8 3种焊接顺序下的z方向变形云图
综上,3种不同的焊接顺序下的侧墙通长部件x,y,z3个方向的变形分布及变形趋势相似,但不同的焊接顺序的整体最大变形量存在区别。图9为3种不同焊接顺序下的3个不同方向整体变形最大值,焊接顺序对x方向的变形影响最大,而x方向变形将直接影响侧墙焊后的外轮廓度,对侧墙的外观及装配有较大影响。其中,焊接顺序2的x方向整体变形量最小,相对于焊接顺序1及焊接顺序3,焊接顺序2的x方向的焊接变形分别减少了13%和15%。
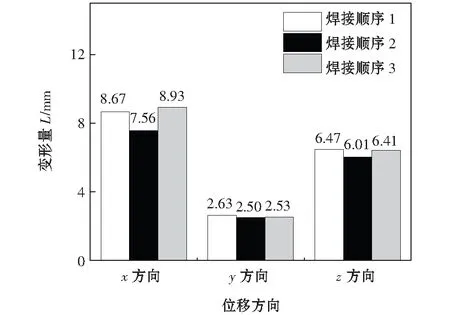
图9 不同焊接顺序下的x,y,z方向变形量
3.2 焊接约束对变形趋势的影响
综上,焊接顺序2(W3-W1-W2-W4-W5-W6)能够一定程度的减少焊接变形,但侧墙的变形仍然比较严重,图10为侧墙焊后变形趋势(黑色部分侧墙焊前的轮廓),可以看出侧墙整体变形为长度方向上的中间下凹,两端上翘及首尾两端在宽度方向上的偏移。为了抑制这种变形,该部分内容使用焊接顺序2,研究了2.3小节中的3种约束方案对侧墙焊后变形的影响。
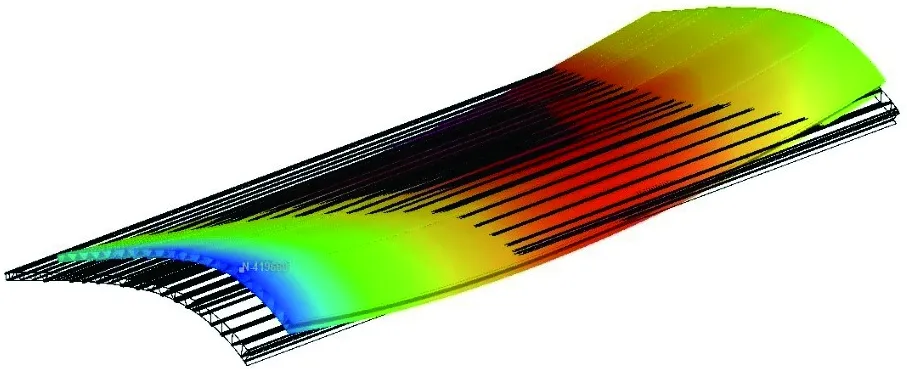
图10 侧墙焊后变形趋势
图11~图13为焊接顺序2下的3种约束方案变形云图。
从图11a~图11c中可看出,与无任何约束相比,使用约束方案1能够显著降低侧墙在各个方位上的变形。对于x方向变形(侧墙厚度方向),如图11a所示,采用约束方案1后,侧墙两端的最大上翘变形由4.90 mm下降至1.06 mm,但是侧墙中部的下凹变形有所增加,最大值由3.20 mm提高至4.48 mm;对于y方向变形(侧墙长度方向),如图11b所示,与无约束相比,整体的y方向变形量由2.5 mm下降至约2 mm;对于z方向变形(侧墙宽度方向),相对于无约束,由于约束方案1在M1~M4处施加了z方向约束,侧墙首尾两端的偏移变形得到了有效抑制,偏移位置由侧墙首尾两端转移到侧墙中部,变形最大值由4.88 mm降低至2.17 mm。可见使用约束方案1能够有效减少侧墙首尾两端的变形,但是会相应的加重侧墙中部的x方向及z方向变形。

图11 约束方案1下的x,y,z三向变形云图
从图12a~图12c种可看出,约束方案2由于在侧墙中部增加了x方向及z方向约束有效减少了侧墙中部变形。与约束方案1相比,对于x方向变形,侧墙中部的下凹变形最大值由4.48 mm下降至1.49 mm,侧墙两端上翘变形变化不大;y方向变形基本不变;对于z方向变形,侧墙中间部分偏移最大值由2.17 mm降至1.39 mm。

图12 约束方案2下的x,y,z三向变形云图
从图13a~图13c中可看出,尽管约束方案3较方案2多增加了4个位置的x方向约束,但其变形分布与约束方案2的相似,且各个方向的最大变形量仅略微降低约0.2 mm,因此,约束方案3与约束方案2对侧墙整体焊接变形的控制效果相差不大。

图13 约束方案3下的x,y,z三向变形云图
图14为不同约束方案对侧墙焊后变形的影响规律,可见焊接约束对侧墙焊后的x方向变形(侧墙厚度方向)及z方向变形(侧墙宽度方向)影响较大,对y方向变形(侧墙长度方向)影响较小,随着约束位置的增多,x方向及z方向最大变形量先迅速降低,然后基本保持不变。与约束方案2相比,尽管约束方案3额外增加了8个约束位置,但是焊接变形量只是略微降低,变化不明显。 而约束位置的增加会提高夹具的设计难度,增加成本及影响加工效率等,因此,认为约束方案2优于约束方案3。
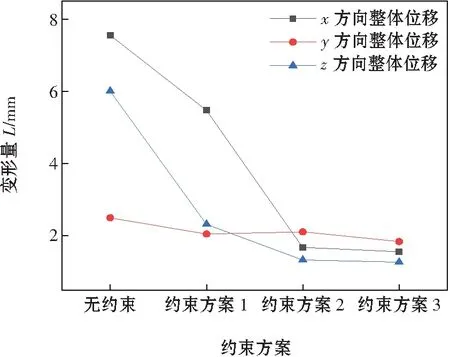
图14 不同约束方案对焊接变形的影响
3.3 变形数值模拟结果与实测结果对比
根据上述研究内容,图15所示的F形压抓可实现相应位置的x方向(侧墙厚度方向)及z方向(侧墙宽度方向)约束,对于该8 m侧墙,使用焊接顺序2,约束方案2进行实际的侧墙试件焊接。
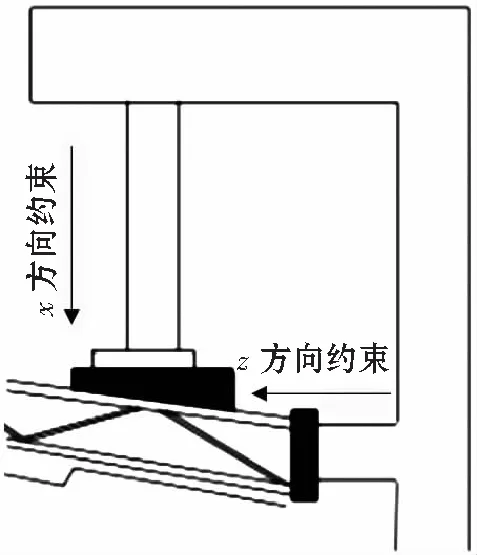
图15 F形压爪示意图
为了方便说明,在侧墙部件上选取图16所示的位置,其中,S,H,F,N为测量点;D1,D2,D3,D4为测量面。统计x方向(侧墙厚度方向)测量点变形值,该变形值在侧墙变形特征上为弧面轮廓度的起伏值,测量结果见表2。
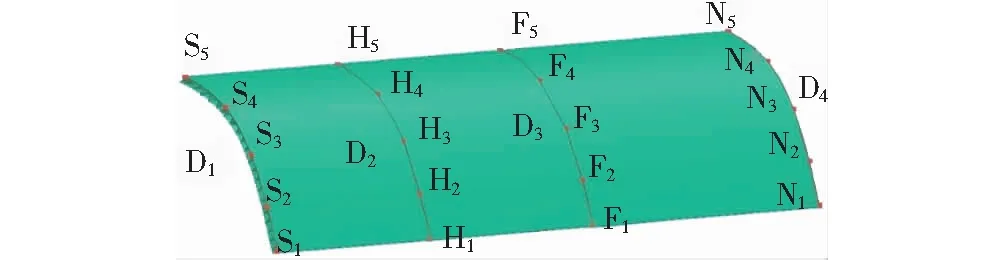
图16 变形对比测量点
图17为依据表2绘制的模拟结果与实测结果的对照图,从图中可看出,对于该侧墙试样(长8 m,宽2.3 m),所选的4个测量面的模拟结果与实际结果变形趋势接近,最大变形位置都位于W6焊缝位置,绝对误差不超过1 mm。
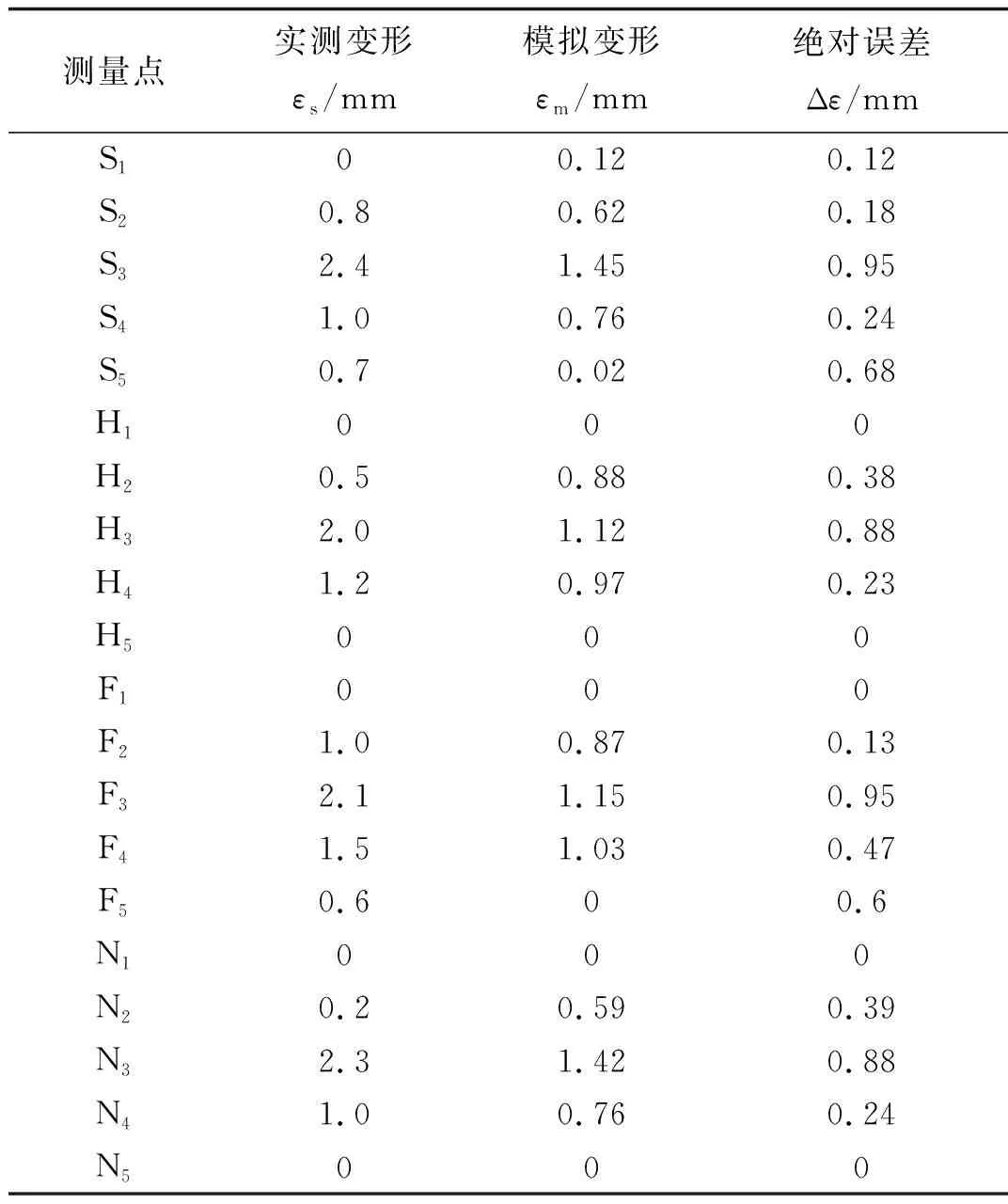
表2 测量点x方向实测值与模拟变形结果
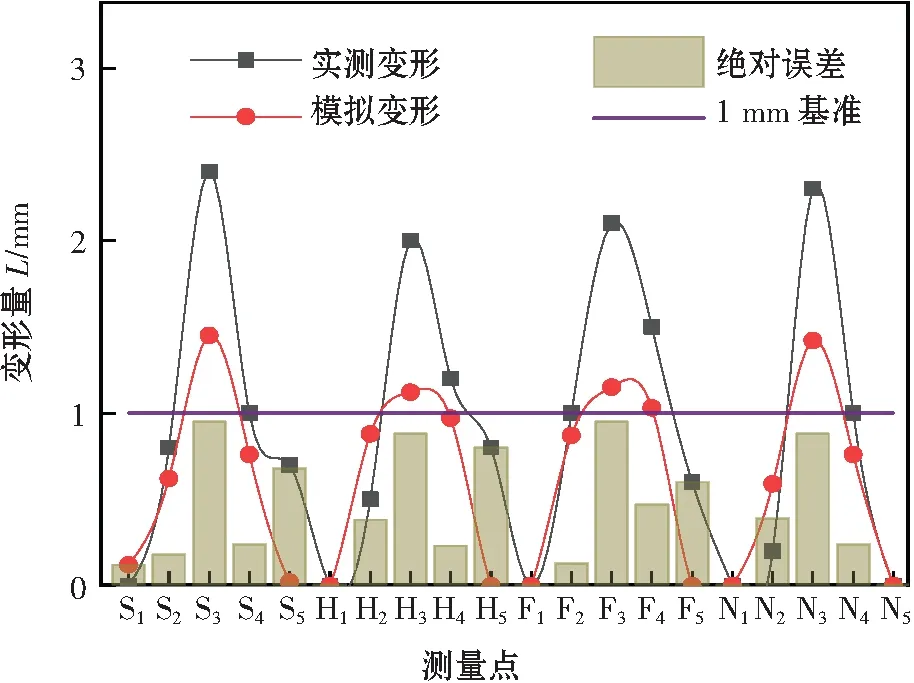
图17 实测变形与模拟变形结果对比
对约束方案2数值模拟z方向(侧墙宽度方向)的变形进行计算得出D1,D2,D3,D44个测量面的弧面弦长宽度变化,再与实际试验测量值进行对比分析,结果见表3。
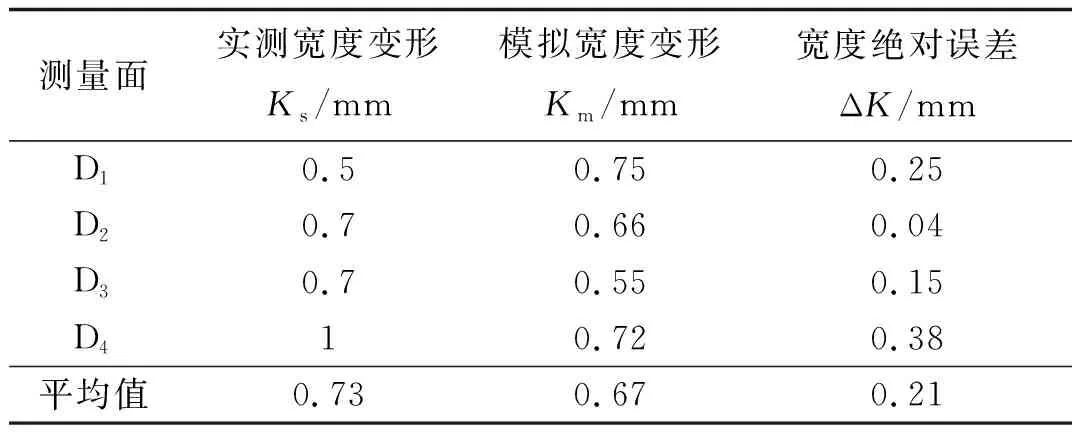
表3 测量点x方向实测值与模拟变形结果
通过以上分析可知,模拟结果与实际试验实测结果接近,轮廓度起伏值及宽度绝对误差均小于1 mm,再次直观地反映了数值模拟中热源模型选取合理,利用数值模拟方法来预测侧墙部件焊接变形便捷、有效、可靠。
4 结论
(1)不同的焊接顺序下的该侧墙的变形分布相似,变形量存在区别。其x方向(厚度方向)变形受焊接顺序的影响最大,合理的焊接顺序下,侧墙的x方向变形下降约13%。
(2)约束对该侧墙的x方向(厚度方向)及z方向(宽度方向)影响较大,对y方向(长度方向)影响较小。相比于无约束,利用F形压抓可将侧墙x方向(厚度方向))最大变形降至25%,z方向(宽度方向)最大变形降低至10%。
(3)该侧墙部件数值模拟结果与其试验实测数值吻合较好,在该工艺下的热源模型选取有效、合理,测量点数值模拟结果与实际试验结果的绝对误差小于1 mm。
猜你喜欢
煤气与热力(2021年3期)2021-06-09 06:16:20
装备制造技术(2020年9期)2021-01-26 00:15:14
制造技术与机床(2018年9期)2018-09-19 06:48:16
建筑科技(2018年6期)2018-08-30 03:40:58
现代机械(2018年2期)2018-05-11 07:50:35
海外华文教育(2017年6期)2017-08-07 03:11:00
电子制作(2017年19期)2017-02-02 07:08:31
水电站机电技术(2016年1期)2016-02-28 14:21:50
焊接(2015年1期)2015-07-18 11:07:33
焊接(2015年8期)2015-07-18 10:59:13
