
等距型面正交车铣加工的仿真
2022-03-15 01:28孔繁雅姜增辉邵忠伟姜智勇
制造技术与机床 2022年3期
孔繁雅 姜增辉 邵忠伟 姜智勇
(①沈阳理工大学机械工程学院,辽宁 沈阳 110159;②内蒙古北方重工业集团有限公司,内蒙古 包头 014030)
型面联接是采用非圆异形截面的孔轴配合代替键和花键来传递扭矩的一种配合联接方式[1-2]。型面联接中使用最为普遍的是等距型面联接,与普通的键和花键相比,等距型面联接对中性好,可以分散应力,避免应力集中并且有更高的疲劳强度[3]。在直径相同的条件下,等距型面联接较其他联接具有较大的抗剪能力[4]。在实际应用,等距型面中以三弧段等距廓形曲线应用最多。
在等距型面的加工中,其制造加工工艺较为复杂,制约了等距型面联接的应用范围。目前,国内对型面联接加工方法的研究处于传统加工方法,而采用正交车铣加工技术可以在加工精度,加工效率等方面达到更高的要求。
本文以三弧段等距型面为例,建立了一种等距型面正交车铣的仿真加工方法。
1 三弧段等距型面的廓形
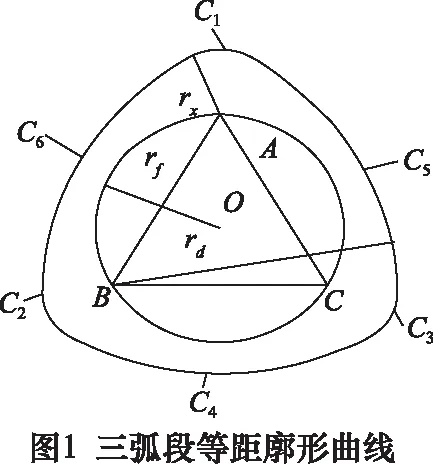
如图1所示,三弧段等距廓形是由3段半径为rd的大圆弧和3段半径为rx的小圆弧平滑相切连接而成的封闭曲线,其形成需先取一原点O为圆心, 以rf为半径作圆,此圆称为分度圆,将分度圆三等分,得A、B、C三点,再分别以A、B、C为圆心,以rx为半径作3个小圆弧C1、C2、C3,再分别以A、B、C为圆心,作与C2C3、C3C1、C1C2相切的大圆弧C4、C5、C6,由此可得一光滑封闭曲线。该曲线上任意两条平行切线之间的距离为一恒定值,即为三弧段等距廓形曲线[5-6]。
2 建立虚拟卧式车铣加工中心
由于加工等距型面的零件结构为回转体棒料,无需多次装夹,卧式车铣复合加工中心可实现对该尺寸轴类零件的加工,并保证其加工精度,故选择卧式车铣复合加工中心[7-8]。通过选择机床参数,最终选择以WFL M35车铣复合加工中心为原型建立虚拟车铣加工中心。
WFL M35机床的运动结构图如图2所示,WFL M35机床具有X1轴、Y1轴、Z1轴、B1轴、C1轴、Z2轴、Z4轴、S1轴、S3轴等9个运动轴。机床的左端为车削主轴箱,具有C轴功能,右端为可编程尾座,床身上车、铣、镗主轴装置可沿各轴进行线性和回转运动[9]。该机床在车铣复合模式下可实现5轴5联动,在VERICUT中建立机床运动结构和设定控制系统。

其各个轴的行程参数如表1:

表1 WFL M35机床行程表
通过UG按照相应尺寸对机床各模型部件进行建模,在VERICUT中完成装配后的机床如图3所示。
3 基于UG的等距型面车铣刀轨生成
回转体毛坯选择普通的中碳钢棒料,直径为101 mm,长度为400 mm,通过正交车铣的方法将毛坯加工得到大径为73.54 mm,小径17.84 mm,长度400 mm的三弧段等距型面轴。其加工拟进行四刀粗铣、一刀精铣。
3.1车铣参数选择及刀轨生成
以粗铣第四刀为例,为提高切削效率,保证加工质量,采用切削深度ap、轴向进给量fa逐渐递减,低速粗铣、高速精铣的切削参数选择方案。切削参数如表2所示。
表2 正交车铣削加工切削参数
在UG中进行刀具运动轨迹的生成时,为了保证最后通过VERICUT的自动比较模块,清晰地看到过切和残留,设置加工残留为15 μm。将切削步长设置为公差,内外公差均设置为0.015 mm。将所需加工参数输入UG中进行编程,将生成的加工刀路通过后处理程序输出为机床识别的G代码文件。
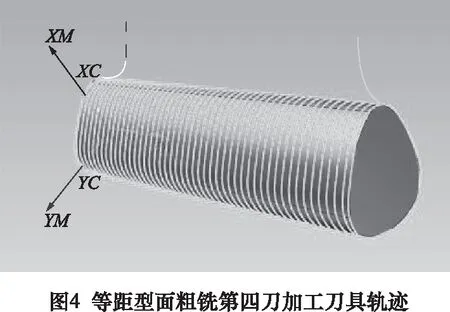
图4为UG生成的粗铣加工铣刀运动轨迹。
3.2 创建UG后处理器
后处理程序是通过UG的加工模块编制待加工零件的刀路文件,生成机床能够识别的G代码。目的是在VERICUT中驱动车铣复合加工中心的切削运动[10],因此需要对WLF M35进行后处理器的创建。
首先打开UG的后处理构造器,输入后处理名称和描述,机床选择为5轴带轴头和转台。在机床选项中按照表1中的机床数据输入到后处理构造器中,第四轴配置为B轴第五轴配置为C轴,并选择其对应旋转平面和旋转角度。定义完成后,查看最终显示的机床模型如图5即可。

3.3 设定机床命令
首先设定运动学变量转化命令,机床默认此指令是将运动学变量转化为A轴和B轴的刀轨运动矢量,而在VERICUT中构建的WFL M35机床的旋转轴为B轴和C轴,使用该命令交换第四轴和第五轴运动学变量为B轴和C轴。
其次设定五轴联动加工命令,将加工模式从五轴三联动两定位模式改为五轴同时联动的加工模式。将WFL机床特定的3个加工模式启动代码TRAORI、TRAORI(2)、TRAFOOF替换原来代码。
WFL机床的换刀指令TLCH1有很多参数,换刀后会依刀具长度定位,系统会由刀具类型开启刀具坐标系功能和直径编程功能,创建外部调用操作命令,通过调用外部子程序完成刀具换刀、中心架夹紧和尾座顶尖固定的操作。
最后设置主轴命令,WFL机床在不同的切削模式下,主轴不同,在车削模式下主轴为S1,在铣削模式下主轴更改为S3,S1变为C1轴。代码mom_kin_spindle_axis(#)中,当#=0时为车削模式,当#=1时为铣削模式,当#=2时为车铣复合模式。
WFL M35机床的后处理器创建完成。
4 基于VERICUT的加工仿真
4.1 添加工件毛坯
如图6所示,将在UG中对毛坯的建模导出为stl格式,添加到VERICUT仿真加工环境中。
4.2 构建刀具库
根据加工的毛坯棒料的尺寸以及最后的得到的三弧段等距型面的尺寸,选用直径为80 mm的盘铣刀进行车铣加工。通过查阅旋转刀具加工手册,刀盘选用山特维克可乐满CoroMill®390方肩铣刀R390-080Q27-17H,该铣刀应用范围包括:普通方肩铣、重复方肩铣、深方肩铣、边缘铣削、直线坡走铣和螺旋坡走铣、车铣、插铣、槽铣和面铣,可以适应粗加工到精加工,故该刀具满足加工需求。刀具形状如图7所示。刀具参数如表3所示。
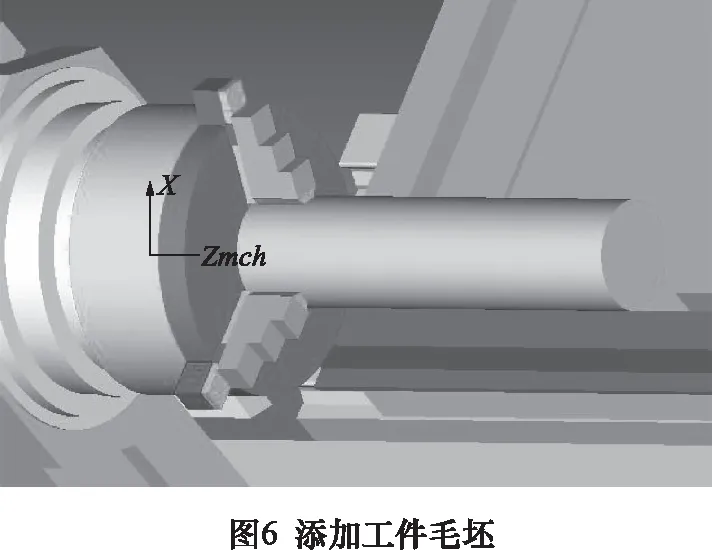


表3 CoroMill®390铣刀参数
刀片采用山特维克可乐满CoroMill®390铣削刀片R390-18 06 16H-PTW 1130,该刀片为车铣加工修光刃刀片。其刀片形状如图8所示。
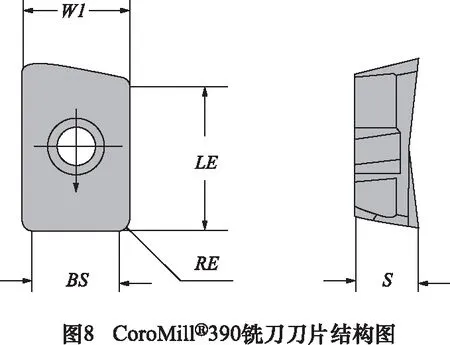
刀片参数如表4所示。

表4 CoroMill®390铣刀刀片参数
4.3 加工仿真及结果
将程序导入VERICUT中进行仿真,所得UG编程的加工仿真视图如图9所示。
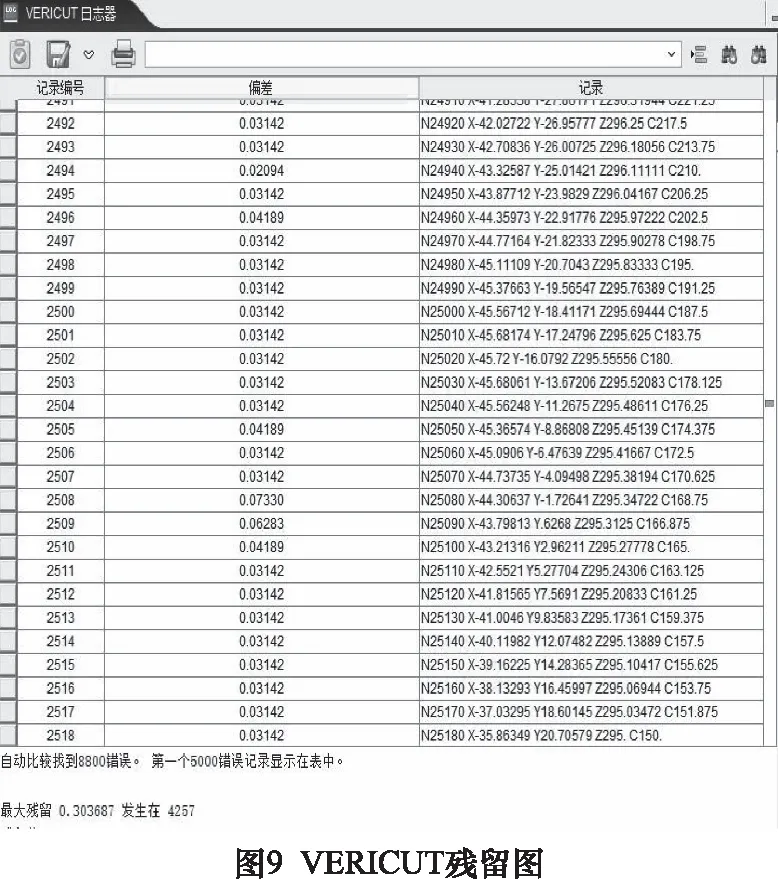
从图9残留图可以看出,在排除个别异常数据后,VERICUT加工的残留在10~30 μm波动,能较好地完成等距型面的切削加工。
5 结语
(1)建立了一种等距型面正交车铣加工方法。
(2)实现了等距型面正交车铣的虚拟仿真加工。
(3)通过正交车铣加工可实现等距型面的精加工。
猜你喜欢
现代工业经济和信息化(2022年9期)2022-11-03
曲阜师范大学学报(自然科学版)(2022年1期)2022-01-23
锻造与冲压(2021年22期)2021-11-30
大连民族大学学报(2021年5期)2021-11-15
摄影之友(2021年10期)2021-10-25
初中生学习指导·提升版(2021年8期)2021-08-30
计算机技术与发展(2020年4期)2020-04-30
电加工与模具(2020年2期)2020-04-29
科技创新导报(2019年16期)2019-11-13
中国新通信(2019年23期)2019-03-27
