兆赫频超声塑料焊接温度场的数值模拟
2022-02-22 01:03乔冠尧
辽宁工业大学学报(自然科学版) 2022年6期
郭 栋,乔冠尧,李 亮,何 勍
兆赫频超声塑料焊接温度场的数值模拟
郭 栋,乔冠尧,李 亮,何 勍
(辽宁工业大学 机械工程与自动化学院,辽宁 锦州 121001)
运用有限元软件建立了超声波塑料焊接仿真模型,采用多物理场耦合对兆赫频超声塑料焊接过程中的温度场进行了数值模拟,分析了焊接过程中热源的产生、分布以及焊接过程中能量的传递与温度的变化。分析了超声振幅对焊接过程温度的影响,为兆赫频超声焊接振子的设计提供了依据。
超声波;塑料焊接;兆赫频;温度场;数值模拟
热塑性复合材料以优异的性能在汽车制造、航空航天、人工智能、食品包装、医学等领域得到了越来越广泛的应用。随着该类制品应用领域的不断扩大,塑料连接技术的创新与拓展也备受科技工作者的关注,特别是超声焊接技术,近年得到长足的发展[1-2]。超声焊接因具有节能环保、经济高效、不需要焊剂及外部加热装置等优点,已迅速成为一种节能环保的重要连接方式[3-4],特别在诸如医用口罩等大批量制品的生产线上具有很大的技术优势。为研究超声焊接工作过程中的机理,近年来,有学者对超声焊接温度场进行了模拟仿真研究[5-6]。
传统的低频超声焊接装置采用朗之万夹心换能器(频率一般为20~60 kHz),该类换能器包含节点位置的支承法兰以及放大振幅用的变幅杆等[7],往往结构复杂、体积大,不宜应用于空间受限的特殊场合。文献[8]提出了一种兆赫频超声焊接方法,克服了上述低频超声焊接振子的结构不足。本文在文献[8]的基础上,进一步使超声焊接振子微型化,在兆赫频焊接工艺的背景下,建立超声波塑料焊接过程中多场耦合模型,并对兆赫频超声焊接振子进行热应力仿真,研究焊接过程中热源的产生及温度的变化,旨在为兆赫频超声焊接振子的设计提供必要的理论支撑。
1 仿真模型的建立
兆赫频超声焊接系统由焊接振子、被焊件(PVC薄片)及底座构成,焊接振子及底座由铝合金(YL12)制成,焊接件尺寸参数简化为直径8 mm、厚0.25 mm的圆柱形上下搭接模型,如图1所示。
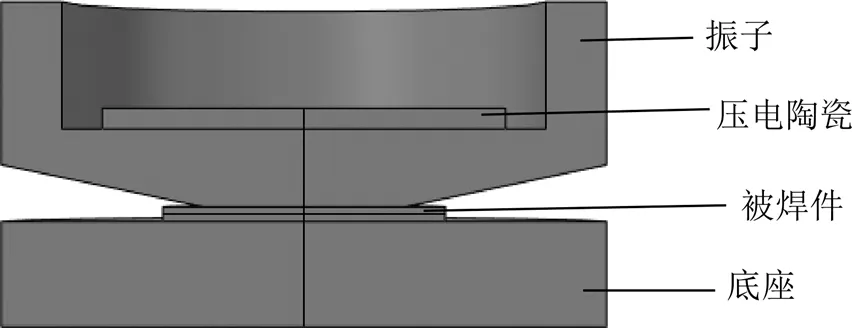
图1 超声波焊接模型
超声焊接工作过程中,焊接振子受到高频电信号激励产生振幅并传递到焊件,当被焊件受到高频振动时,由于材料内部分子间的相对运动产生的机械损耗,应力应变曲线不重合导致材料的滞后回路最终引发黏弹效应[9-10],最终在焊件结构内部产生大量的热量,温度升高导致被焊件熔融。本文采用有限元模拟焊接过程,金属的损耗因子为0.001,焊接振子顶部施加100 N的焊接压力,底座下表面为固定约束,焊接振子工作表面的振幅为70 nm。对焊接振子工作面指定70 nm的纵向简谐位移,超声焊接的工作频率为1.7 MHz。温升由下列传热方程给出[11]:
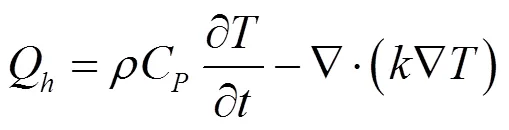

根据杜隆-珀蒂定律,C为常数,体积热熔与C无关。表示单个周期内的平均温度。热源Q表示非弹性(如黏性)力在该周期内的内部功:
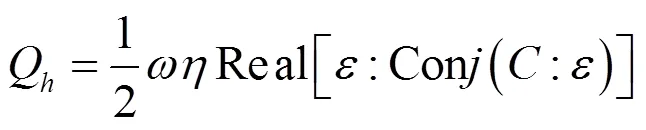
式中:为损耗因子;是应变张量;为弹性张量;Re[: Con(:)]/2为应变能储能密度函数。
该项根据在频域中执行的结构分析计算得出。=0时的初始状态是无应力的,整个焊接结构的初始温度为293.15 K。耦合场仿真过程中采取导热边界条件如下。
(1)在固定端,使用的温度条件是=293.15 K。
(2)在承受焊接压力的一端,使用热绝缘条件。
(3)塑料焊接面之间的边界为内部边界。
(4)在所有其他边界使用对流冷却条件:

式中:为传热系数,5W/(m2·K);ext为外部温度,ext=293.15 K。
耦合场分析过程中所用焊接件PVC的物理参数为:密度=1 360 kg/m3,弹性模量=3.5 MPa,恒压热容C=1 475 J/(kg·K),泊松比为0.38。
2 温度场的有限元模拟
进行温度场模拟之前首先确定焊接材料的阻尼系数即损耗因子为0.3。材料自身的阻尼物性影响了生热的快慢与产热量,振子与被焊接件接触面积决定了被焊件与振子之间的导热量。接触面积越大热量扩散越快。在高频振动激励下,由于焊件内部的温度迅速升高,焊件较差的导热性能导致温度在内部的热量传递较慢,铝合金振子具有较高的热扩散系数使焊件与振子接触面处的热量迅速散发,最终导致能量在中间层聚集。
采用热应力耦合场对焊接模型进行有限元分析,分析1 s内的温度变化,仿真结果表明,能量最终在两焊件总厚度的中间层聚集,最高温度产生在焊件的中间区域。如图2为1 s时刻的温度分布图,图3为被焊件温度分布的局部放大图。

图2 超声焊接温度场分布
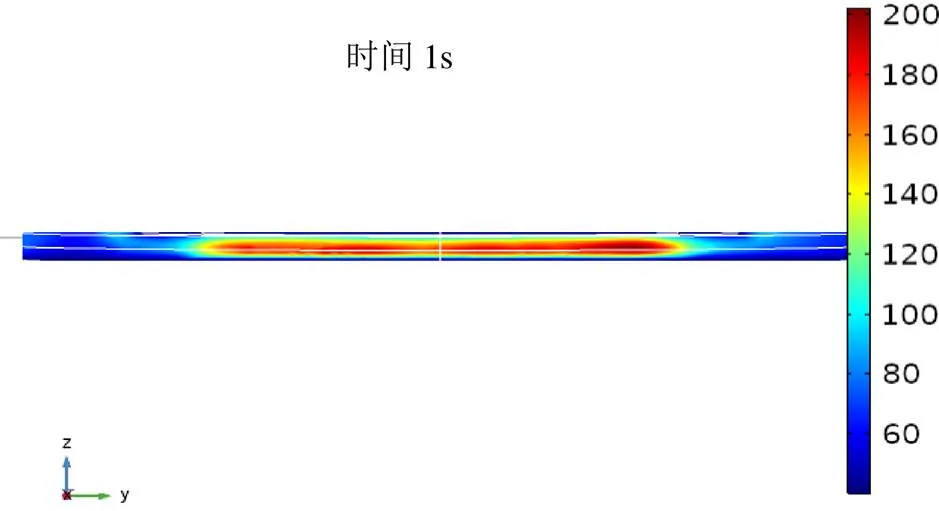
图3 超声焊接温度场分布局部放大图
焊件由上下2层厚度为0.25 mm的PVC层叠组成,两焊接件接触面0.6 s时刻温度分布图如图4所示。
基于高频超声焊接产热过程,同一平面内每点的温度变化并非均匀,在焊接振子工作过程中,振子工作平面因高频激励产生纵向的交变位移及对振子施加的焊接压力,使焊件在边缘处的机械损耗相对其他处较高,故温度最先产生在振子工作面与焊件接触的边缘处。
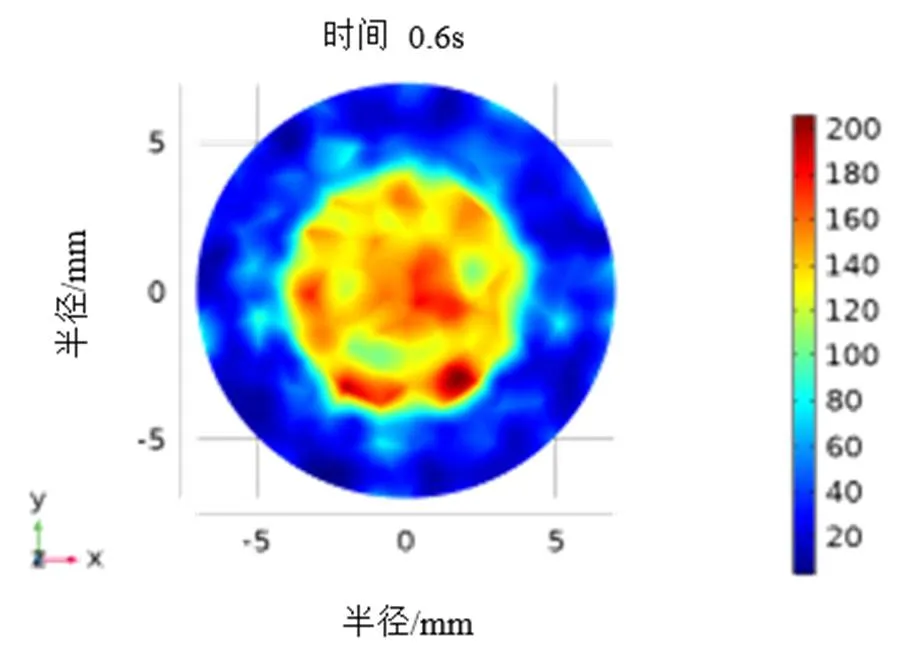
图4 焊接件接触面温度分布图
研究高频超声焊接过程中热源位置的产生及温度的变化,提取焊件温度的变化及分布,由于焊接过程焊件内部温度的分布并不均匀,因此在焊件中心区域,沿厚度方向选取一长度为0.5 mm的直线段进行取点计算,分析热源在厚度方向产生的位置,如图5所示。横坐标为上下两焊件的总厚度0.5 mm,纵坐标为温度的变化。图中不同的曲线由下到上表示2 s内,从0时刻每隔0.05 s的温度变化情况,故温度先在厚度方向中间区域产生,随着时间的变化焊件中间产热区域的温度逐渐升高,继而由热源产生的位置向四周扩散。
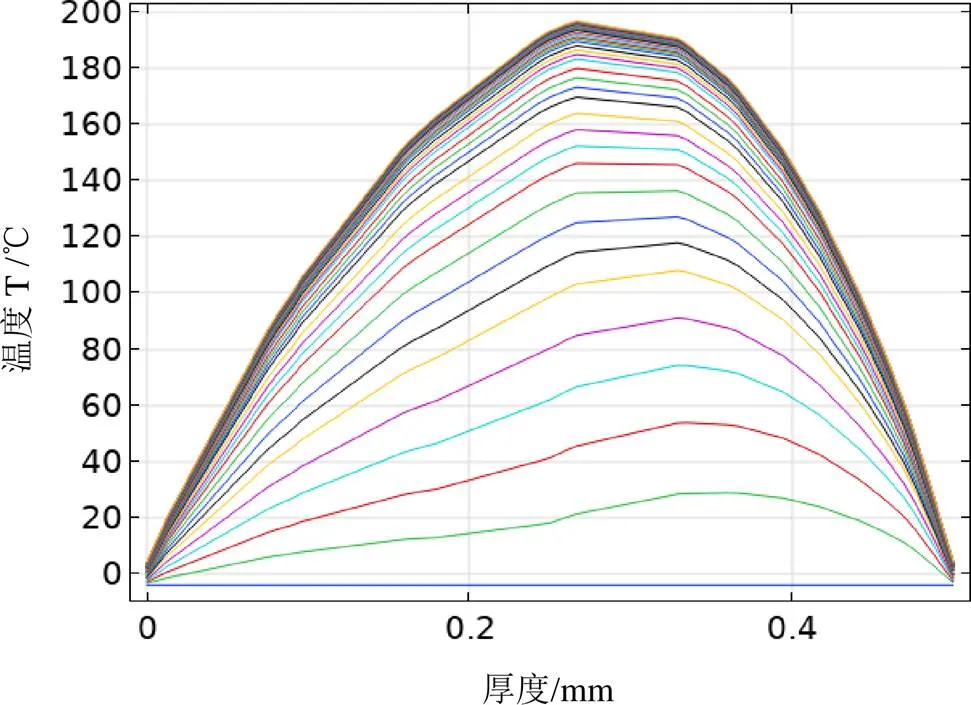
图5 PVC厚度方向温度的变化
焊件中间层接触面每点的温度略有差异,但是总的温升曲线是相同的,故取中间区域两焊件接触面一点,分析2 s内的温升曲线,如图6所示,0.5 s内由分子间的相对摩擦运动产生的机械损耗及黏弹热效应,使焊接件迅速升温,1 s后温度变化趋于平缓。
超声波塑料焊接过程中,在相同频率情况下,超声振幅是影响焊接质量的主要因素,利用多场耦合模型对超声焊接过程进行模拟和分析,分别采取超声振幅为50、65、80 nm计算分析,如图7所示,分析2 s内不同振幅下温度的变化,焊接过程中的温度及温升速率都会随着振幅的增大而增大,随着时间的增长,焊接区域的能量并不能有效地积累而导致温度升高,增加无效的焊接时间及焊接压力,对焊接过程中温度的变化影响很小。工作频率不变时,超声焊接工作过程中超声振幅是影响焊接质量和效果的主要因素。
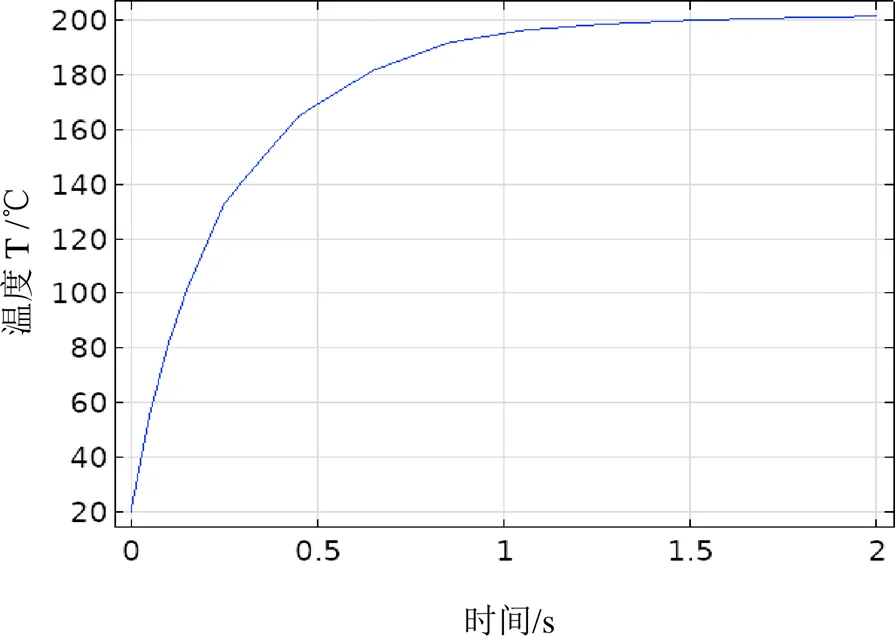
图6 接触面中间点温升曲线
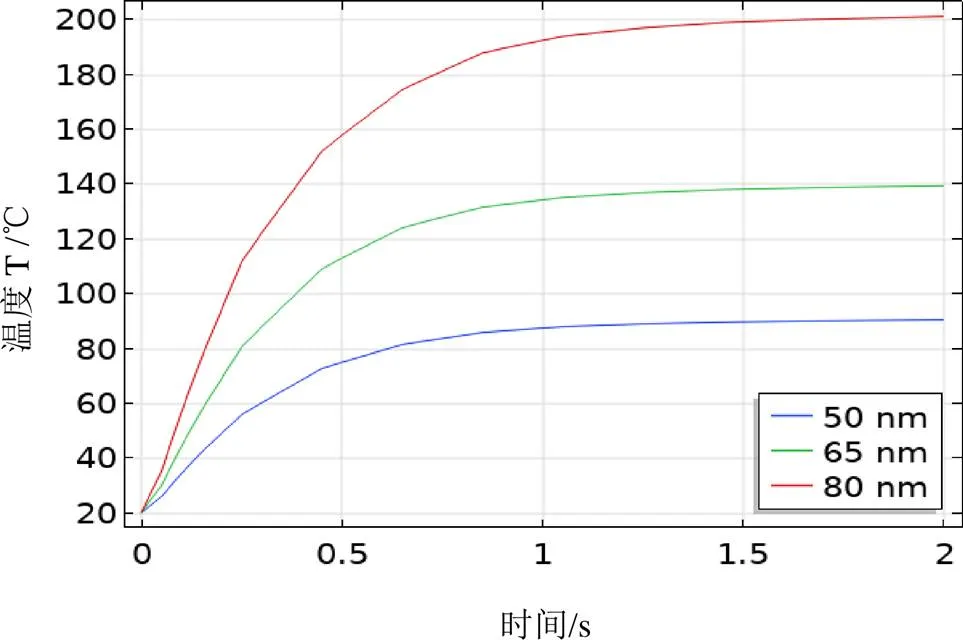
图7 不同超声振幅下温度的变化曲线
3 结论
(1)采用多物理场耦合对兆赫频超声塑料焊接过程中的温度场进行了仿真分析,仿真结果发现,温度最先产生在焊件总厚度的中间区域;温度在焊接开始0.5 s内迅速上升,当温度达到180 ℃以上,开始趋于平缓缓慢升高。
(2)兆赫频超声塑料焊接过程中,相同频率工况下,超声振幅是影响焊接质量的主要因素。而且焊接质量与焊接振幅的大小有关,振幅越大焊接质量越好。
[1] 张玉坤. 塑料焊接在汽车灯具中的应用及其影响因素探究[J]. 合成材料老化与应用, 2019, 48(2): 139-143.
[2] 王乐积, 潘延训, 王本孝. 塑料制件的超声波焊接技术[J]. 工程塑料应用, 1993, 21(4): 30-33.
[3] 张宗波, 罗怡, 王晓东, 等. 塑料超声波焊接及其用于聚合物MEMS器件键合的研究进展[J]. 焊接, 2008, (8): 9-15, 69.
[4] Somen K Bhudolia, Goram Gohel, Kah Fai Leong, et al. Advances in Ultrasonic Welding of Thermoplastic Composites: A Review[J]. Materials, 2020, 13(6): 1-26.
[5] 张宗波, 贺庆强, 罗怡, 等. 超声波塑料焊接临界温度场分析[J]. 焊接学报, 2016, 37(1): 20-22, 130.
[6] 杨庭飞, 朱永伟, 赵青青. 塑料组合构件高效超声波焊接的仿真与实验[J]. 工程塑料应用, 2019, 47(2): 52-58.
[7] Jiromaru Tsujino, Misugi Hongoh, Ryoko Tanaka, et al. Ultrasonic plastic welding using fundamental and higher resonance frequencies[J]. Ultrasonics, 2002, 40(1): 375-378.
[8] 杨文鹏, 何勍, 温智益, 等. 一种兆赫频超声塑料焊接振子的研究[J]. 工程塑料应用, 2019, 47(10): 80-84.
[9] Benatar A, Gutowski T G. Ultrasonic welding of PEEK graphite APC-2 composites[J]. Polymer Engineering & Ence, 1989, 29(23): 1705-1721.
[10] 刘川. 超声波塑料焊接机理和工艺试验研究[D]. 大连: 大连理工大学, 2003.
[11] 杨世铭, 陶文铨. 传热学[M]. 北京: 高等教育出版社, 2006.
Numerical Simulation of the Temperature Field of Megasonic Welding for Plastics
GUO Dong, QIAO Guan-yao, LI Liang, HE Qing
(College of Mechanical Engineering and Automation, Liaoning University of Technology, Jinzhou 121001, China)
The simulation model of ultrasonic plastic welding was established by using finite element software, and the temperature field in the welding process of Megasonic welding for plastic was numerically simulated by using multi-physical-coupling field, and the generation and distribution of heat source, energy transfer and temperature change in the welding process were analyzed. The influence of ultrasonic amplitude on welding temperature is analyzed, which provides the necessary basis for the design of Megasonic ultrasonic welding vibrator.
ultrasonic; plastic welding; megahertz; temperature field; numerical simulation
10.15916/j.issn1674-3261.2022.06.006
TG439.9
A
1674-3261(2022)06-0378-04
2020-12-18
辽宁省科学技术基金项目(2019-2D-0691)
郭栋(1994-),男,山东枣庄人,硕士生。
何勍(1962-),男,辽宁锦州人,教授,博士。
责任编校:孙 林
猜你喜欢
包装工程(2022年15期)2022-08-23
焊接(2021年12期)2022-01-20
世界有色金属(2021年13期)2021-11-03
佳木斯大学学报(自然科学版)(2021年3期)2021-07-05
中国新技术新产品(2020年4期)2020-05-05
数理化解题研究(2019年22期)2019-08-26
学校教育研究(2018年4期)2018-10-21
电测与仪表(2016年18期)2016-04-11
制造技术与机床(2015年3期)2015-01-27
制造技术与机床(2015年3期)2015-01-27