
炭纤维长径比对炭纸结构性能的影响
2021-12-23 02:29李婧怡
东华大学学报(自然科学版) 2021年6期
李婧怡, 王 彪
(东华大学 a.材料科学与工程学院, b.纤维材料改性国家重点实验室, 上海 201620)
由炭纸(carbon paper,CP)和微孔层(microporous layer,MPL)复合而成的气体扩散层(gas diffusion layer,GDL)是燃料电池中的关键部件,具有帮助气、液、电、热传输以及支撑催化剂层等多重功能,可直接影响燃料电池的性能。炭纸内部立体孔结构的可控构建是制备高品质炭纸的技术关键[1-3]。
目前加拿大Ballard公司、德国SGL公司和日本东丽公司[4-8]是商业化炭纸的供应商。日本东丽公司采用五步法制备炭纸,分别为湿法造纸、树脂浸渍、热压固化、热处理以及表面处理,其中表面处理的主要目的是优化基底层炭纸的表面性能及孔结构。近年来通过在炭纸表面构筑微孔层来调控GDL孔结构已成为研究热点。由于燃料电池内部不同区域的工作条件不同,所以GDL需兼具亲水孔和疏水孔才能更好地控制燃料电池中的气液传递,通过调控炭粉、疏水剂和亲水剂的质量比,可在炭纸表面构筑梯度化亲疏水微孔层[9]。文献[10]提供一种孔径可控的微孔层制备方法。上述研究都采用后处理(炭纸表面加载MPL)的方法来控制GDL的孔结构,而忽视炭纸自身的孔结构和表面特性对GDL中气、液传输及其他性能的影响。苏方远等[11]采用电脑模拟计算的方法研究炭纤维长度及排布对其堆积而成的炭纸孔结构的影响。Maheshwari等[12]通过在黏结剂中添加成孔剂来提高最终炭纸制品的孔隙率,但该方法将导致炭纸的力学强度大幅下降。炭纸中的孔是三维立体的,并且在炭纸孔内会发生气、液、固三相相互作用,所以炭纸孔结构的构筑以及孔结构与炭纸性能之间的关系较为复杂,目前这方面仍缺乏系统性研究,制约了炭纸性能的提升。
在研究不同长径比炭纤维对炭纸结构和性能影响规律的基础上,通过混抄的方法制备不同长径比短切炭纤维混抄炭纸。研究不同长径比炭纤维的组成比例对炭纸结构和性能的影响规律,获得较佳的炭纸制备工艺,并将自制炭纸与商业化炭纸进行性能的综合对比。
1 试验部分
1.1 原料
短切炭纤维由中石化上海石油化工股份有限公司提供,单丝直径为7 μm,长度为4、6、10 mm,分别以CF4、CF6和CF10表示;酚醛树脂2605购于济宁华凯树脂有限公司;聚氧化乙烯分散剂、无水乙醇溶剂等购于上海国药化学试剂厂。
1.2 炭纸制备工艺流程
炭纸制备工艺流程如图1所示。在1 000 mL水中,添加8 g聚氧化乙烯分散剂和1 g炭纤维,高速搅拌分散得到抄纸浆料,经过湿法成纸工艺制备炭纤维原纸。将炭纤维原纸在质量分数为8%的酚醛树脂乙醇溶液中浸渍10 min,烘干后进行热压固化(热压压力为8~12 MPa,热压温度为150~180 ℃,热压时间为5~10 min)。最后进行碳化和石墨化处理,工艺条件:以10 ℃/min升温到1 050 ℃并保温10 min(碳化处理);从室温以10 ℃/min的速度升温到2 200 ℃,以5 ℃/min升温到2 800 ℃,停留1 h后冷却至室温(石墨化处理)。混抄炭纸的原料组成如表1所示。

图1 炭纸制备工艺流程图Fig.1 Carbon paper preparation process
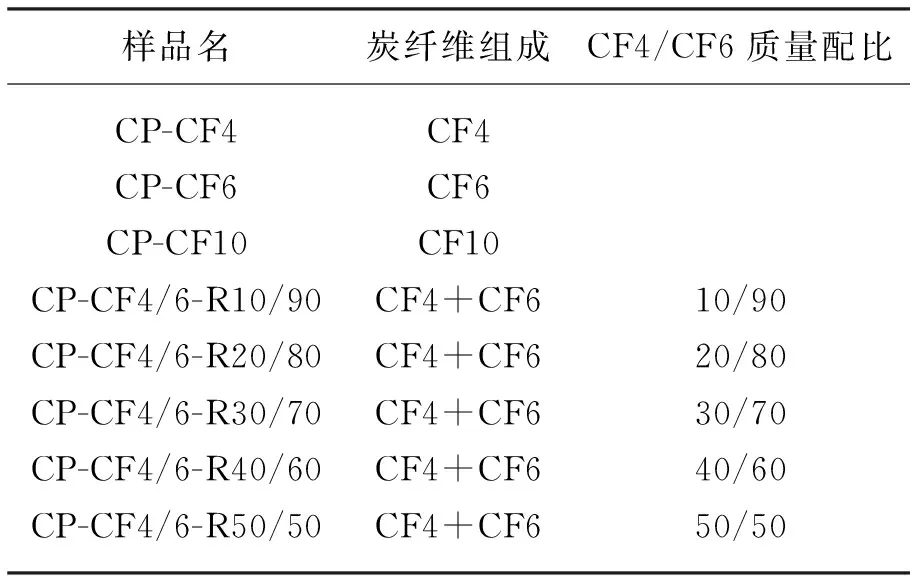
表1 混抄炭纸的原料组成Table 1 Raw material composition of mixed carbon paper
1.3 炭纸结构表征与性能测试
1.3.1 表面形貌
采用SU 8010型场发射扫描电子显微镜观察炭纸孔结构及表面形貌。
1.3.2 晶体结构
采用Rigaku-D/maxγ-A型X射线衍射仪表征炭纸热处理后的晶体结构。石墨层间间距(d002)采用布拉格公式计算,如式(1)所示。
(1)
式中:n为衍射级数,本测试中n为1;λ为X射线入射波长,本测试中λ为0.154 056 nm;θ002为002峰的布拉格衍射角。
石墨化程度是指炭材料的晶体结构接近石墨晶体结构的程度。炭纸的石墨化程度(g)通过Mering and Maire公式计算,如式(2)所示。
(2)
式中:0.344 0为石墨完全无序结构的层间距,nm;0.335 4为石墨单晶的层间距,nm。
1.3.3 结构参数
采用ZHD-4型纸张厚度测定仪测定炭纸厚度,测量10次后取平均值。
炭纸的孔隙率采用干湿比法计算获得,首先将炭纸在60 ℃下烘24 h以排除水分,称其质量(m1),然后将其浸泡于正丁醇中2 h,用滤纸拭去表面多余液体,称其质量(m2),根据式(3)计算炭纸孔隙率(P)。
(3)
式中:ρ为正丁醇密度;V为炭纸体积。
炭纸中树脂炭质量分数采用直接称量法计算得到,如式(4)所示。

(4)
式中:mf为炭纤维的质量;mc为炭纸制品的质量。
采用全自动视频微观接触角测量仪测量炭纸水接触角,将一滴蒸馏水通过毛细针管滴落在炭纸的表面,通过液体和固体表面接触的三相点处拟合切线计算得到水接触角。
1.3.4 导电性能

炭纸法向电阻率(ρTP)采用万用表测试。将炭纸放置在两片铜片之间,铜片上放置质量为500 g的砝码,万用表测得的电阻包括炭纸的电阻(R1)以及铜片和炭纸之间的接触电阻(R2),根据式(5)计算得到法向电阻(RTP)。
(5)
式中:A为炭纸面积。由于测试过程中选用了导电性优良的铜片并施加了压力,所以R2可忽略不计。炭纸的法向电阻率可由式(6)计算。
(6)
1.3.5 透气度和拉伸强度
炭纸透气度参照GB/T 458—2008《纸和纸板 透气度的测定》的葛尓莱法进行测试。
炭纸力学性能通过拉伸强度来表征,根据GB/T 12914—2008《纸和纸板 抗张强度的测定》,采用Instron 5969型电子万能材料试验机进行测试,拉伸速率为2 mm/min。
2 结果与讨论
2.1 单一长径比炭纤维制备的炭纸
2.1.1 孔结构及表面形貌
采用相同质量的炭纤维和同样的成纸面积,通过湿法造纸技术制备炭纸,因此影响炭纸孔结构的因素只有炭纤维的长径比。采用的短切炭纤维直径均为7 μm,通过控制炭纤维短切长度可得到不同长径比的炭纤维。当炭纤维短切长度分别为4、6和10 mm时,炭纤维长径比值分别为571、857和1 429。在浆料中炭纤维用量一致和抄纸面积相同的条件下,对单一长径比炭纤维制成的炭纸来说,当炭纤维长径比增大时,炭纸单位面积内炭纤维的根数将减少,孔隙增大,如图2所示。

图2 炭纸单位面积内的炭纤维根数与炭纤维长径比之间的关系示意图Fig.2 Diagram of the relationship between carbon fiber number per unit area and carbon fiber aspect ratio
由不同单一长径比炭纤维制备的炭纸SEM图如图3所示。由图3可知,当炭纤维长径比从571提升到1 429时,该视场下炭纤维的端头数从40个下降到18个。由此证明,随炭纤维长径比的提升,炭纸单位面积内炭纤维的端头数减少,即炭纤维的根数减少,所以炭纸的厚度将下降。

图3 不同长径比炭纤维制备的炭纸SEM图Fig.3 SEM images of carbon paper prepared by carbon fiber with different aspect ratios
2.1.2 结构参数
不同单一长径比炭纤维制备的炭纸结构参数如表2所示。

表2 不同长径比炭纤维制备的炭纸结构参数Table 2 Structure parameters of carbon paper prepared by carbon fibers with different aspect ratios
由表2可知,当炭纤维长径比从571提升到857时,炭纸的孔隙率从69.3%提升到78.4%。根据上节分析可知,采用长径比值为857的CF6制备的炭纸,单位面积内炭纤维的根数较少,形成的孔隙较大。但随着炭纤维长径比值进一步提升到1 429,其孔隙率反而下降了,这可能是因为CF10的长径比过高,炭纤维在炭纸中分布不均匀。炭纸的表面特性也受到其内部孔结构的影响。由表2可知,随炭纤维长径比的提高,其水接触角逐渐减小。这是因为随着炭纤维长径比的提高,炭纸内部形成的孔隙增大,液滴更容易陷入炭纸内部,使得水接触角减小[13]。此外,由表2可知,随着炭纤维长径比的提高,形成的炭纤维网络孔隙率也提高,在浸渍树脂黏结剂的过程中,炭纸吸纳树脂黏结剂的量会降低,所以炭纸制品中的树脂炭质量分数的总体变化趋势是下降的。CP-CF10内树脂炭质量分数的回升,可能是因为CF10在炭纸中分布不均匀,导致孔结构也不均匀,对于测试的结果有一定影响。
2.1.3 晶体结构
本文所有炭纸制品的热处理工艺完全相同,以CP-CF6为例分析,其在未经热处理、碳化处理和石墨化处理3个阶段的XRD图如图4所示。由图4可以看出:未经热处理的炭纸在2θ为26°处有一个非常微弱的峰,其主要取决于原纸中炭纤维原料的热处理温度;经碳化处理后的炭纸在2θ为26°处有一个宽峰,这是因为炭纤维经过再一次热处理后石墨化程度有一定的提高,并且树脂炭也进行了石墨化转变;经过2 800 ℃石墨化处理的炭纸,在2θ为26°处的衍射峰变得非常尖锐,并且衍射峰向角度增大的方向偏移,晶面间距缩小,由式(2)计算石墨化处理后炭纸的石墨化程度为84.89%。
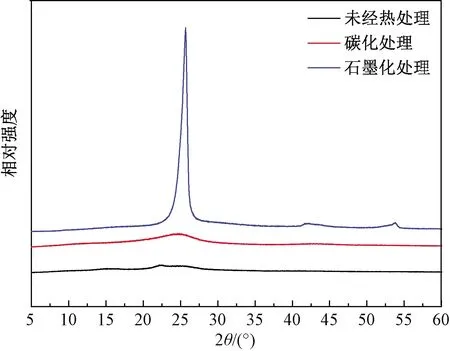
图4 CP-CF6在不同处理阶段的XRD图谱Fig.4 XRD spectra of CP-CF6 at different treatment stages
2.1.4 电学、力学和透气性能
炭纸结构随着炭纤维原料长径比的变化而发生改变,从而影响炭纸的电学、力学和透气性能。不同长径比炭纤维制备的炭纸性能如表3所示。
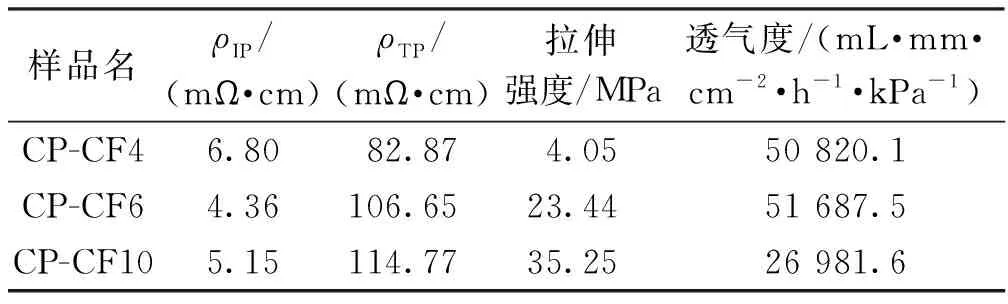
表3 不同长径比炭纤维制备的炭纸性能Table 3 Properties of carbon paper prepared by carbon fiber with different aspect ratios
炭纸的导电性能主要与炭纤维自身的电阻、炭纤维网络密度、炭纤维之间树脂炭搭接和热处理工艺有关。采用完全相同的热处理工艺控制炭纸的石墨化程度,在此基础上讨论炭纤维原料长径比对炭纸法向和面内电阻率的影响。由表3可知,随炭纤维长径比提升,炭纸法向电阻率提高,即炭纸法向导电性变差。这是因为随着炭纤维长径比的提升,炭纸中树脂炭的质量分数从78.8%下降到58.7%(见表2),树脂炭质量分数的减少使得层间炭纤维之间黏结力不足,阻碍了电子传输,所以炭纸法向电阻率提高。炭纸面内电阻率随炭纤维长径比提升则呈先下降后上升的趋势,但总体趋势是下降的。面内电阻受炭纸中炭纤维网络密度和树脂炭产生的接触电阻影响。以CP-CF4为例进行分析,虽然该炭纸的炭纤维网络密度较高,且树脂炭质量分数也较高,因此接触电阻较大,再加上厚度的影响,综合计算得到其面内电阻率较高为6.80 mΩ·cm。所以当炭纤维长径比增大时,单位面积炭纸内炭纤维的根数减少,孔隙率增大,炭纤维网络密度降低,炭纸厚度降低,树脂炭质量分数先降低后增加,炭纸面内电阻率也先降低后升高。
炭纸的拉伸强度主要取决于载荷是否在炭纸中进行有效的传递。由表3可知,随着炭纤维长径比的提高,炭纸的拉伸强度从4.05 MPa提高至35.25 MPa。这是因为随着炭纤维长径比的增大,炭纸中树脂炭质量分数将减少,炭纤维与炭纤维之间的树脂炭黏结点数量也将减少,因此存在强度较弱黏结点的概率会降低,所以炭纸的拉伸强度得到提高。
炭纸的孔结构是影响炭纸透气度的主要因素。随炭纤维长径比的提高,炭纸的厚度减小,孔隙率先增大后减小(见表2),炭纸透气度与孔隙率的变化趋势完全相同(见表3)。厚度越小且孔隙率越大的炭纸,不仅空气穿透炭纸所需经过的通道长度缩短,并且由于孔隙率较高,通过相同体积空气所需时间也越短,所以计算得到炭纸的透气度越高。然而当炭纤维长径比过高时,炭纸的透气度急剧降低。这是因为CF10长径比过高,在炭纤维浆料中分散均匀性差,湿法成纸制备的炭纸均匀性也差,内部通道曲折度大幅提高。通过测量炭纤维原纸4个不同方向的电阻值可间接说明炭纤维在炭纸中分布的均匀性。试验结果表明,采用CF10制备的原纸4个方向测得的电阻值相对标准偏差达到15.17%,均匀性较差,所以透气度较低为26 981.6mL·mm/(cm2·h·kPa)。
综上所述可知,采用单一长径比炭纤维制成炭纸的性能难以满足气体扩散层的性能要求,例如CP-CF4虽然法向电阻率较低,但力学强度非常差。所以有必要将两种不同长径比炭纤维混抄以进一步控制炭纸的孔结构及其性能。
2.2 由长径比值为571和857炭纤维混抄成的炭纸
单一长径比炭纤维制成炭纸的各项性能不完全符合GDL的要求,将长径比值为571和857的炭纤维混抄制备炭纸,研究混抄比例对炭纸结构和性能的影响。与第2.1节中变化规律相似,在浆料中炭纤维用量一致和抄纸面积相同的条件下,对混抄炭纸而言,随CF6(长径比值为857)质量分数增加,单位面积炭纸内炭纤维的根数减少,孔隙率提高,厚度下降,树脂炭质量分数减少,表面水接触角随孔隙率的提高减小了11.8%。混抄炭纸的结构变化使得其性能也发生改变。
与第2.1节中分析相同,单根炭纤维的拉伸强度是非常高的,假设载荷均在炭纤维之间传递,那么炭纸的拉伸强度也会很高。但是炭纸中炭纤维之间需要依靠树脂炭进行黏结,树脂炭的强度非常低,所以可能出现载荷还没转移到炭纤维上时树脂炭就已经开裂的情况,载荷未能进行有效的传递。当CF6质量分数较低时,混抄炭纸中树脂炭质量分数较高,炭纤维与炭纤维之间树脂炭黏结点较多,载荷的转移需要经过多处黏结点,如果其中有一个黏结点强度较低,就可能引起炭纸断裂。此外炭纸拉伸强度的计算方法也对测试结果有一定影响,拉伸强度的计算公式为σ=F/S,当载荷力F保持不变时,相同大小的炭纸样条厚度越小则横截面积也越小,因此计算得到的拉伸强度越大。综合上述分析,随着CF6质量分数的提升,混抄炭纸的厚度减小,树脂炭质量分数降低,炭纤维与炭纤维之间树脂炭黏结点数量减少,出现强度较低黏结点的概率减小,炭纸拉伸强度将提高(见图5)。

图5 混抄炭纸拉伸强度随CF6质量分数的变化Fig.5 Variation of tensile strength of mixed carbon paper with different CF6 mass fractions
石墨单晶的性质具有高度异向性,即在平行基面的方向具有优良的力学性能和导电性能,但垂直于基面的方向其力学性能和导电性较差。由于石墨基面在炭纤维中具有高度的顺向性,因此沿着炭纤维的轴向其导电性能较好,而法向导电性较差,导致炭纸面内电阻率通常比法向电阻率小一个数量级。炭纸的法向电阻率与其内部树脂炭含量密切相关。
长径比值为571和857炭纤维混抄炭纸截面图如图6所示。由图6可以看出,随CF6质量分数提升,包裹炭纤维的树脂炭逐渐减少。树脂炭在炭纸中起到黏结炭纤维及传递电子的作用,树脂炭质量分数的减少,使得炭纸法向电阻率提升(见图7),法向导电性变差。

图6 长径比值为571和857炭纤维混抄炭纸的截面图Fig.6 Cross section morphology of carbon paper mixing carbon fiber with aspect ratios of 571 and 857

图7 混抄炭纸法向电阻率随CF6质量分数的变化Fig.7 Variation of through-plane resistivity of mixed carbon paper with different CF6 mass fractions
混抄炭纸面内电阻率随CF6质量分数的变化如图8所示。由图8可知,随着CF6质量分数的提高,炭纸面内电阻率降低。这是因为随着CF6质量分数提高,单位面积炭纸内炭纤维根数降低,导电网络密度减小,面内电阻增大,但树脂炭质量分数降低,接触电阻减小,并且厚度下降速率更快,所以综合计算得到的面内电阻率减小。

图8 混抄炭纸面内电阻率随CF6质量分数的变化Fig.8 Variation of in-plane resistivity of mixed carbon paper with different CF6 mass fractions
炭纸中的孔具有导气、导液双重功能,不仅可以高效排出反应生成的水,还能使反应气体快速扩散到催化层活性位点,所以炭纸中立体孔结构的构筑十分重要。影响炭纸透气度的因素为炭纸的孔隙率和炭纸内部孔的连通性。炭纸中非贯通孔的含量越高,一定体积空气通过炭纸所需的时间越长,透气度减小[12]。混抄炭纸透气度随CF6质量分数的变化如图9所示。由图9可知,随CF6质量分数的提高,炭纸透气度的变化趋势为先下降后上升。完全采用CF4制备的炭纸透气度较高,这是因为CF4长径比较低,制备得到的炭纸均匀性高,产生非贯通孔的可能性较小,透气度较高。随着高长径比炭纤维CF6的添加,炭纸的均匀性有所降低,炭纸中产生非贯通孔的可能性提高,透气度有所下降。但随着CF6添加量的进一步增加,炭纸孔隙率增大,气体扩散的路径增多,透气度提高。
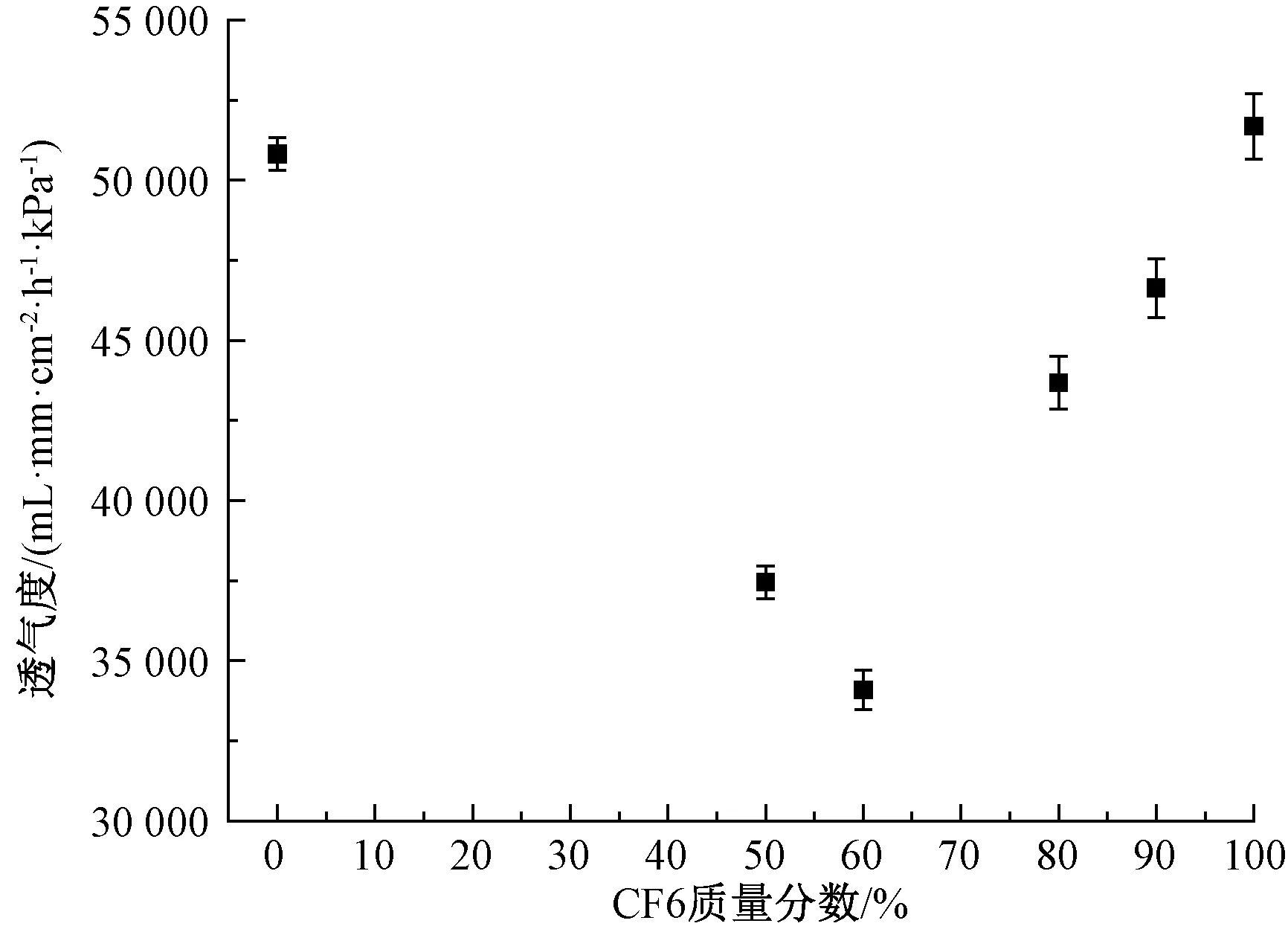
图9 混抄炭纸透气度随CF6质量分数的变化Fig.9 Variation of air permeability of mixed carbon paper with different CF6 mass fractions
2.3 混抄炭纸与商业化炭纸的性能对比
高性能炭纸具有多孔透气性、导电性良好、导热性高、化学稳定性好、耐高温、耐腐蚀等特点。日本东丽公司各个型号炭纸的性能指标:厚度为0.11~0.37 mm;法向电阻率为80 mΩ·cm左右;面内电阻率为4.7~5.8 mΩ·cm;孔隙率为78%~80%;拉伸强度为20~30 MPa。本文采用完全相同的测试方法测得东丽公司商业化炭纸的透气度、导电和力学性能,分别与混抄炭纸这3个方面的性能进行比较,结果如图10所示。由图10可知:混抄炭纸CP-CF4/6-R10/90的透气度和孔隙率与东丽炭纸接近;面内电阻率为3.28 mΩ·cm,其面内导电性能优于东丽炭纸,但法向电阻率和力学强度与东丽炭纸仍具有一定差距,有待进一步改进。

图10 混抄炭纸与商业化炭纸的综合性能对比Fig.10 Comparison of comprehensive performance between mixed carbon paper and commercial carbon paper
3 结 论
(1)炭纤维长径比对炭纸结构和性能具有显著影响。在浆料中炭纤维用量一致和抄纸面积相同的条件下,对单一长径比炭纤维制成的炭纸来说,当炭纤维长径比增大时,单位面积炭纸内炭纤维的根数减少(炭纤维端头数减少),炭纸厚度降低,孔隙率增大,树脂炭质量分数减少,表面接触角减小。炭纸孔结构的变化引起炭纸性能的改变,随着炭纤维长径比的提升,炭纸的法向电阻率和拉伸强度提高,面内电阻率先降低后升高,透气度先增加后降低。
(2)混抄的方法是调控炭纸结构和性能的重要手段。采用不同长径比炭纤维(长径比值分别为571、857的CF4和CF6)制备混抄炭纸,随CF6质量分数增加,其厚度、面内电阻率、树脂炭质量分数与以及水接触角减小,法向电阻率、孔隙率、透气度、拉伸强度增加。当CF4/CF6混合质量比为10/90时,炭纸面内电阻率为3.28 mΩ·cm,法向电阻率为102.3 mΩ·cm,孔隙率为76.26%,透气度为46 636.1 mL·mm/(cm2·h·kPa),水接触角为126.2°,拉伸强度为19.77 MPa,具有较好的性能。
猜你喜欢
纺织标准与质量(2022年1期)2022-07-12
农业工程学报(2022年4期)2022-04-24
中国应急管理科学(2022年1期)2022-04-18
煤田地质与勘探(2022年1期)2022-02-22
科技创新与品牌(2021年6期)2021-08-27
电脑报(2021年25期)2021-08-27
小资CHIC!ELEGANCE(2021年31期)2021-08-16
地震研究(2021年1期)2021-04-13
科技创新与品牌(2020年8期)2020-09-29
科学导报·科学工程与电力(2019年12期)2019-10-20
