
外覆盖件转角翻边问题探讨
2021-12-06 07:18吴雄伟吴志兵谢国文李钊文
模具工业 2021年11期
吴雄伟,蒋 吉,吴志兵,谢国文,李钊文,杨 建
(广州汽车集团股份有限公司 汽车工程研究院,广东 广州 511434)
0 引言
外覆盖件作为白车身的重要组成部分,其制造品质对整车影响较大。部分外覆盖件翻边法兰无塑件包裹,电泳油漆或连接工艺搭接装配件后常作为A级或B级面存在,对其外观影响较大。现以某外覆盖件外露转角为研究对象,基于AutoForm分析软件,构建工艺模型进行仿真分析,在CAE工艺模型的基础上,实物试制验证并持续量产,基于分析验证结果,给出零件设计约束,为后续其他车型转角设计提供参考。
1 零件结构
某外覆盖件转角压缩类翻边结构如图1所示,外表面夹角为137°,翻边高度为8~12 mm,圆角为R30 mm,翻边夹角为105°。

图1 覆盖件转角压缩类翻边结构
压缩类翻边结构成形过程中易产生材料堆叠 起皱现象,受装配件搭接约束,翻边型面平面度要求较高,因此给工艺设计带来较大难度。覆盖件翻边结构如图2所示,为伸长类翻边,外观面夹角、转角圆角及翻边面夹角与压缩类数值一致。伸长类翻边因圆角小,容易产生翻边缺料引起零件开裂。
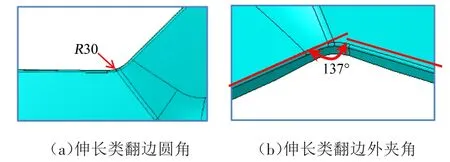
图2 覆盖件转角伸长类翻边结构
2 工艺分析
为保证法兰面品质及R角的光顺性,零件采用正翻边工艺。
2.1 常规翻边
常规翻边方案如图3所示,左侧为拉深工艺补充形式,右侧为正翻边刀块刃入截面形式。为保证圆角的光顺性,一般工序①拉深时,先成形圆角的一半,后工序再翻边到位,常用于伸长类翻边。
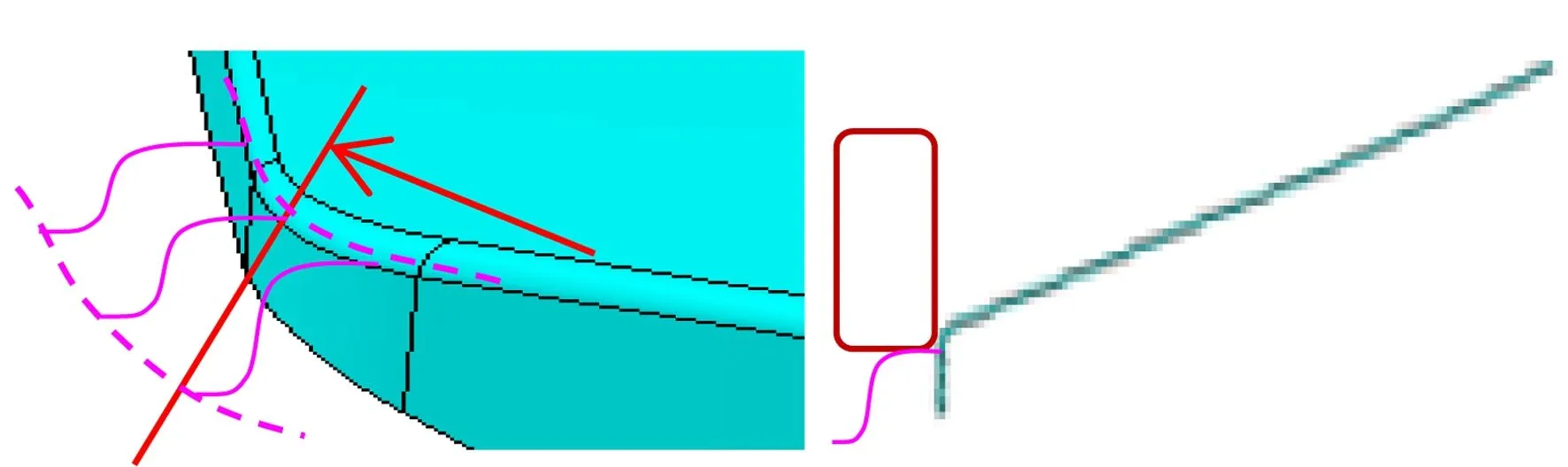
图3 常规翻边截面
2.2 夹料翻边
为保证零件转角位置翻边面的平面度,也可选择夹料翻边,截面如图4所示。圆角翻边过程中,四周材料容易失稳起皱。增加压板夹持,抑制材料失稳,可以使材料呈双向拉伸趋势,改善成形品质,通常应用在压缩类翻边结构中。
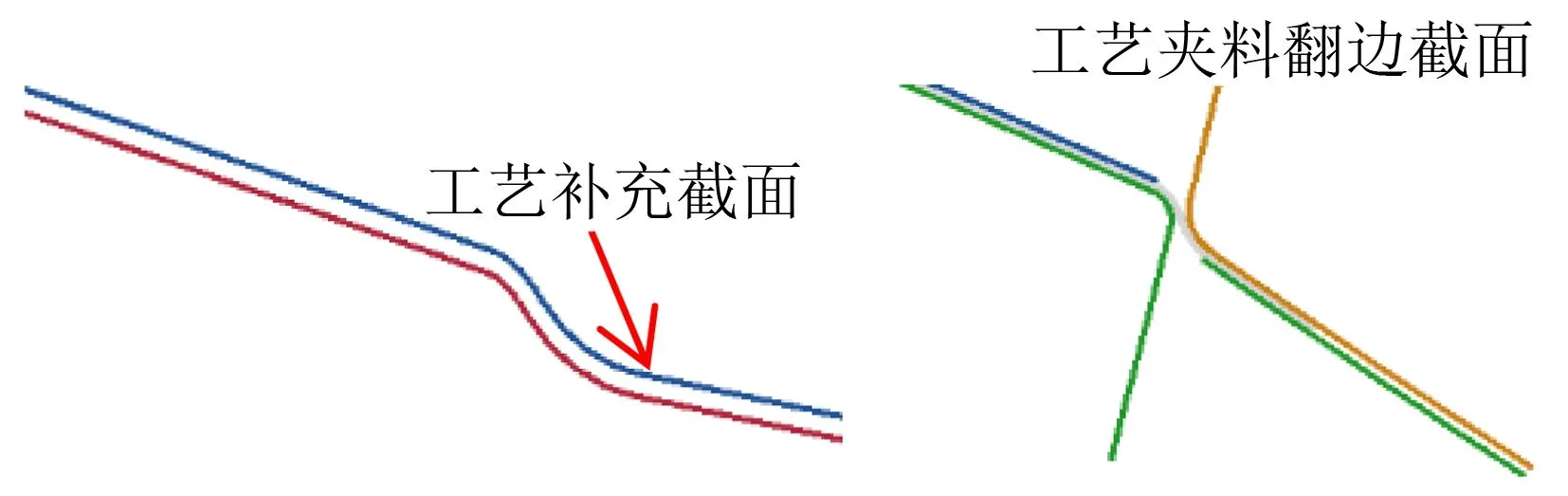
图4 夹料翻边截面
2.3 CAE仿真分析
基于上述工艺方案,进行CAE模型仿真分析。材料采用外覆盖件常用的DC53+ZF,材料参数模型如图5所示,网格划分及参数设置如表1所示。
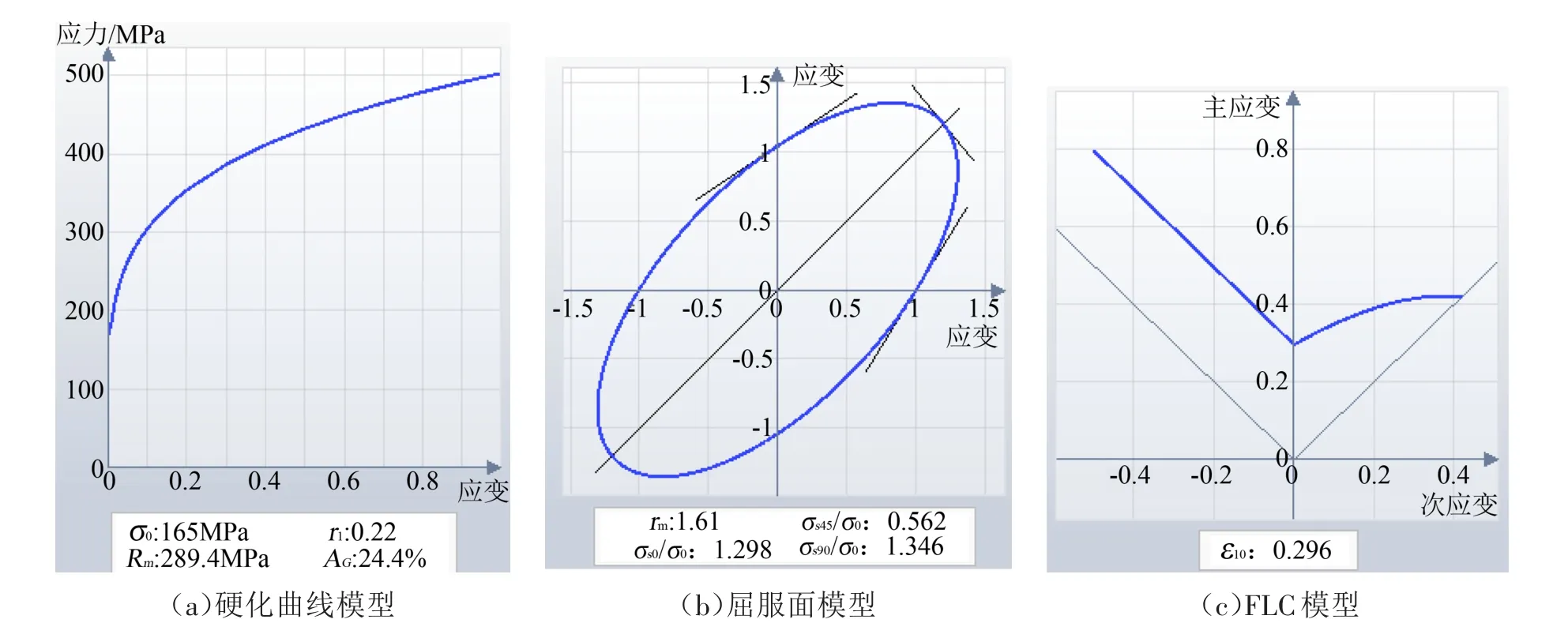
图5 材料参数模型

表1 网格参数设置
完成工艺模型创建及网格划分设置后,提交计算,完成仿真分析,压缩类翻边结构方案分析结果如图6所示。图6中浅色为成形充分;灰色为成形不充分,深色为成形增厚。
从图6可以看出,压缩类夹料翻边仿真结果在浅色成形充分区域的长度比常规翻边的长度长,增加的夹料压板给自由状态的板料施加一个抵抗压缩变形的力,使转角位置成形更加充分。
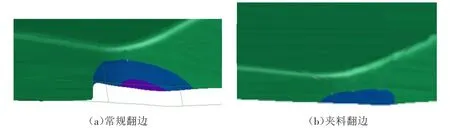
图6 压缩类翻边CAE分析
伸长类翻边分析结果如图7所示,常规翻边减薄率最大为9.3%,夹料翻边减薄率最大为16.5%,伸长类翻边板料成形变形充分,因此常规翻边材料减薄率比夹料翻边减薄率小,在伸长类翻边结构下,转角翻边相同位置夹料翻边比常规翻边减薄率高5%~7%,翻边型面较为平整,2种工艺形式均可以满足成形品质需求。

图7 伸长类翻边CAE云图
2.4 变量模型搭建
为了进一步验证零件设计约束,构建不同的翻边圆角、翻边高度及夹角模型进行常规翻边方案仿真分析,分析结果如表2所示。表2中浅色为成形充分区域;深色为成形不充分区域。
从表2可看出,不同条件下的压缩类翻边,CAE成形状态存在一定差异,主要体现为边部拉深不充分,有可能影响零件的成形品质,需开模取样评估。从表2还可以看出,不同零件结构条件下的伸长类翻边,成形较好,无开裂起皱风险。
3 生产验证
综合考虑软件精确度、成本、生产周期后,实物验证主要搭载当前数据结构夹料翻边R30 mm、常规翻边R30、R20 mm的实物状态。
3.1 模具结构
依据工艺方案,设计拐角R30 mm夹料翻边模具结构,如图8所示,保证前期分析方案与实际制造方案的一致性。常规翻边R20、R30、R40 mm变圆角及变角度模具结构如图9所示,结构变化区域主要通过镶件实现,不同的零件局部结构成形对应不同的镶件,后续通过更换镶件实现变量调试取样。

图8 夹料翻边模具结构
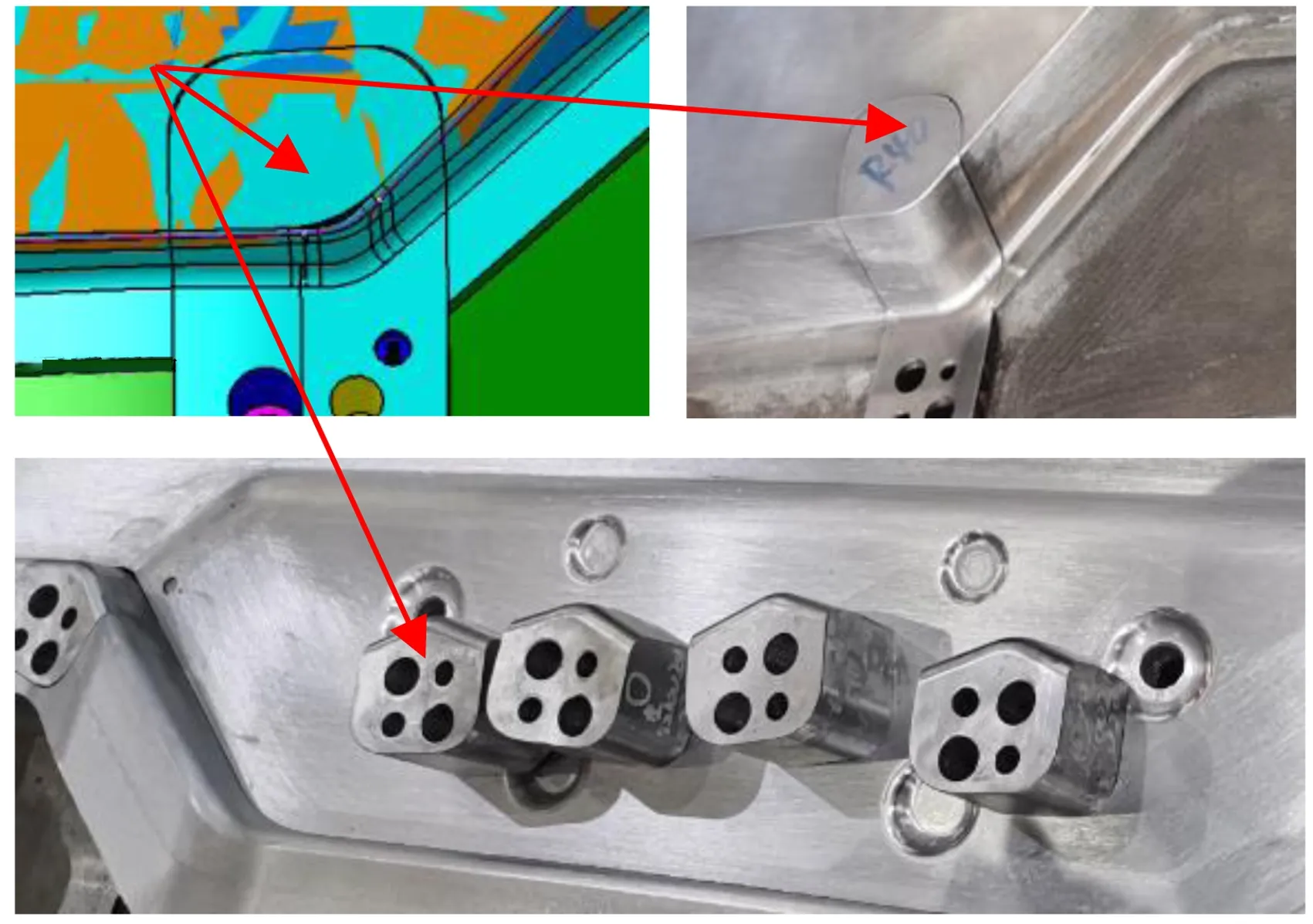
图9 常规翻边镶件结构
3.2 现场取样验证
以CAE仿真工艺参数为参考,上压板依靠氮气缸提供压力源。因翻边局部造型变化,对压板影响不大,可认为是不变量。采用机械压力机及量产恒定,确保验证结果的准确性,翻边工艺方案不同,零件实际取样结果如图10所示。

图10 不同翻边工艺方案实物取样结果
综合图10实物结果及表2的CAE分析结果可以看出,翻边成形分析与实物取样结果基本一致。成形不充分区域在FLD云图中显示为深色,实物取样有可见皱褶,品质不良。压缩拐角夹料翻边比常规翻边方案尾部皱褶区域短,成形品质更好。调整常规翻边工艺,模具零件间采用负间隙,强压压平端部,可使常规翻边与夹料翻边同等品质,但长时间使用,对模具零件损伤较大,不利于保养。压缩类不同圆角及夹角,零件取样结果如图11所示。

图11 工序④压料板闭合时圆角发生变形
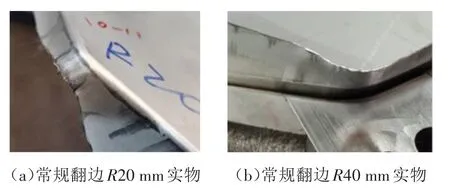
图11 压缩类零件取样结果
伸长类不同圆角及夹角,零件取样结果如图12所示,对比R20、R40 mm及变夹角常规翻边结果,成形品质基本一致。

图12 伸长类零件取样结果
伸长类翻边不同工艺方案对比如图13所示,主要对比R30 mm夹料翻边及常规翻边的结果。综合CAE及实物取样结果,翻边无开裂及起皱等现象,零件品质较好。经过多轮CAE对比,针对压缩类转角翻边,依照表3所示翻边角度、高度、夹角选取,可解决转角起皱问题,满足生产需求。

表3 压缩类转角翻边参数选取
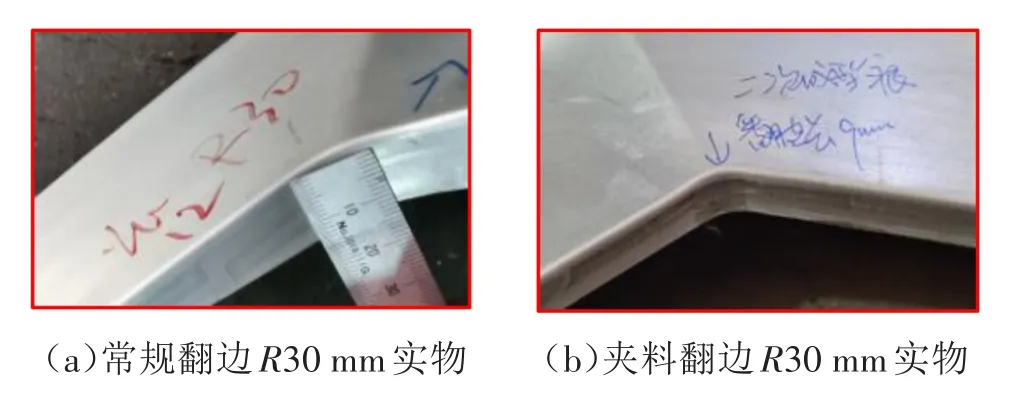
图13 不同翻边工艺方案实物取样结果
4 结束语
通过CAE及实物验证对比分析,论述某外覆盖件拐角采取不同翻边工艺方案得到零件的成形状态,结论如下。
(1)针对压缩类转角翻边,优先考虑夹料翻边,其次考虑负间隙夹角翻边,常规无压料翻边1个料厚的模具零件间隙,无法满足转角翻边生产需求。
(2)在满足压缩类转角翻边品质条件下,相同位置的伸长类翻边装配件,成形品质无风险。对伸长类翻边零件,建议优先考虑常规翻边方案,不采用夹料翻边。
猜你喜欢
防爆电机(2022年2期)2022-04-26
内燃机与动力装置(2021年2期)2021-04-23
语数外学习·高中版上旬(2020年8期)2020-09-10
小资CHIC!ELEGANCE(2019年20期)2019-07-02
新高考·高一数学(2019年1期)2019-04-15
现代职业教育·职业培训(2019年10期)2019-01-06
中学生数理化(高中版.高一使用)(2018年5期)2018-06-04
中国建筑金属结构(2018年4期)2018-05-23
新高考·高二数学(2017年8期)2018-03-13
电脑爱好者(2016年4期)2016-03-08
