螺杆式压缩机进出口配管无应力施工研究
2021-12-03 13:20简海峰广州维港环保科技有限公司
环球市场 2021年32期
简海峰 广州维港环保科技有限公司
螺杆压缩机最早于1878 年由德国人H.Krigar 提出,经过近一个世纪的论证与研发终于在二十世纪五六十年代分别有了第一台无油、有油螺杆压缩机问世。
螺杆压缩机工作分为气体的吸收整合、气体的运输管理、气体的释放管理,在具体实施操作的时候要注重协调好各个系统的连接问题,在各个转子连接的时候采取必要的措施来缩小转子之间的空间距离,在有限的空间内来确保气体的顺利排放。作为容积式压缩机之一的螺杆压缩机是较典型的动设备,其运行过程中会因为螺杆运转、空气增压升温及排气等内部因素及配管应力、空气流速过高等外部因素产生振动,而设备振动又会反作用于管道,增大管路的应力。为了设备的正常稳定运行,除了增设减震垫等规范合理的设备安装外,其外部配管的合理性也至关重要。
一、螺杆压缩机配管应力过大的危害及无应力配管的基本要求
螺杆压缩机外接钢管如果应力过大,在设备运行时随着设备的震动可能导致如下三个不利后果:①钢管承内压能力降低,突破设计压力甚至工作压力临界点,则配管失败,管路不可用;②焊缝处应力过大产生脆裂,压缩空气泄露甚至局部爆破,会产生安全事故;③管道应力反作用与设备,使设备局部变形或增大轴承摩擦,缩短设备使用寿命。
因此,螺杆压缩机必须进行无应力配管,综合石化、精细化工、环保等行业内螺杆压缩机配管经验,归纳要点如下:
第一,螺杆压缩机内部的水、油、气路管道安装需要符合专业的金属管道施工标准和施工规范。另外内部油路管线还需满足:①管线焊接接头要选择使用氩弧焊的方式来进行打底处理。②回油管线需要坡向油箱,坡度倾斜度设置不低于4%。③管道实施酸化和钝化处理,在处理合格之后使用压缩空气吹干,封闭管口。水路气路管道焊后也需试压、冲洗及吹扫。
第二,管道的布置要能保证螺杆压缩机机组震动位移量能够实现在管道内的自由收缩变化。管道安装顺序自压缩机往静设备,先设支撑后架管确保管阀重量及附加力矩不作用于设备;管阀及支架设置完毕应卸下法兰的连接螺栓确认自由状态下两片法兰对齐,偏差量符合规定值,之后再上螺栓螺母。
第三,螺杆压缩机与外部管道连接完毕后,需要相关人员对设备机壳和联轴器的震动情况进行监测分析,其数值应满足API670 要求。
在开展空压机系统空气管路配管操作的时候要着重注意以下几个问题:第一,主要线路的配管操作,各个管路之间要保持一度到两度的倾斜度。保持这样倾斜度的目的是方便管路中的冷凝水顺利排出。在具体实施操作的时候,配管管路压力如果需要降低,其最低的降低程度不能够大于最开始设定压力的5%比例。另外,在开展配管操作的时候要尽可能的选择较大的管径。第二,支线管路在设计的时候要能够保障其在顶端顺利接出,目的是在这个工过程中避免凝结的水进入到工作机器中,并在压缩机的空气出口位置上设置单向阀门。第三,需要在主要管路的末端额外设置球阀,目的是促进冷凝水的排放。第四,主管路不能够随意缩小,如果有必要需要在缩小或者放大管路之后使用渐缩管。第五,在压缩处理之后还需要根据实际情况选择在储气罐的上面设置一些净化装置,净化装置本身要能够实现气体和水分的分离处理,分离之后的气体能够更好的完成一系列的过滤操作。第六,如果空气量很大且时间较短,瞬时使用的气量较大,需要额外安装一个储气罐来作为缓冲的力量,通过这样的方式能够减少压缩机组频繁添加荷载的次数,由此来减少控制元件的次数,促进压缩机的平稳运行。
二、工程概述
本文所研究的危废焚烧项目采取SA160双螺杆水冷式微油压缩机,压缩机为整体撬装模块,含进气排气风道、水冷器、油冷器、电机、油气分离器等,额定的功率为160KW,额定的转动速度为每分钟1490rpm,出气口和压缩机本体连接线有水平和竖直两种朝向。
三、螺杆压缩机的施工工艺分析
(一)垂直方向管线无应力安装
1.接管顺序的确认
螺杆压缩机垂直立管道安装如图1 所示,根据图一发现,立管法兰到三号焊接口之间的管段属于封闭管段1,二三号焊接口都是同心异径管,和上部分的直管段预制完成。三号焊接口和六号焊接口之间有2 号封闭管段,垂直90 度的弯头和垂直45 度的弯头会连接在一起,在连接之后还会和其他水平管段连接在一起,四号和五号焊口预制完成之后,六号焊口会和其他水平管段的管线连接在一起。三号和六号焊口为连头固定口,在具体实施操作的时候会优先安装封闭管段1,之后安装封闭管段2,先焊接管口3,再焊接管口6。
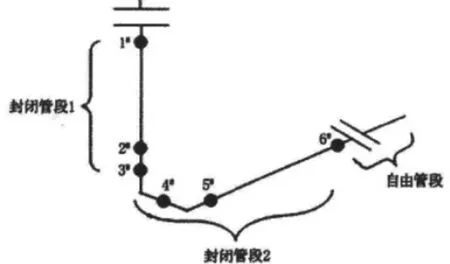
图1 垂直管道单线示意图
2.封闭管段1 的管道安装
按照常规方式进行安装,具体顺序为先支架、吊装、组对,寻找正上下法兰的螺栓孔中心,在寻找到螺栓孔中心之后,先对称安装一对直径小于法兰螺栓孔的0.05mm 到0.1mm 的销钉,完成定位,而后在之后间隔插入六个连接螺栓,将管道法兰临时连接在螺杆压缩机的进出口法兰上。
将立管段放置在支撑垫铁上,通过调整垫铁来控制两个法兰之间的间隔距离,将法兰之间的间隔距离控制在3mm 左右,这个期间螺栓孔内部的螺栓要能够自由松动,在找到适合点之后调整垫铁,将立管段固定在支撑架上。
3.封闭管段2 的管道安装和3 号焊口的焊接
第一,封闭管段2 的安装要充分参照封闭管段1 的基准,优先进行组队,调整好组对之后使六号管线口组对间隔缝隙保持在3mm。第二,考虑到三号焊接口施工形变对六号焊接口组对的影响,在组对六号焊接口的时候需要沿着垂直向下的方向预留2mm的错边量,水平方向对齐。
4.封闭管段6 的组对焊接施工
在压缩机的机座位置上放置四个测量轴向位移和横向位移百分表,两个用来监测联轴器同心度变化的百分表。定位点焊六号焊口,立管段使用弹簧支架来支撑重量。在对六号焊口实施焊接操作的时候可以安排两名施工人员同时进行焊接,交叉对称进行,焊接速度要始终保持在一致的状态,在焊接的过中需要随时检测压缩机本体的法兰和立管端口法兰的平行度和横纵中心对称度。
(二)水平方向管线的无应力安装
1.管道组对
第一,压缩机进出口管道配管安装质量和压缩机安装精准度存在密切的关联,在管道组对焊接施工完成之后要保证任何外力都不能够作用在压缩机上,由此来保证压缩机的平稳运行。第二,螺杆压缩机水平管道安装如图2 所示,根据图2 发现,四号焊口到管道的法兰被称作是封闭管段,四号焊接口到其他设备管道为自由管段,封闭管段需要在机组找正、找平之后进行安装。

图2 水平管道安装图
2.管道焊接
第一,封闭管段的最后组对焊接接口进行选择,选择的参照标准焊接应力会对机组表现出较强、较灵敏的响应,从而能够更为直接、方便的调整附加外力。第二,管道焊接组对是保证管道对压缩机不产生应力的关键。第三,管道工艺和机组焊接的时候需要采取积极的措施检查确认各个管道的应力情况。第四,配管的时候要以压缩机作为本体法兰标准来进行测量,在计算长度的时候需要充分考虑配管打磨和焊接收缩的剩余量。第五,压缩机进出管道和法兰要进行八等分焊接连接。第六,在点焊位置固定之后撤离临时性支撑,再次测试压缩机本体法兰和配对法兰的同心度、平行情况。
3.软连接设置
研究项目中有一台压缩机水平出气口与缓冲储气罐距离较近,且压缩机出气口与储气罐进气口同标高,硬连后柔性不足,激振频率与固有频率非常靠近,设备与管道振动较大,后经改造在压缩机出口法兰处加装一截200mm 长金属软管,在水平管的平台支托与管道之间增设了3mm 厚的橡胶垫板,彻底解决了管道共振问题。
四、结束语
综上所述,通过对螺杆压缩机无应力配管工程施工分析讨论,提出了水平方向、垂直方向两种焊接无应力施工方式及增设软连接消减应力方式,几种方案均在项目中得到实际应用并取得良好效果,有效提升了螺杆压缩机的安装质量,改善了设备运行工况,值得广泛推广。
猜你喜欢
设备管理与维修(2022年19期)2023-01-03
新型工业化(2022年6期)2022-09-07
同济大学学报(自然科学版)(2022年3期)2022-03-18
建材发展导向(2021年16期)2021-10-12
石油管材与仪器(2020年2期)2020-05-11
船海工程(2019年6期)2019-12-25
科技风(2018年9期)2018-05-14
大陆桥视野·下(2017年12期)2017-11-29
建筑建材装饰(2017年4期)2017-05-31
山东工业技术(2016年15期)2016-12-01