
原料乳加工过程中嗜冷菌研究进展
2021-06-30 00:59:22张雅婷张虹玉赛乃瓦尔艾合坦木夏永军艾连中熊智强
工业微生物 2021年3期
张 峰,张雅婷,张虹玉,赛乃瓦尔·艾合坦木,夏永军,艾连中,熊智强
上海理工大学医疗器械与食品学院,上海食品微生物工程研究中心,上海 200093
国际乳业联合会提出,7 ℃以下能生长的细菌为低温菌,而20 ℃以下能够繁殖的细菌为嗜冷菌[1]。嗜冷菌在原料乳低温贮藏、加工运输过程中广泛存在。原料乳作为奶粉、成品奶和奶酪等乳制品生产的基本原料,其在生产和加工中的质量问题尤为突出。原料乳污染最常发生在灌装和低温储存过程中,而机器上冷凝水和灌装机不清洁也易造成牛奶污染[2]。原料乳中假单胞菌等嗜冷菌产生的耐热蛋白酶和脂肪酶[3],会水解牛奶中的乳清蛋白、牛血清白蛋白、酪蛋白和甘油三脂,导致牛奶品质显著下降。本文针对嗜冷菌及胞外酶的检测和影响机制展开综述,为原料乳中嗜冷菌及胞外产物的控制提供理论依据。
1 原料乳加工期间常见嗜冷菌
由于奶牛乳房、挤奶设备和挤奶室环境存在微生物[4],原料乳极易受到嗜冷菌等微生物的污染(表1)。雷鸣等[5]通过16S rRNA高通量测序发现原料乳中嗜冷菌以黄杆菌属、假单胞菌属、不动杆菌属和嗜冷杆菌属为主,其中假单胞菌属是危害最大的嗜冷菌。原料乳在加工时同样存在污染,如巴杀奶发生在灌装作业中的污染,以假单胞菌为主[6]。我们课题组采用变性梯度凝胶电泳和高通量测序分析婴幼儿配方奶粉生产过程中细菌群落结构变化和分布,发现原料乳阶段主要的微生物污染为假单胞菌属,而奶粉产品中主要菌群为乳球菌属、链球菌属、栖热菌属、不动杆菌属和拟杆菌属[7]。乳清干酪也容易受假单胞菌等嗜冷菌的二次污染,主要是工厂包装过程的人工污染[8]。原料乳中主要微生物为假单胞菌,而经巴氏杀菌后地衣杆菌的比例显著增加,其次为乳球菌和链球菌。

表1 原料乳加工过程中常见的微生物污染源
2 嗜冷菌在原料乳加工过程中的影响
嗜冷菌污染在原料乳加工中普遍存在,危害主要表现为嗜冷菌产生具有耐热性胞外酶,能水解牛奶中蛋白质、脂肪和磷脂等营养物质。特别是牛奶储藏时间过长或者高温杀菌后温度没有及时降低,嗜冷菌快速生长并产生大量蛋白酶、脂肪酶和磷脂酶,它们能分解乳制品中的脂肪、蛋白质和卵磷脂,导致产品凝结、分层、产生苦味等不良性状,严重影响产品货架期[9]。
2.1 脂肪酶对原料乳影响
嗜冷菌所产脂肪酶按照家族分为八个家族I、II(GSDL)、III、IV(HSL)、V、VI、VII和VIII,其最大家族I分为六个亚家族[10]。脂肪酶属于水解酶类,作用于羧酸酯的酯键,三酰基甘油作为底物水解成脂肪酸,二酰基甘油,单酰基甘油和甘油,导致腐臭、酸败或肥皂味[11]。它们大多对三酰甘油的sn-1和sn-3位置具有特异性,但对二酰甘油和单酰基甘油的水解速度比三酰甘油快。脂肪酶除水解三酰基甘油外,还能够催化氧化酯化产生酯交换、酸解、醇解及氨解等反应[12]。嗜冷菌所产脂肪酶对包裹脂肪球的脂肪球膜进行破坏,使其失去对脂肪的保护作用,严重破坏乳制品中的脂肪[13]。假单胞菌、黄杆菌和不动杆菌[14]是原料乳中脂肪水解能力较强的嗜冷菌。多数假单胞菌脂肪酶可抵抗奶制品工业中的巴氏杀菌和UHT处理。特别是嗜冷菌所产耐热脂肪酶在130 ℃ 15 s商业高温灭菌后仍能保持活性,导致乳脂脂解和酸败,生成大量游离脂肪酸。
2.2 蛋白酶对原料乳的影响
耐热蛋白酶能够水解a-casein 和β-casein,破坏乳脂肪球和酪蛋白表面结构,引起脂肪与脂肪、脂肪与酪蛋白结合并聚集,形成小薄片浮于奶上层[15]。嗜冷菌蛋白酶具有高热稳定性和强复性能力,在高温处理后,没有完全灭活的蛋白酶分子可以重新折叠形成具有空间活动的螺旋结构[16]。乳品保藏过程中蛋白酶会分解蛋白质,导致乳品感官品质和物理环境化学结构性质变化,降低乳品营养价值,缩短产品保质期。蛋白酶与牛奶中苦味、UHT奶凝胶化密切相关。由aprX基因编码的蛋白酶具有非常好的热稳定性。WOODS等[17]发现aprX-inh-aprDEF-prtAB-lipA构成一个独立转录单位,通过构建突变体和aprX定量分析确定每个基因的功能。MAIER等[18]研究发现假单胞菌属有22种aprX-lipA2操纵子,而含prtAB 的I型操纵子结构菌株大部分蛋白水解活性最高。而假单胞中aprX-LipA2基因簇主要以I、II、III和VI类型存在(图1),带有prtAB的I型操纵子(aprXIDEFprtABlipA2)显示出最强的蛋白水解活性,但目前为止未发现PrtAB具有活性。具有II型操纵子结构 (AprXIDEFlipA2)被认为是低酶活菌株。具有III型操纵子(aprXIDEFprtABlipA1A2),在prtAB的下游有一个脂肪酶基因(lipA1),但蛋白水解活性比I型低。具有VI型结构的分离株(aprXIDEF∥prtAB)对蛋白水解潜力较大,酶活从低到高都存在,而不含aprX-lipA2基因簇的菌株都不具有酶活。
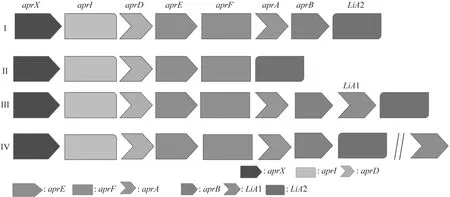
双斜杠(∥)表示基因簇被分隔图1 假单胞菌蛋白酶常见的基因类型
2.3 磷脂酶对原料乳的影响
磷脂在稳定乳脂球中起关键作用,磷脂酶降低乳脂球膜的完整性,促进天然脂肪酶脂解作用。乳制品的“奶油味”通常由卵磷脂酶活性引起[19]。目前研究最多的是磷脂酶C,它分为溶血和非溶血性,且耐热性非常好。VITHANAGE等[20]在原料乳中检测到假单胞菌属,芽孢杆菌属,沙雷氏菌属,哈夫尼亚属,不动杆菌属和微细菌属中磷脂酶C活性,约25%菌株140 ℃热处理4 s后还保留50%~75%的活性。KOKA等[21]发现嗜冷菌产生的磷脂酶能耐受巴氏杀菌和UHT处理,导致牛奶变质。因此,在加工过程中应尽可能减少乳制品中残留的磷脂酶活性。
2.4 毒素对原料乳的影响
原料乳中毒素主要由芽孢杆菌等嗜冷菌产生,毒素影响原料乳品质且潜在危害人体健康。例如,SAMARIJA等[22]从乳品生产链中分离的嗜冷菌等菌株本身不具有致病性,但适宜条件下能够产生肠毒素、外毒素和蛋白质分泌系统毒素等致病因子,导致致病性。MIKKOLA等[23]分离出地衣芽孢杆菌毒素,鉴定为地衣素A,是一种环状内酯七肽,其3-羟基脂肪酸的长度为13~15个碳原子。NIEMINEN等[24]从牛乳汁中分离出短小芽孢杆菌和地衣芽孢杆菌等菌株,其产生的毒素热稳定性好,可溶于甲醇,不属于蛋白质。短小芽孢杆菌和地衣芽孢杆菌不但能产生毒素,还能以孢子形式在巴氏杀菌和其它商业热处理中存活,而这些微生物的来源可能是有乳腺炎病史的奶牛,含有这些细菌的牛奶甚至会对奶粉产品安全性造成威胁。
3 原料乳中嗜冷菌及其胞外酶检测
3.1 原料乳中嗜冷菌检测
LAW等[25]研究表明当原料乳中嗜冷菌数低于8×106CFU/mL,UHT乳的货架期约为六个月;但嗜冷菌数达5.0×107CFU/mL时,UHT乳仅12 d就会陈化凝胶。为保证乳产品的保质期,原料乳中嗜冷菌的检测尤其重要。国标SN/T 2552.4-2010中嗜冷菌检测方法是将原料乳在6.5 ℃下培养10 d计数,该方法能够准确计数,但周期过长和只能检测活菌数[26]。VILAR等[27]采用ATP生物荧光法对乳品厂牛奶设备表面细菌数(主要是革兰氏阴性嗜冷菌)进行检测,其结果可作为挤奶设备清洁的依据。MANZANO等[28]建立两种基于嗜冷菌的氨基肽酶检测方法,可2.5 h内对生奶质量进行评估,具有良好相关性,其间接法灵敏度为2×104CFU/mL,满足多数国家规定所需检测水平,且该方法成本低,需要的设备在许多实验室都能满足(如培养箱、恒温浴,离心机和分光光度计等)。国内外关于嗜冷菌快速检测技术已有大量报道(表2)。例如,关晶岩等[29]采用荧光测定方法结果与已知标准菌液浓度复原乳的嗜冷菌平板计数结果一致,检出限低于103CFU/mL,线性范围为103CFU/mL~108CFU/mL,检测时间10 h。XIN等[30]优化一种用于检测生牛奶中脂解性荧光假单胞菌的环介导等温扩增法(LAMP)检测方法,检测限为7.4×101CFU/反应,可以改善原奶耐热脂肪酶的影响。
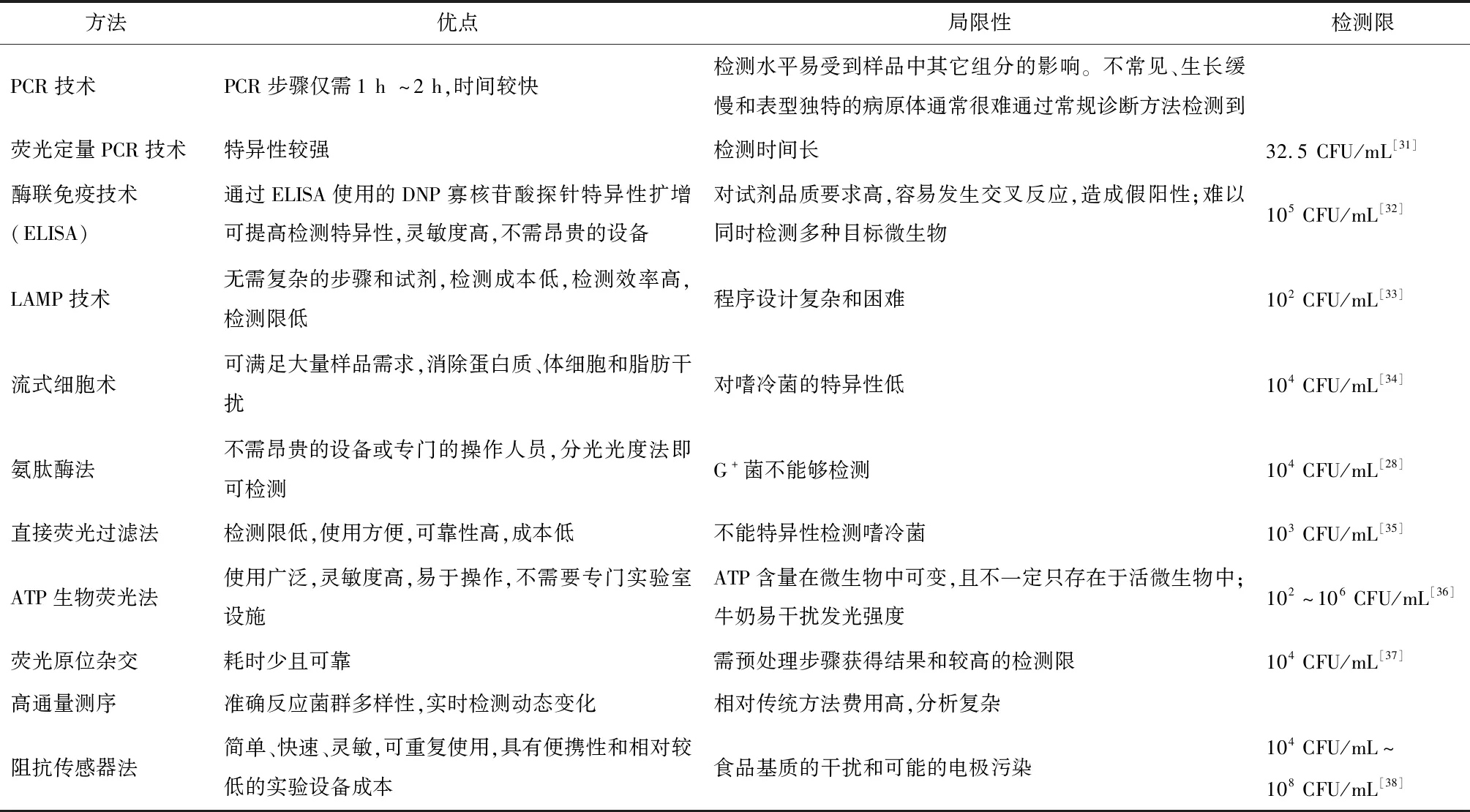
表2 嗜冷菌常见的检测技术
3.2 原料乳中嗜冷菌所产胞外酶检测
为确保乳制品保质期,乳制品中蛋白酶活力检测(表3)至关重要。冯岩等[39]比较甲醛法、茚三酮法、2,4,6-三硝基苯磺酸(TNBS)法及邻苯二甲醛(OPA)法检测碱性蛋白酶水解乳清蛋白的情况,结果表明甲醛法与茚三酮法所测结果偏低,不能准确反映乳清分离蛋白水解液中游离氨基浓度;TNBS法和OPA法的灵敏度都很高,尤其OPA法的显色剂稳定性好,精确度高于TNBS法。ZHANG等[40]使用偶氮酪蛋白法测定牛奶中假单胞菌蛋白质水解活性,结果表明蛋白水解活性随黄油浓度增加而增加,黄油能诱导蛋白水解活性,该方法容易受到乳脂的影响。岳喜庆等[41]也使用该法定量牛乳中蛋白酶活性,检测限为1 U/mL,具有良好的线性关系。此外,实验室常用的GB/T 23527-2009 Folin-酚法,方便简单,刘晶等[42]使用该方法测定原料乳中蛋白酶活力,通过测定蛋白酶活力来对原料奶品质进行分级和评价,结果表明原料乳中嗜冷菌蛋白酶活性与产品长期保存的品质呈负相关。反向液相色谱(RP-HLPC)则更适用于蛋白酶活力精确定量,MERHEB-DINIC等[43]使用RP-HPLC分析粗酶提取物对酪蛋白组分水解活性,结果表明其对酪蛋白组分水解作用较低,但该方法耗时较长,样品较多时不宜适用。
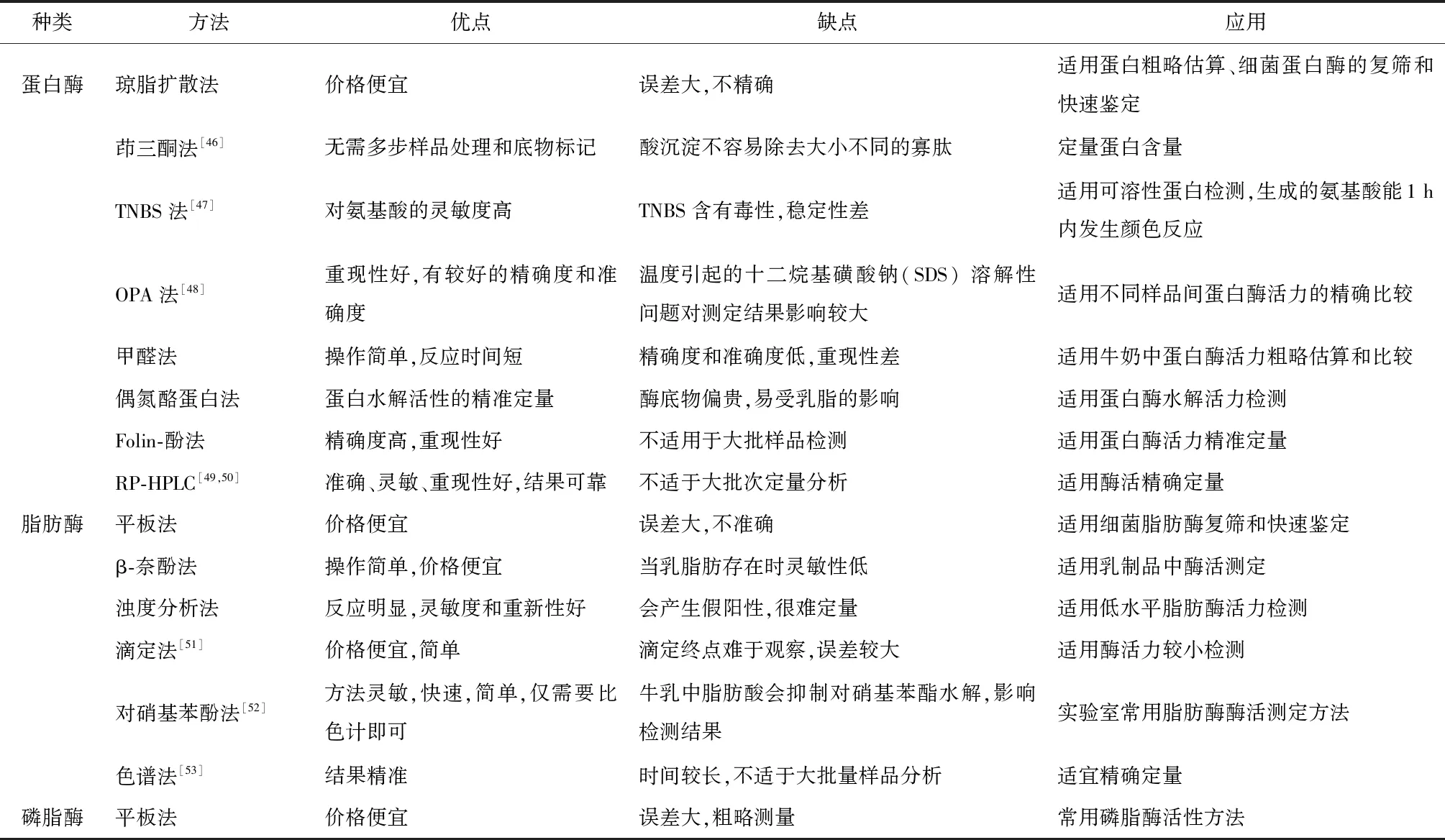
表3 不同酶活力检测方法的比较
原料乳中脂肪酶活力的检测同样重要,BORAN等[44]利用对硝基苯棕榈酸酯(p-NPP)为底物,用分光光度法定量菌株脂肪酶活性,脂肪酶活性在10.03~22.16 U/mL。琼脂扩散法适用于细菌脂肪酶菌株的筛选和粗略测定,β-奈酚法适用于不含乳脂肪样品。江慧芳等[45]比较并改进了滴定法、对硝基苯酚法和铜皂法等三种常用脂肪酶活力测定方法,改进的对硝基苯酚法具有检测快捷、结果稳定等特点,对铜皂法的改进具有毒性小、结果稳定和重复性好等优点。
4 展望
确保乳制品安全加工和延长乳制品保质期是乳品企业控制成本关键因素,但乳品污染是加工生产过程中持续面临的严峻挑战。污染控制措施必须从奶场开始,保证奶场周围和挤奶设备环境清洁、奶牛本身健康性,实时检测奶牛乳腺炎等疾病。更需严格把控原料乳在农场到工厂运输过程的污染,而工厂中好的灌装和包装技术可以限制巴氏杀菌后的污染,在销售和分销过程中控制冷藏温度可以改善,牛奶中嗜冷菌的数量。
目前原料乳中嗜冷菌、蛋白酶和脂肪酶的检测,普遍缺乏特异性,需建立具有针对性的方法,要求操作简单、灵敏度高、成本低廉、结果具有重复性和精确性,适用于工业化大生产,这也将是未来乳品行业需要重点突破的方向。总之,关于处理原料乳污染检测技术及污染治理问题,从奶场到市场对嗜冷菌的控制还需建立一套完整的技术标准和信息链,实时为乳制品安全提供保障。
猜你喜欢
文苑(2018年22期)2018-11-19 02:54:30
中成药(2017年9期)2017-12-19 13:34:21
中华老年口腔医学杂志(2016年2期)2017-01-15 14:24:48
新农业(2016年18期)2016-08-16 03:28:31
国外医药(抗生素分册)(2016年2期)2016-07-12 14:25:01
中国塑料(2016年7期)2016-04-16 05:25:53
西南军医(2016年6期)2016-01-23 02:21:21
现代检验医学杂志(2015年1期)2015-02-06 01:59:05
食品工业科技(2014年23期)2014-03-11 18:19:08
食品工业科技(2014年7期)2014-03-11 18:14:47
