
基于激光三角法的砂轮磨损量检测
2021-06-21 06:58母德强郑金涛司苏美马松彪
长春工业大学学报 2021年3期
母德强, 郑金涛, 司苏美, 马松彪,
赵世彧, 刘金欣, 姚松林, 郝鹏飞
(长春工业大学 机电工程学院, 吉林 长春 130012)
0 引 言
磨削加工是最常用的加工方法之一,在磨削加工中,特别是自动化磨削加工,砂轮表面磨粒不可避免地会产生磨损、脱落,砂轮的加工精度和加工效率也会受到影响,若得不到及时修整,可能会加工出废品。因此,研究快速检测磨床砂轮磨损情况对提高加工效率、磨削质量具有重大意义。
常用的砂轮磨损量检测方法有声发射法[1-6]、光截法[7-10]、液压法[11-12]、气压法[13-15]、激光测距法[16]等,声发射法工作条件要求高,有较多干扰性声发射源,消除干扰源很困难,严重影响评定效果。国内所进行的声波发射法多应用在普通磨床上;光截法主要用于观察磨粒形状及其变动情况;液压法精度低,不能精确测出准确磨损量[12];气压法线性测量范围小,很难应用到实际中[15];激光测距法目前不能有效消除转动误差带来的干扰。
基于激光三角法的砂轮磨损量检测拥有较大的测量区间,并且可以有效地消除转动误差带来的干扰,且具有较高的测量精度。
1 系统组成及其原理
1.1 激光三角测量法工作原理
激光三角测量法原理如图1所示。

图1 激光三角测量法原理
图中:a----参考平面与成像透镜的距离;
b----成像透镜与光电探测器的距离;
θ1----激光与激光打在参考平面漫反射到成像透镜之间的夹角;
θ2----参考平面漫反射到光电探测器的光点与光电探测器之间的夹角;
X1,X2----被测面位移量;

当测量平面在参考平面下方时,由图1可得
(1)
化简式(1)可得
(2)
同理,当测量平面在参考平面上方时,由图1可得
(3)
化简式(3)可得
(4)
根据式(2)和式(4)可以得出实际磨损量X1与X2。
1.2 系统组成
基于激光三角法测量磨床砂轮磨损量方法如图2所示。
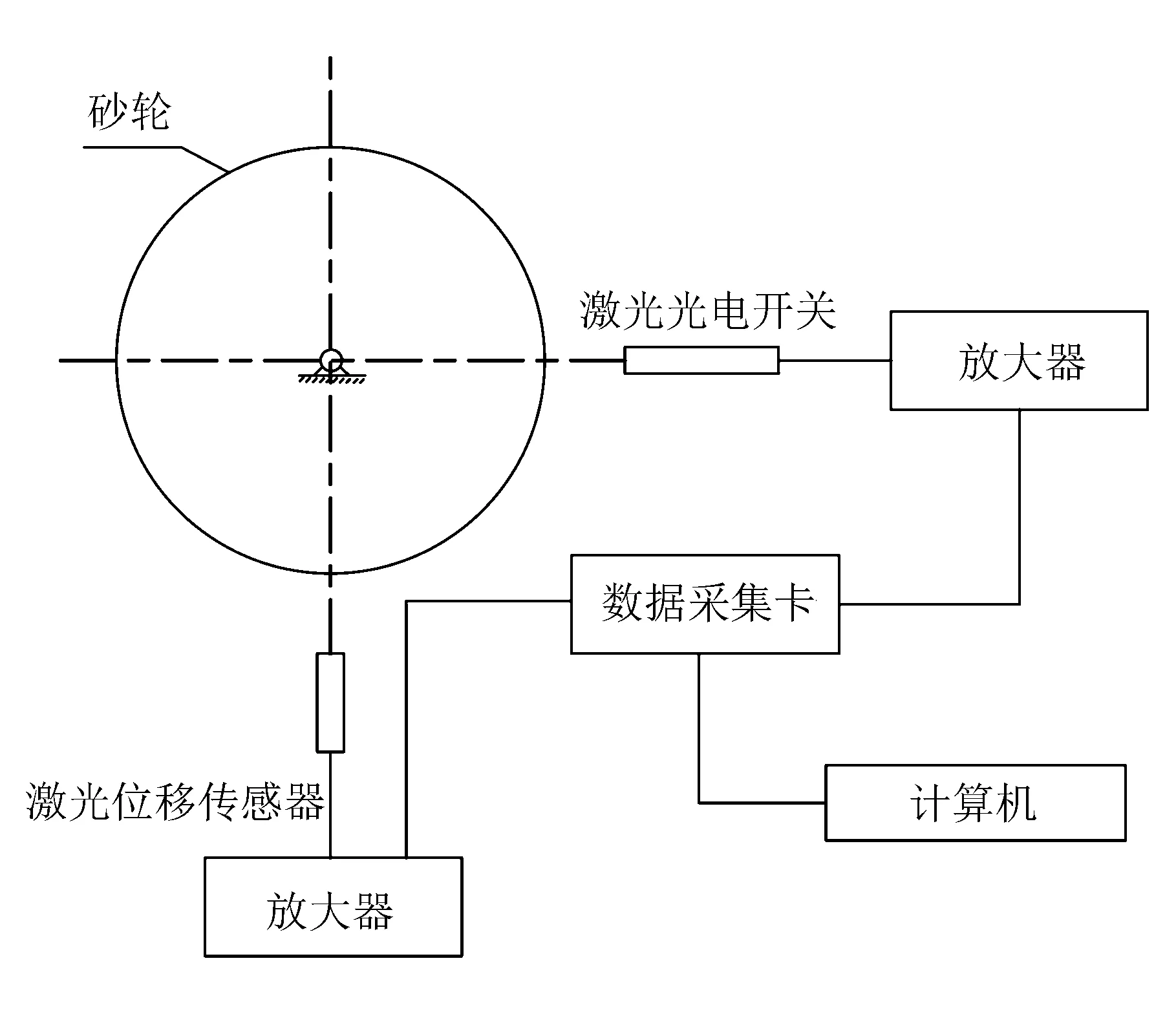
图2 砂轮磨损量检测系统原理
图中激光光电开关用于测量砂轮转速,砂轮下方的激光位移传感器用于测量砂轮磨损量。选用M7130B平面磨床,主要参数见表1。

表1 平面磨床参数
激光位移传感器采用基恩士LK-G30,主要参数见表2。
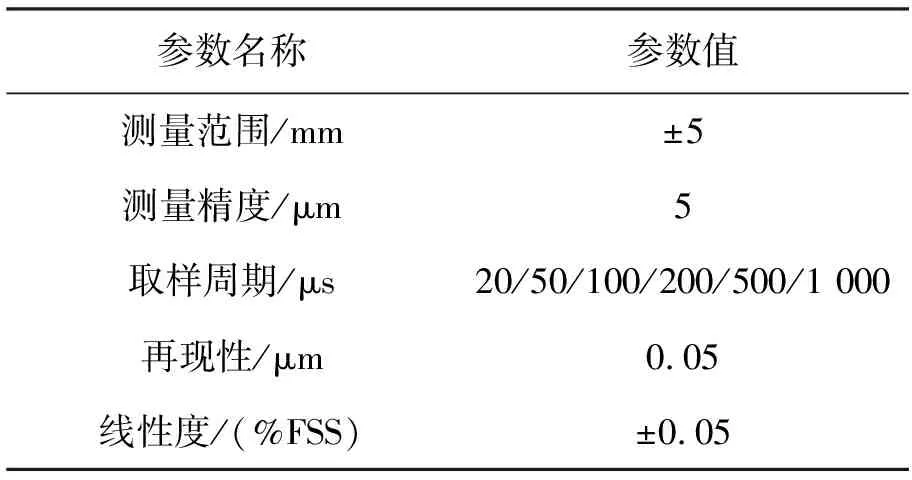
表2 LK-G30激光位移传感器参数
数据采集卡采用PLC-1716型16位,主要参数见表3。
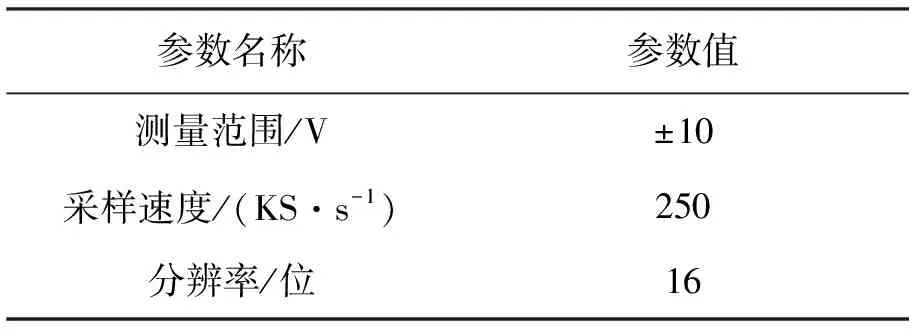
表3 PLC-1716型16位A/D数据采集卡参数
现场测量装置如图3所示。
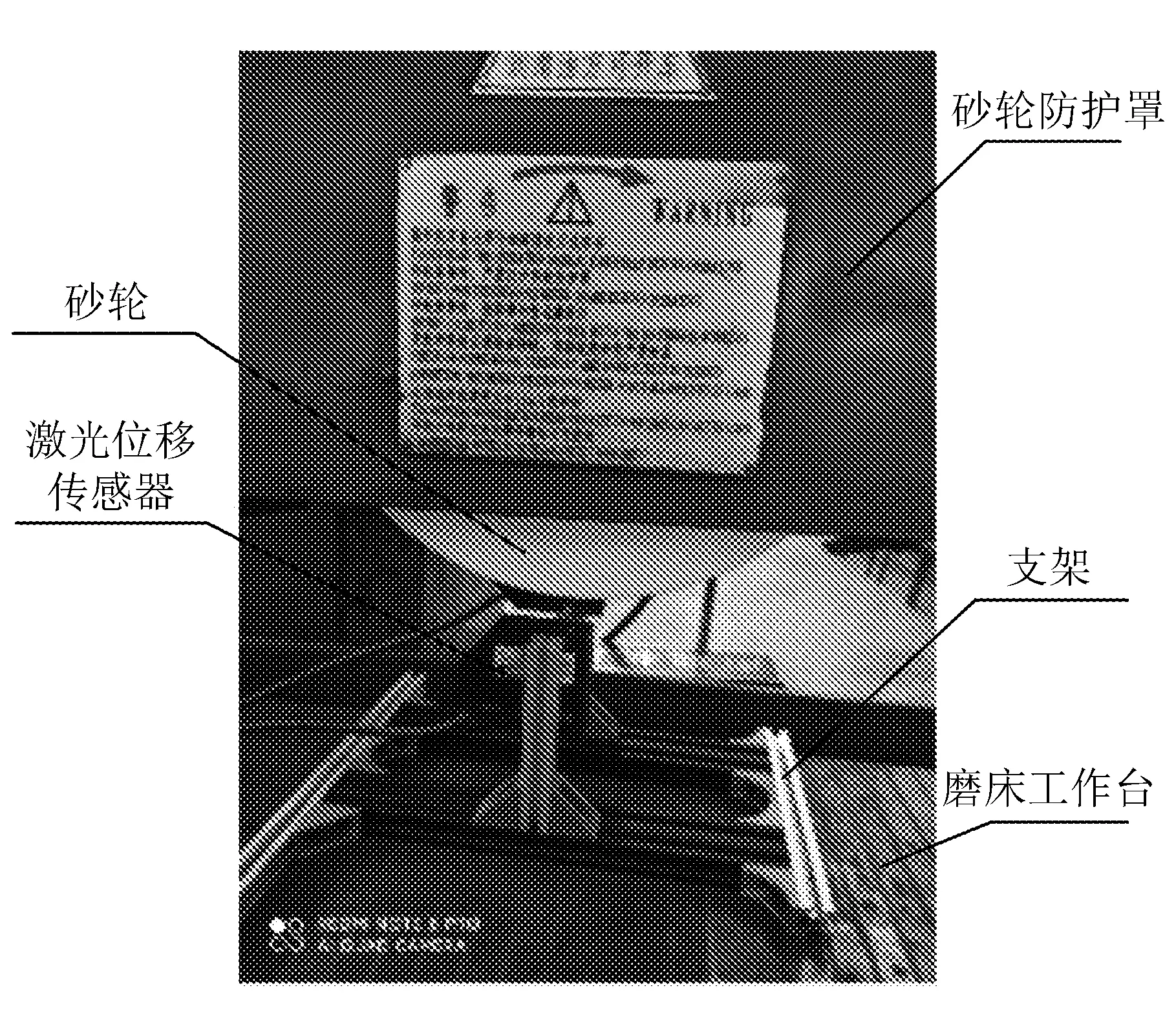
图3 现场测量装置
1.3 系统原理
计算机通过A/D采集卡对光电开关输出信号进行采集与分析,可得到砂轮转速。同理,计算机通过A/D采集卡对激光测距传感器输出信号进行采集与分析,可得到砂轮的磨损量。
2 实验及结果分析
2.1 实验方案
由于砂轮不平衡量的存在,在砂轮转动过程中将产生振动,并具有周期性特点。为了消除此影响,采用测量点数与测量点间隔时间之积为砂轮旋转周期,并将多点测量值取平均值作为砂轮表面到位移传感器的距离值。
2.2 测量步骤
1)测量砂轮转动周期;
2)整周期内采集N个点并求平均,作为砂轮表面与传感器之间距离L1的测量值;
3)同条件下,向上移动砂轮smm后再进行测量N个点,并求平均,可得到砂轮表面与传感器之间距离L2的测量值;
4)以此类推,可以得到砂轮表面到传感器之间的距离变化值L3,L4,…,Lm的测量值。
2.3 实验结果及分析
经过测量,砂轮转速为1 500 r/min,这里设定一圈采集400个点,每次砂轮架向上移动s=0.05 mm,此条件下测量结果见表4,拟合曲线如图4所示。
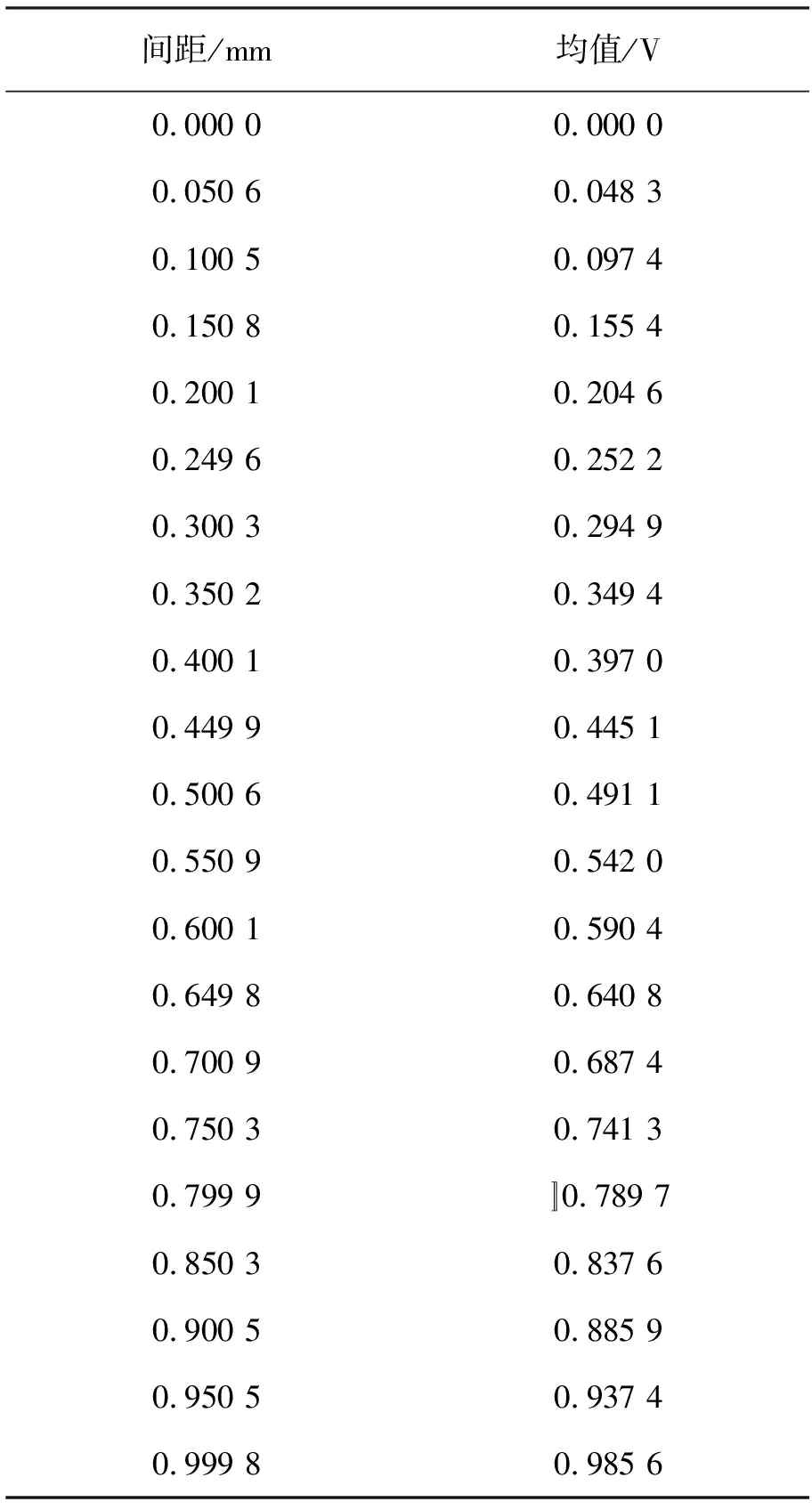
表4 整周期内采样(400点)
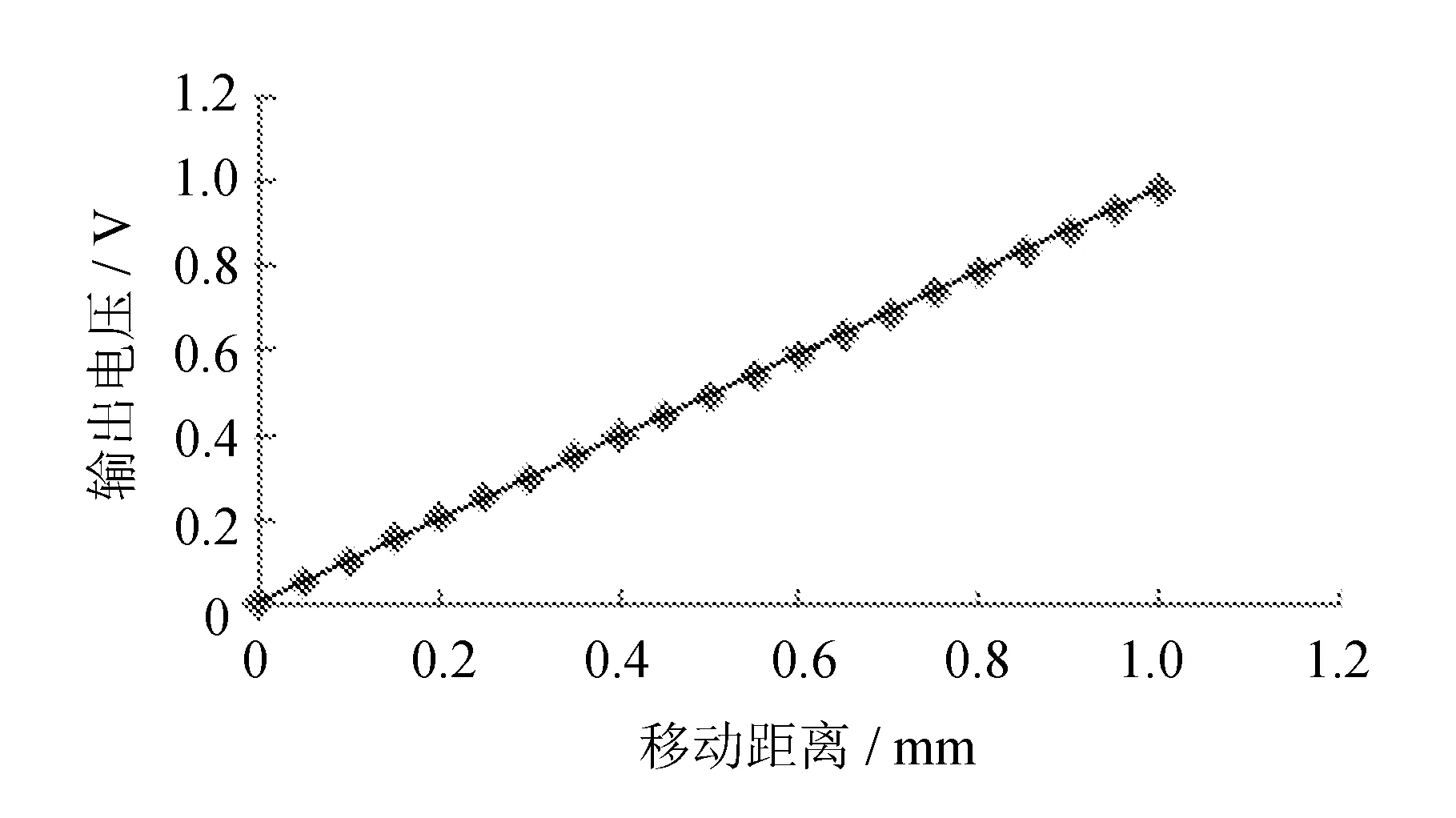
图4 整周期内采样传感器输出与移动距离关系
其拟合方程为
y=0.982 5x+0.002 4。
(5)
根据方程(5)和表4的测量值,可以计算出线性度
系统的灵敏度为0.982 5 V/mm。此时线性区间为(0, 0.999 8),因为激光位移传感器的线性区间为±5 mm,理论上此测量方法的线性区间可以达到10 mm。
当测量点数与测量点间隔时间之积为0.8个砂轮转动周期时,其测量结果见表5,拟合曲线如图5所示。
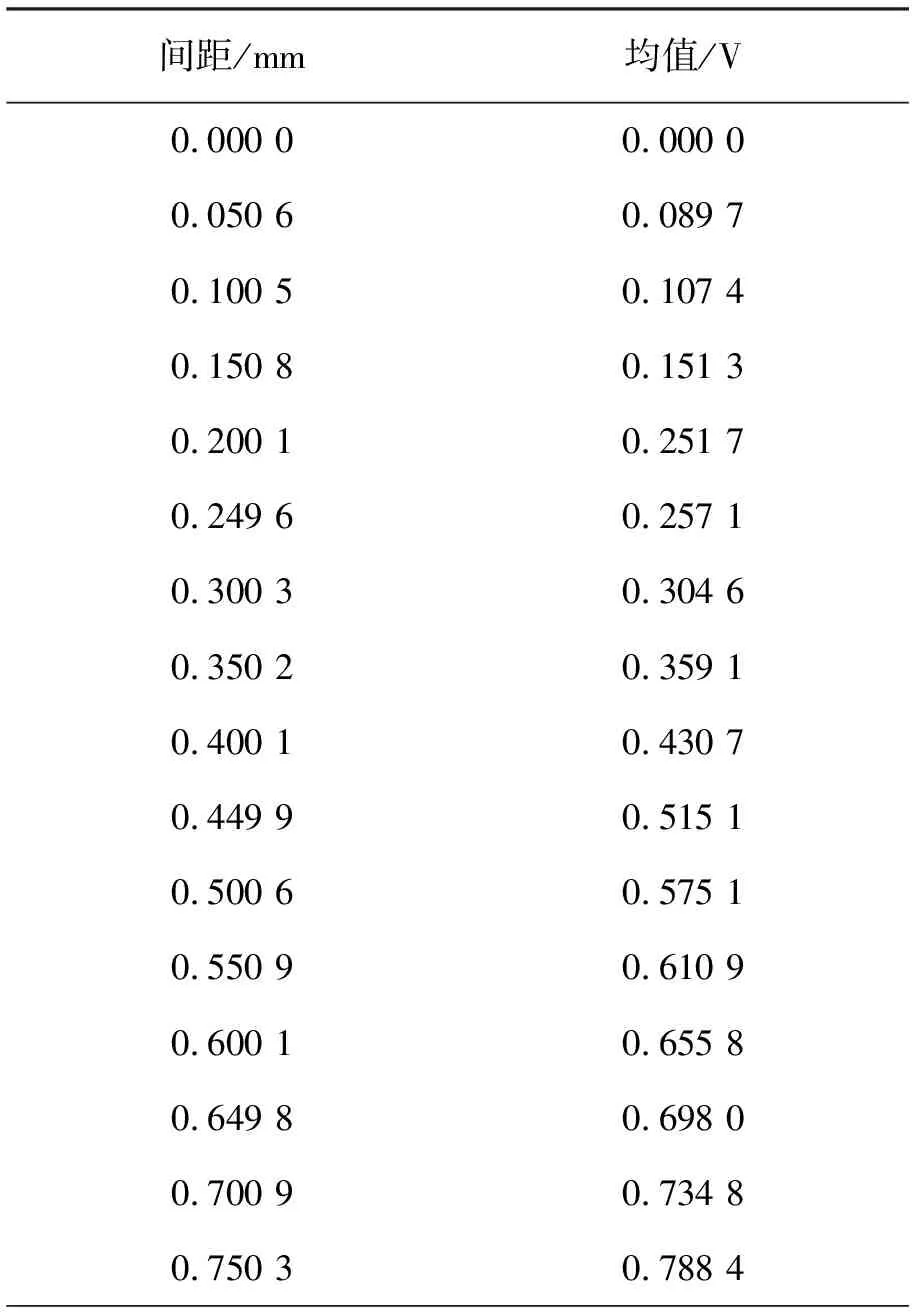
表5 0.8周期内采样

续表5

图5 0.8周期内采样传感器输出与移动距离关系
其拟合方程为
y=1.027 9x+0.018 9。
(6)
根据方程(6)和表5的测量值,可以计算出线性度
可见,砂轮不平衡量的影响较大,0.8个周期采样无法消除砂轮不平衡量引起振动所带来的误差,因此,拟合曲线线性度较大,测量准确度不高。
为了观察线性度与测量点数有无关系,同条件下一圈采集点数由400个增加至1 000个,其测量结果见表6。
根据表6可以得出整周期测量每周期采集1 000点线性度为
系统的灵敏度为0.986 1 V/mm。
可见,对于整周期内采样,采样点数对测量值的影响不大,都可以得到较精确的测量值。
3 结 语
基于激光三角法原理可以进行磨床砂轮磨损量的测量,通过实验分析得出以下结论:
1)线性区间比较大,测量范围较大,取决于激光位移传感器的线性区间值。
2)整周期测量可以良好地消除砂轮不平衡量引起的测量误差,其测量线性度小于0.6%。
3)整周期内测量,当测量点数达到一定数目时,测量点数的变化对测量数值影响不大。
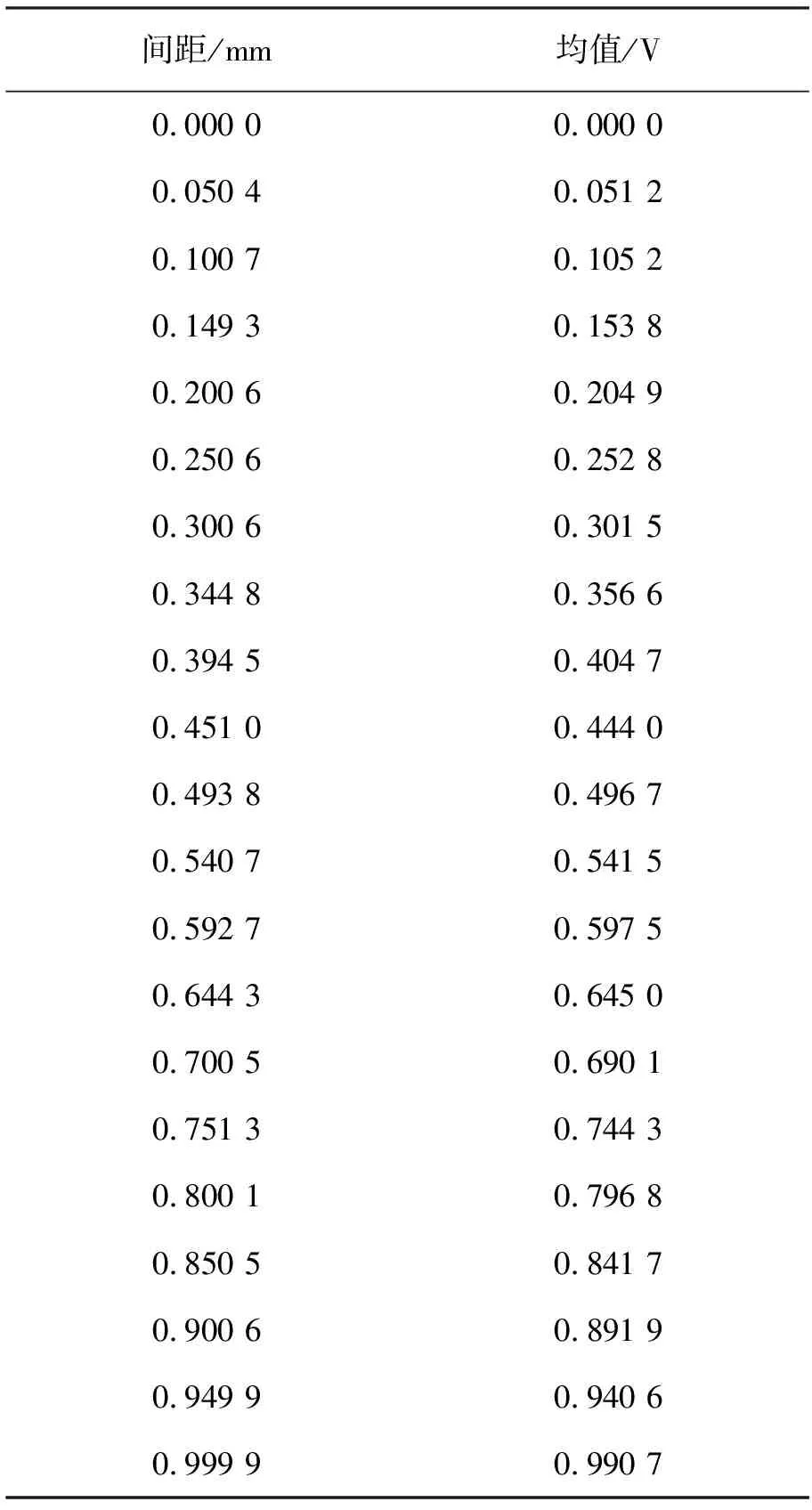
表6 整周期内采样(1 000点)
猜你喜欢
中国设备工程(2023年4期)2023-02-28
失效分析与预防(2020年1期)2020-06-17
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2019年11期)2019-12-04
中国特种设备安全(2019年7期)2019-09-10
制造技术与机床(2019年3期)2019-02-27
数学小灵通·3-4年级(2017年12期)2018-01-23
制造技术与机床(2017年7期)2018-01-19
小学生导刊(低年级)(2016年11期)2016-11-14
光学精密工程(2016年4期)2016-11-07
