
热处理辅助水酶法提取芝麻油的工艺
2021-04-01 04:20:20归艳刘佳林廖培龙杨钦伟张雅娜
食品工业 2021年3期
归艳,刘佳林,廖培龙,杨钦伟,张雅娜
绥化学院食品与制药工程学院(绥化 152061)
芝麻作为我国重要的油料作物,其含油量在46%~63%左右,高于花生、菜籽等油料。芝麻油是WHO公布的三大最佳食用油之一,被列入中国、美国、日本等国药典,因此被称为“油中之王”[1-2]。芝麻油中富含不饱和脂肪酸且脂肪酸组成合理,具有降低胆固醇、软化血管、预防动脉粥样硬化的作用[3]。
目前,提取芝麻油的方法主要有水代法、机械榨法、水酶法等。其中水酶法是一种新兴的提油技术,该方法所得的油脂品质好、色泽浅、易于精炼,油与饼渣(粕)易分离等。近年来虽已有对水酶法提取芝麻油预处理的研究,但研究较少,占俊峰[4]对微波辅助水酶法提取芝麻油工艺进行了研究。张涛等[5]对冷冻微波解冻辅助水酶法提取芝麻油工艺进行了优化。肖旭华等[6]研究超声处理条件和酶解条件对芝麻油提取率的影响。刘蒙佳等[7]研究了微波预处理参数对黑芝麻油脂得率的影响。张雅娜等[8]对冷冻-微波解冻预处理、超声波预处理辅助水酶法提取芝麻油工艺进行了研究。贾照宝等[9]指出,加热作为预处理方法,能有效地提高水酶法的清油提取率。因此,此次试验首次尝试选用热处理辅助水酶法提取芝麻油,同时还对比研究热处理过程对油脂品质的影响,为芝麻油的工业化生产提供一定的研究基础。
1 材料与方法
1.1 材料与仪器
脱皮白芝麻,安徽省涡阳县;冷榨芝麻油,安徽燕庄油脂有限责任公司;Alcalase 2.4 L(酶活2.4 AU/g),丹麦Novo公司。
ESJ205-4电子分析天平,普利赛斯国际贸易有限公司;ZH-25B-B11多功能食品加工机,河南新飞电器集团有限公司;JY92-IIN型超声波细胞粉碎机,北京泰亚赛福科技发展有限责任公司;BCD-160TMPQ冰箱,青岛海尔股份有限公司;HZS-H水浴振荡器,哈尔滨市东联电子开发有限公司;PHS-3C型pH计,杭州齐威仪器有限公司;HH-4数显恒温水浴锅,金坛市双捷实验仪器厂;GL-16G-II高速冷冻离心机,上海安亭科学仪器厂;2WAJ阿贝折射仪,广州力赛计量检测有限公司;WSL-2罗维朋比色计,浙江托普仪器有限公司;KDN-103F自动定氮仪、HYP-10404十孔消化炉,上海纤检仪器有限公司;SCT-02索氏抽提器,天津玻璃仪器厂;SX-4-10箱式电阻炉,天津市泰斯特仪器有限公司。
1.2 试验方法
1.2.1 试验工艺流程

1.2.2 脱皮白芝麻主要成分测定
水分参考GB 5009.3—2016《食品中水分的测定》[10];灰分参考GB 5009.4—2016《食品中灰分的测定》[11];蛋白质参考GB 5009.5—2016《食品中蛋白质的测定》[12];脂肪参考GB 5009.6—2016《食品中脂肪的测定》[13]。
1.2.3 水酶法提取芝麻油
预处理:称取50.00 g芝麻,采用多功能食品粉碎机进行粉碎,按试验比例浸泡于柠檬酸缓冲液中,然后进行热处理[14]。
水酶法步骤:酶解所用的酶制剂为水解蛋白酶Alcalase 2.4 L,加酶量为2%(粉碎后芝麻粉质量的2%),酶解过程用2 mol/L的NaOH调pH,酶解条件为:pH 9.0、温度55 ℃、酶解时间3 h。离心转速和时间为10 000 r/min、10 min,温度为4 ℃。离心后分为4层(游离油1、乳状液、水解液和残渣),取出乳状液再次进行冷冻,二次离心,得游离油2,最后将2次所得油脂称量计数[8]。芝麻油提取率按式(1)计算。

1.2.4 单因素试验
分别以热处理时间(30,40,50,60和70 min)、热处理温度(60,70,80,90和100 ℃)、缓冲液pH(3.6,4.0,4.4,4.8和5.2)、缓冲液浓度(0.1,0.2,0.3,0.4和0.5 mol/L)为单因素,考察各因素对芝麻油提取率的影响。
1.2.5 正交试验
在单因素试验基础上,根据结果确定正交试验条件范围,以热处理时间、热处理温度、缓冲液pH、缓冲液浓度为因素,以芝麻油提取率为指标,进行四因素三水平正交试验,确定最佳预处理条件。试验因素与水平表见表1。
表1 正交因素水平表
1.2.6 芝麻油理化指标测定
芝麻油理化指标参照GB/T 5525—2008《植物油脂透明度、气味、滋味鉴定法》[15]、GB/T 22460—2008《动植物油脂罗维朋色泽的测定》[16]、GB/T 5527—2010《动植物油脂折光指数的测定》[17]、GB 5009.229—2016《食品中酸价的测定》[18]、GB 5009.227—2016《食品中过氧化值的测定》[19]进行测定。
1.2.7 数据统计与分析
所有的试验至少进行3次,利用Origin 8.5进行作图,并利用SPSS Statistics 18.0软件对试验数据进行统计,采用Tukey’s检验进行差异显著性分析。
2 结果与分析
2.1 芝麻的主要成分含量
由表2可知,脱皮白芝麻中粗脂肪质量分数约为51.45%,粗蛋白质量分数约为24.36%,水分质量分数约为3.19%,灰分质量分数约为2.80%。

表2 芝麻的主要成分
2.2 热处理时间对芝麻油提取率及品质的影响
2.2.1 热处理时间对芝麻油提取率的影响
由图1可知,当热处理时间小于50 min时,随着热处理时间的延长,芝麻水分逐渐减少,油脂逐渐从细胞中渗出,芝麻油的提取率逐渐增加;当热处理时间为50 min时,芝麻油提取率最高,为71.03%;当热处理时间大于50 min时,热处理时间过长会使油、水、蛋白质形成的乳状液的稳定性增加,不利于油脂的分离[20],而使芝麻油提取率下降。因此,最佳热处理时间为50 min。
2.2.2 热处理时间对水酶法芝麻油品质的影响
由表3可知,热处理时间对水酶法芝麻油的透明度、气味、滋味、折光指数均无影响。随着热处理时间的延长,水酶法芝麻油的色泽逐渐加深。热处理时间对酸价的影响较大,酸价随热处理时间的延长而显著增加(p<0.05)。热处理对油脂酸价的影响有两方面:一方面,油脂中脂肪酸尤其是不饱和脂肪酸在加热作用下发生氧化裂解,进一步氧化产生有机酸[21];另一方面,芝麻的热处理是在水相中进行的,可使油脂发生水解,且热处理时间越长,水解程度越高,酸价则越高[22]。水酶法芝麻油在加热过程中酸价虽增加,但均符合一级精炼芝麻油标准[23]。过氧化值随热处理时间的延长而显著降低(p<0.05),其原因可能有两种:其一,氢过氧化物不稳定,分解产生氧化次级产物;其二,产生氢过氧化物的基质减少,氢过氧化物的生成量减少[21],这与前人的研究结果相似[24-25]。

图1 热处理时间对芝麻油提取率的影响

表3 热处理时间对芝麻油品质的影响
2.3 热处理温度对芝麻油提取率及品质的影响
2.3.1 热处理温度对芝麻油提取率的影响
由图2可知,当热处理温度低于70 ℃时,随着热处理温度的升高,芝麻油提取率逐渐增加,其原因是在热处理初期,温度使脂肪和蛋白质的结合力下降,油脂呈游离态,使得芝麻油提取率不断增加;当热处理温度达到70 ℃时,芝麻油提取率最高,为70.23%;当热处理温度高于70 ℃时,芝麻油提取率逐渐下降并趋于稳定,这是由于温度升高到一定程度,蛋白质的变性相应严重,展开的蛋白质暴露出疏水性氨基酸,使其更好地定位在油水界面,从而提高乳状液的稳定性,不利于油脂的分离[20]。因此,最佳的热处理温度为70 ℃。
2.3.2 热处理温度对芝麻油品质的影响
由表4可知,热处理温度对水酶法芝麻油的透明度、气味、滋味、折光指数均无影响,但对水酶法芝麻油的色泽、酸价、过氧化值有一定影响。随着热处理温度的升高,水酶法芝麻油的色泽逐渐加深,这可能是随着热处理温度的升高,美拉德反应加剧,油溶性褐色物质增多,导致油脂色泽加深[26]。酸价随着热处理温度的升高而显著增大(p<0.05),其原因是由于温度越高,油脂的水解越容易发生,水解程度越高,酸价越大。随着热处理温度的升高,过氧化值显著降低(p<0.05),但变化幅度较小。其原因:一方面,美拉德反应产生抗氧化物质,导致油脂过氧化值逐渐降低;另一方面,热处理可有效地钝化过氧化物酶及过氧化物异构酶的活性[22,26]。
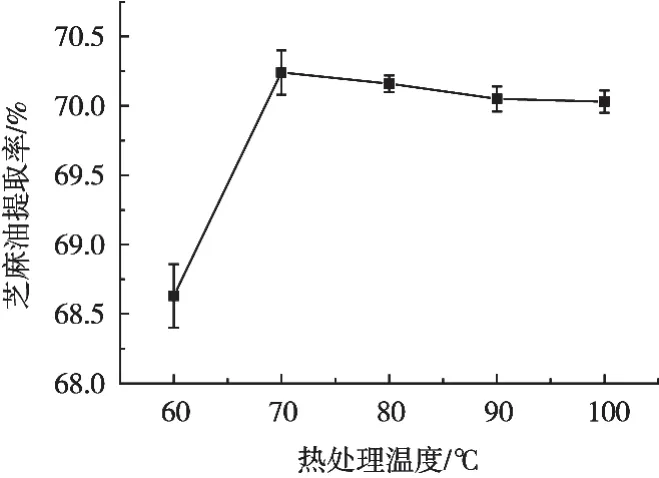
图2 不同热处理温度对芝麻油提取率的影响
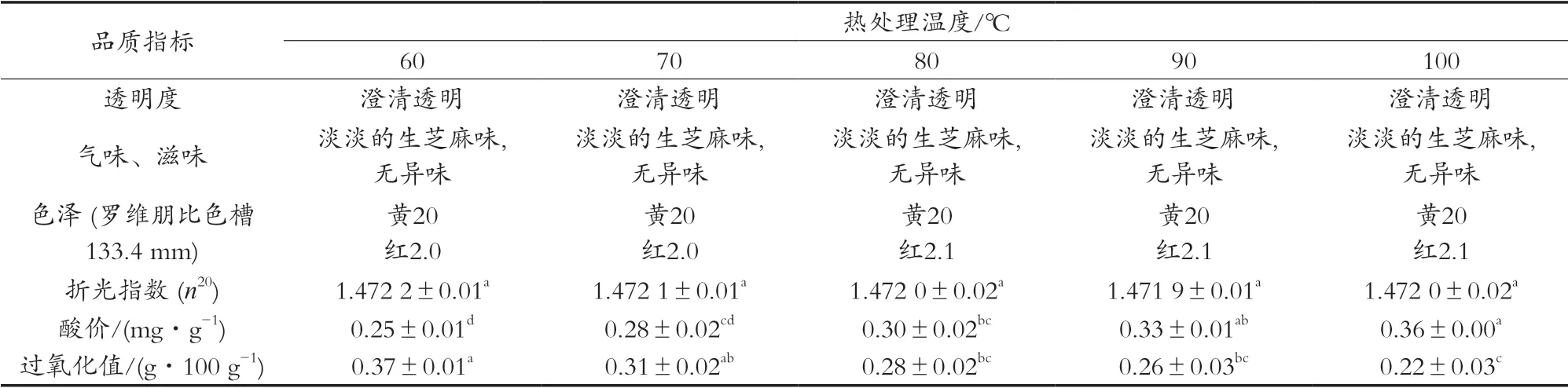
表4 热处理温度对芝麻油品质的影响
2.4 缓冲液pH对芝麻油提取率及品质的影响
2.4.1 缓冲液pH对芝麻油提取率的影响
由图3可知,当缓冲液pH低于4.8时,随着缓冲液pH的增大,芝麻油提取率逐渐增加。一方面,缓冲液pH越低,细胞壁破坏的程度越大,可溶性固形物溶出越多;另一方面,溶出的固形物主要是可溶性多糖和蛋白质,蛋白质是两性物质,其溶解度受pH影响较大[14],越接近芝麻蛋白质等电点,蛋白质溶解性越差,可溶性固形物含量也就越低。随着pH的升高,蛋白质的溶解性逐渐降低,破坏了油脂和蛋白质的乳化状态,更多的油脂游离出来;当缓冲液pH为4.8时,芝麻油提取率最高,为71.09%;当缓冲液pH高于4.8时,由于蛋白质溶解性升高,芝麻油提取率反而下降,因此,最佳缓冲液pH为4.8。
2.4.2 缓冲液pH对芝麻油品质的影响
由表5可知,缓冲液pH对水酶法芝麻油的透明度、气味、滋味、折光指数、色泽均无影响,而对酸价、过氧化值有一定的影响。酸价随缓冲液pH的增大而显著降低(p<0.05),其原因可能是在较低pH下,H+作为催化剂加速油脂的水解反应,使游离脂肪酸的含量增加,酸价随pH的降低而升高[22]。过氧化值随缓冲液pH的增大而显著增加(p<0.05),其原因可能是在酸性条件下,过氧化物酶更易钝化,过氧化物酶活性降低,酶促反应速率降低,过氧化值小,此结果与王素梅等[22]的研究结果相似。
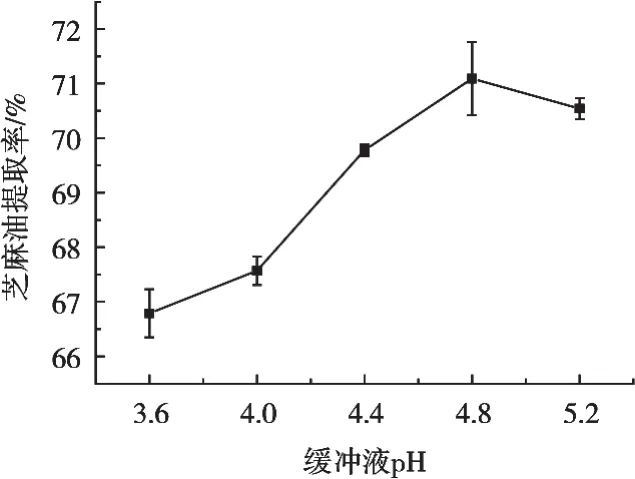
图3 不同缓冲液pH对芝麻油提取率的影响

表5 缓冲液pH对芝麻油品质的影响
2.5 缓冲液浓度对芝麻油提取率及品质的影响
2.5.1 缓冲液浓度对芝麻油提取率的影响
由图4可知,当缓冲液浓度低于0.2 mol/L时,随着缓冲液浓度的增加,芝麻油提取率逐渐增加,其原因可能是芝麻中蛋白质等物质与缓冲液中的离子以某种形式结合,而使油脂得以释放;当缓冲液浓度为0.2 mol/L时,芝麻油提取率最高,为70.03%;当缓冲液浓度高于0.2 mol/L时,芝麻油提取率逐渐下降,其可能是由于随着缓冲液浓度的增加,油脂与溶液中的金属离子再度结合。因此,最佳缓冲液浓度为0.2 mol/L。

图4 不同缓冲液浓度对芝麻油提取率的影响
2.5.2 缓冲液浓度对芝麻油品质的影响
由表6可知,缓冲液浓度对水酶法芝麻油的透明度、气味、滋味、折光指数、色泽、酸价、过氧化值均无影响。缓冲液浓度对酸价无显著影响(p>0.05),可能是由于缓冲液浓度对油脂水解反应无影响,游离脂肪酸含量不变,酸价不变。过氧化值无显著影响(p>0.05),可能是由于缓冲溶液浓度改变,过氧化物酶不易钝化,不影响过氧化物酶的活性,过氧化值不变。
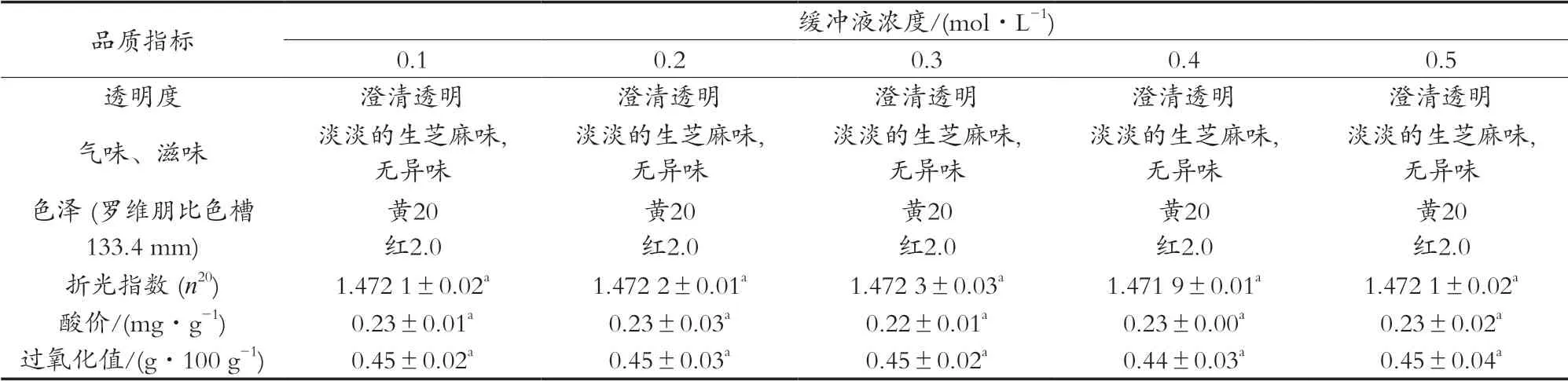
表6 缓冲液浓度对芝麻油品质的影响
2.6 正交试验结果
根据正交因素水平的试验设计,四因素三水平正交试验结果如表7所示。从极差分析可知,影响芝麻油提取率的各因素主次为C>A>B>D,即缓冲液pH的影响最大,热处理时间是较重要因素,热处理温度是次要因素,缓冲液浓度对芝麻油提取率的影响最小。以芝麻油提取率作为衡量指标来看,热处理条件为A1B2C2D1。根据正交试验结果数据分析得出,最佳热处理条件为A1B2C2D2,即热处理时间40 min,热处理温度70 ℃,缓冲液pH 4.8,缓冲液浓度0.2 mol/L。

表7 正交试验结果及数据分析
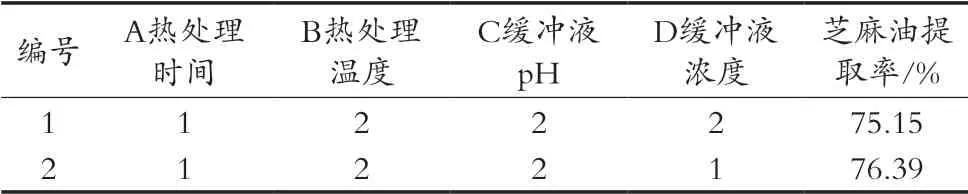
表8 验证试验结果
由表8可知,A1B2C2D1组合更优于A1B2C2D2组合,因此得到热处理最佳条件:热处理时间40 min、热处理温度70 ℃、缓冲液pH 4.8、缓冲液浓度0.1 mol/L。此条件下芝麻油提取率最高,为76.39%。
2.7 芝麻油品质分析
由表9可知,水酶法芝麻油与冷榨法芝麻油的透明度无明显差异,均澄清透明;水酶法芝麻油的气味、滋味与冷榨法芝麻油相较而言,其固有的芝麻油滋气味比较浓郁,主要是在预处理过程中由于温度较冷榨法高,芝麻产生的香味物质较多。
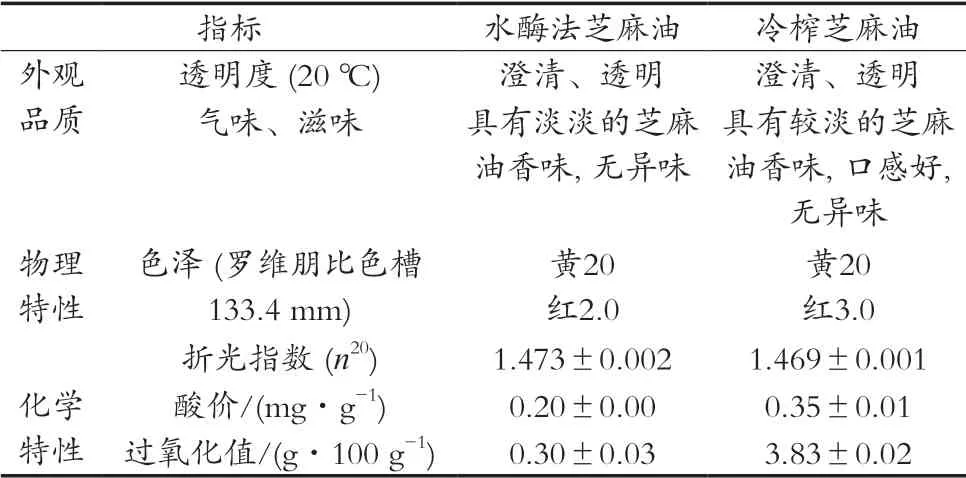
表9 芝麻油品质特性比较
水酶法芝麻油色泽为黄20、红2.0,较冷榨法芝麻油的色泽浅,主要原因是:一方面,水酶法提取芝麻油过程中加入了碱,加碱后的皂具有吸附作用,可脱除部分酸性色素;另一方面,在水酶法提取芝麻油过程中,条件较温和,因此色泽较浅[27-28]。水酶法芝麻油与冷榨法芝麻油的折光指数无明显差异,但均在国家标准范围内(1.457 4~1.479 2)[23]。水酶法芝麻油的酸价低于冷榨法芝麻油的酸价,其原因是水酶法在提油过程中为了保证酶的最适pH,加入了碱,可能中和了游离脂肪酸,使水酶芝麻油酸价较低[29]。水酶法芝麻油的过氧化值低于冷榨法芝麻油的过氧化值,其原因可能是冷榨法芝麻油在加工过程中受到光照、氧气、金属离子等影响,使油脂过氧化值较高,而水酶法提取条件温和,温度较低,抗氧化物质损失较少,油脂氧化程度较低;另一个原因是脂类氧化速率会受多种因素影响,在水酶法提取过程中,油滴存在于O/W乳化体系中,氧必须扩散到水相并通过油水界面才能接近油脂,从而减缓了氧化速率,同时酶可降解蛋白,产生的水解蛋白具有一定的抗氧化活性,也使油脂的氧化速率减慢[30]。综合比较,水酶法芝麻油的品质较好。
3 结论
试验结果表明,最佳热处理条件为热处理时间40 min、热处理温度70 ℃、缓冲液pH 4.8、缓冲液浓度0.1 mol/L,在此条件下芝麻油提取率为76.39%。热处理时间和热处理温度对色泽、酸价、过氧化值有影响,缓冲液pH对酸价、过氧化值有一定的影响,缓冲液浓度对水酶法芝麻油的透明度、气味、滋味、折光指数、色泽、酸价、过氧化值均无影响。此次试验为芝麻油的工业化生产提供一定的研究基础。
猜你喜欢
轻工标准与质量(2023年5期)2023-11-12 09:41:54
现代食品(2023年13期)2023-09-05 04:21:24
现代食品(2022年20期)2022-11-21 09:25:04
煤炭与化工(2021年8期)2021-09-26 02:51:46
中国油脂(2019年9期)2019-11-20 05:45:54
食品安全导刊(2018年21期)2018-08-27 12:36:00
国外医药(抗生素分册)(2016年3期)2016-07-12 14:25:18
中国酿造(2016年12期)2016-03-01 03:08:07
中国粮油学报(2016年1期)2016-02-06 02:17:02
中国粮油学报(2016年5期)2016-01-23 02:44:50
