钢结构吊桥腐蚀问题的焊接加固改造研究
2021-03-01 07:52
金属加工(热加工) 2021年2期
中国电建集团华东勘测设计研究院有限公司 浙江杭州 311122
1 序言
因为钢结构吊桥一般安装在河流之上,所以其周围的环境一般都比较潮湿,如果不加保护将会被腐蚀。这种腐蚀可以是一般均匀的厚度损失,或是集中点蚀的形式,最终取决于暴露在何种环境下和前期的防腐蚀工作。腐蚀严重的钢结构会破坏桥梁的完整性功能,是影响桥梁运行安全的关键因素,因此出现腐蚀问题必须高度重视,应定期对桥梁进行必要的修缮[1]。
2 钢结构吊桥存在的主要问题
中国电建集团华东勘测设计研究院有限公司设计的某客运站钢结构吊桥建成后已运行14年,在维护时发现面板下方纵向及横向工字钢腐蚀较为严重,腐蚀严重部位均是被潮水经常淹没,初步原因分析为海水干湿交替环境以及历年来维护不到位所致。
全面的安全检测结果为:①钢吊桥面板轻度腐蚀,平均腐蚀约7%。②钢吊桥主梁上面板基本无腐蚀,下翼缘板腐蚀 2%~6%,腹板腐蚀约19%,主梁整体腐蚀约23%。③钢吊桥纵向工字钢梁腐蚀较为严重,基本呈现工字钢下翼缘板锈穿现象,平均腐蚀约44%,如图1所示。④钢吊桥横向小梁腹板局部腐蚀较为严重,平均腐蚀约23%,如图2所示。⑤钢吊桥主梁桁架结构基本无腐蚀。
钢吊桥的主梁、纵向小梁、横向小梁及面板均有不同程度的锈蚀及锈损(烂),根据腐蚀检测数据,经复核主梁承载能力已不能满足原通车要求,钢吊桥结构的运行已存在严重安全风险。

图1 纵向小梁腐蚀情况

图2 横向小梁腐蚀情况
3 桥面及小梁系统更新改造方案
(1)方案描述 原钢吊桥整体均存在不同程度的腐蚀情况,主梁、桥面腐蚀较为严重,小梁系统等腐蚀严重,钢吊桥整体更新改造可使钢吊桥各性能恢复到原设计参数。整体更新改造将按照原钢桥所有接口及配合尺寸,对钢吊桥进行重新设计制造,钢吊桥设计按GB 50017—2003《钢结构设计规范》和JTG D64—2015《公路钢结构桥梁规范》重新设计。钢吊桥承载能力按照JTG D60—2004《公路桥涵设计通用规范》中公路-1级标准设计。
钢吊桥主梁采用箱型梁加桁架结构;纵向小梁采用工字钢形式,横向小梁采用倒T字形,钢吊桥主体材料采用Q355D。钢吊桥整体由工厂制作,分节运输至现场后焊接成整体。
(2)桥面及小梁系统更新改造主要参数 详见表1。
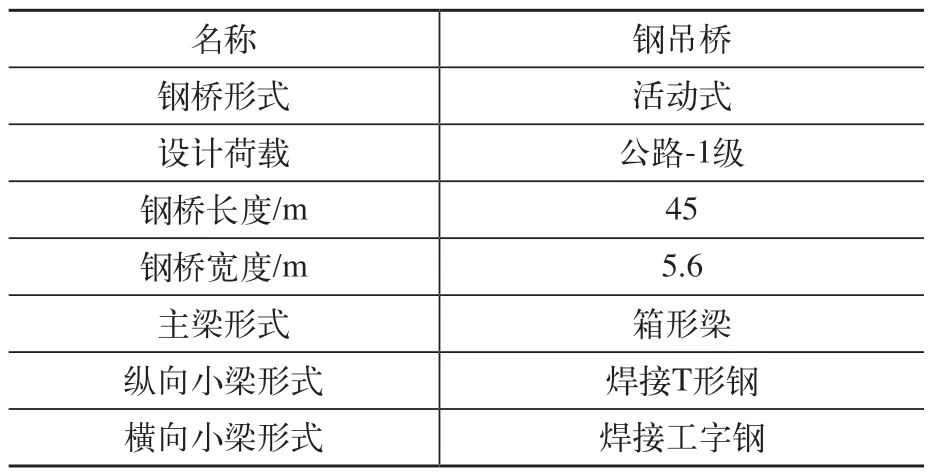
表1 桥面及小梁系统更新改造主要参数
4 桥梁改造焊接工艺研究
4.1 焊接工艺制定思路
该桥钢结构焊接工艺方案制定主要前提原则是通过对设计图样审查和研究,在保证焊接接头全覆盖和经济性的要求下,制定出一套切实可靠的焊接工艺评定方案。焊接要求以国内外常用的AASHTO/AWSD1.1《钢结构焊接规范》、AASHTO/AWSD1.5《桥梁焊接规范》来综合从严进行焊接工艺评定的试验。
钢材的焊接性主要包括工艺焊接性和使用焊接性。工艺焊接性是指在一定焊接工艺条件下,能否获得致密、无缺陷焊接接头的能力。它又分为热焊接性和冶金焊接性,主要包括组织性能和气孔、夹渣、裂纹等缺陷。使用焊接性是焊接接头的工作条件和设计上提出的具体要求,包括常规力学性能、低温韧度、屈服强度等,所有这些重要的因素都要在焊接工艺评定中实现并符合要求。
4.2 焊接工艺方案制定
该桥的主体钢结构采用Q355D桥梁钢,接头形式为对接、角接两种,焊缝情况为全焊透和非全焊透。焊接方法选用埋弧焊、气体保护焊和焊条电弧焊。
焊接材料应选用熔敷金属含氢量低,以及焊接工艺性能和冶金性能好的焊条、焊剂和焊丝。焊接时,焊缝成分和性能主要是由焊丝和焊剂共同决定的。埋弧焊焊接电流大,熔深大,母材熔合比高,母材成分的影响也大;CO2气体保护焊时,电弧的热作用使CO2气体中分解出原子氧,其具有强烈的氧化性能;药芯焊丝气体保护焊时,粉芯里有大量的稳弧剂,在焊接时具有造渣少、效率高、飞溅少等特点。埋弧焊选用H08MnA和H08Mn2E焊丝,SJ101q焊剂;气体保护焊实芯焊丝采用ER50-6,药芯焊丝采用YJ502Q;焊条电弧焊选用E5015焊条。
根据以往项目经验和相关资料数据研究,本着在保证质量的前提下,尽量节约成本并提高焊接效率的原则,针对本项目Q355D桥梁钢平焊缝位置焊接难度较低的情况,可主要采用埋弧焊焊接,焊接生产效率高,焊缝质量好、焊接成本低;在仰对接、仰角接焊缝等难焊的位置,虽然采用药芯焊丝价格比实芯焊丝贵,但其性能较好;焊条电弧焊由于对焊工的操作技术要求高,要频繁更换焊条和清理焊道熔渣,生产效率低,本项目维修周期要求尽量短,故不采用焊条电弧焊方式。
4.3 焊前技术措施
该桥的焊接工艺评定采取如下技术措施:
(1)焊前准备 焊接坡口面及其两侧母材表面的油污、铁锈、氧化皮和其他影响焊接质量的杂质,必须清理干净。
(2)焊接参数的确定 预热具有降低焊接热影响区的冷却速度,避免淬硬组织的形成,防止冷裂纹并改善热影响区的塑性等优点。延长焊接区在100℃以上温度的停留时间,有利于焊缝金属中扩散氢的逸出,降低氢致裂纹形成的危险。该桥根据规范要求当材料厚度≥40mm时,应采取预热措施,预热温度为100~150℃。
4.4 焊接参数
选择合适的焊接参数,对提高焊接质量和生产效率十分重要,本试验施焊过程中的焊接参数见表2。
4.5 焊接残余应力处理
目前国内钢结构消除焊接残余应力的方法主要有:整体高温回火处理、局部高温回火处理、机械拉伸法(过载法)、温差拉伸法及超声波冲击法(振动)[1]。本次焊接应力消除采用超声波冲击法。
对于桥梁腐蚀较为严重的位置进行焊接返修后,针对Q355D工字钢、T形钢的焊接,分别在每条焊缝上设置3个焊接应力测点,超声波冲击前后的应力测试结果见表3。表3中拉应力为正,压应力为负;σ x(X向残余应力)为测点垂直焊缝长度方向的应力;σ y(Y向残余应力)为测点平行焊缝长度方向的应力。
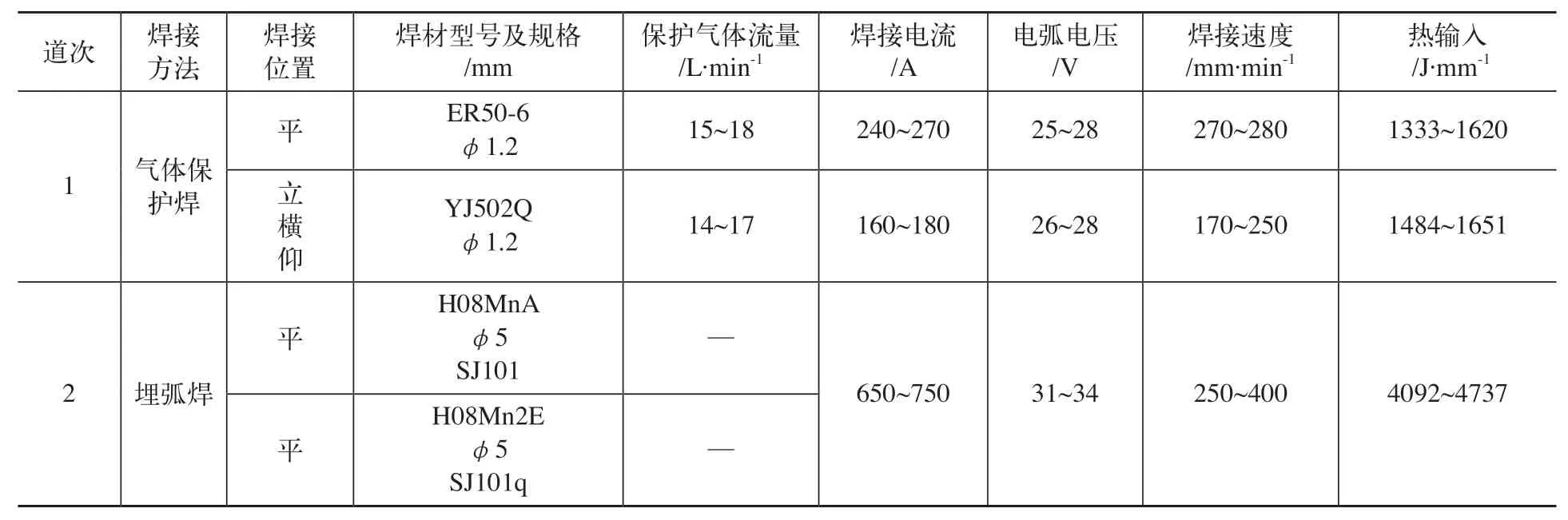
表2 施焊过程中的焊接参数
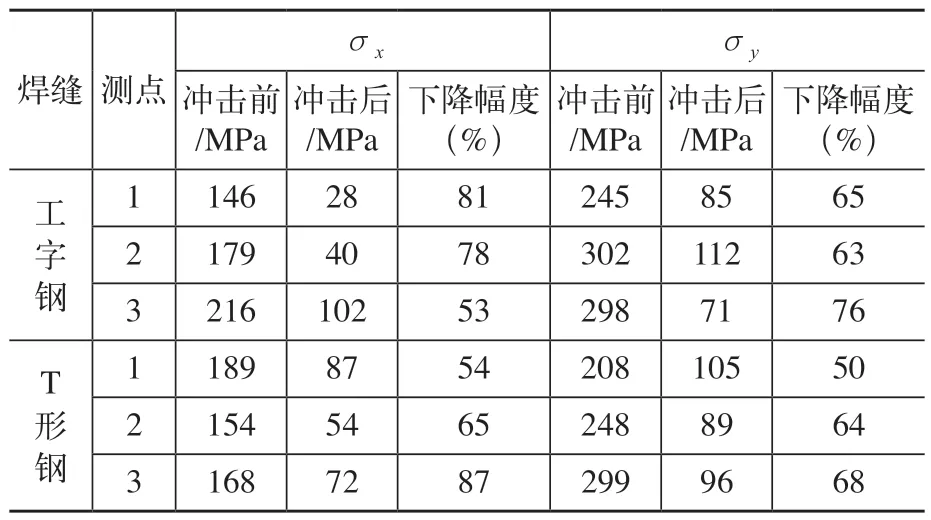
表3 超声波冲击前后焊缝的残余应力
超声波冲击前,焊缝存在着相当大的焊接残余应力,σ y大部分在 300MPa 以上,远大于σ x;经过超声波冲击后,残余应力均大幅下降达到50%以上。残余拉应力的减少和消除使焊缝能更好地发挥其承载能力,这证明了超声波冲击能在一定程度上均化焊接残余应力,明显改善了焊缝区域的受力状态,基本上不需要采用高温回火来改善局部焊接应力集中的状况,在该桥长期疲劳受力的基础上,能够保持持久的运营状态。
5 桥梁改造焊接工作
5.1 焊前准备
1)焊工在焊前应首先熟悉图样、焊接工艺文件,施焊前领取施工任务单,明确各自担任的焊接工作的施焊方法、技术要求和验收标准,作好焊前技术准备。
2)焊工在焊前应复查组装质量、构件的组装尺寸、定位焊质量和焊接区的处理情况,如不符合要求,应修整合格后方可施焊。
3)施焊前,清除焊接区域内的氧化皮、油污、铁锈和漆皮等杂质,使焊件露出金属光泽。同时根据施工图样要求检查坡口角度和平整度,对受损和不符要求的部位进行打磨和修补处理。
4)焊工在施焊前,应在试板上按规定调整好焊接电流,不得直接在焊件上操作。
5.2 焊接过程
(1)预热 本次焊件材料为Q355D工字钢、T形钢,当厚度≥40mm时,焊前预热温度≥100℃,预热区域为焊缝每侧距焊缝中心≥2t(t为板厚),且≥50mm;当厚度<40mm时,不需要预热。
(2)焊接实施 气体保护焊使用SOONREE焊机,将气体流量调试好,送气30s,把输气管内的空气排放干净;在焊件上施焊,打底焊层高度不超过4mm,填充焊层高度3~5mm;盖面焊时,焊接熔池边缘超过坡口棱边0.5~1.5mm,防止咬边。埋弧焊焊件两端放置引弧板和引出板,焊件表面焊剂保持必要的高度;焊件厚度≤8mm,焊丝伸出长度20~25mm,焊剂层厚度25~30mm;焊件厚度为8~16mm,焊丝伸出长度25~30mm,焊剂层厚度30~35mm;焊接时焊丝与焊缝中心在整个过程中都保持一致,按照焊接参数施焊,尽可能保证每条焊缝一次焊完。
(3)焊后处理 焊后将焊缝表面的熔渣、飞溅等杂质清除干净;变形的焊件用机械或在严格控制温度下加热的方法矫正;焊后消除应力可按照JB/T 6046—1992的规定进行。
5.3 焊后检查
焊接完毕,焊工应清理焊缝区的熔渣和飞溅物,并检查焊缝外表质量。
1)外观检查:在焊接完成24h后进行100%外观检查。用肉眼、低倍放大镜、检测量具检查所有焊缝表面有无裂纹、夹渣、焊瘤、烧穿和针状气孔等缺陷,并检查焊缝几何尺寸以及成形情况是否符合JB/T 5943—2018中的有关规定。
2)内部检查:外观检查合格后应由专职检查人员做内部检查,以检查焊缝内部质量。
3)检验标准:按照设计要求和规范要求检查验收。
5.4 焊接注意事项及要求
1)凡遇有大风或雨时,要采取有效防护措施。风力>5级应设防风措施,否则不得施焊。
2)严禁在焊缝以外的母材上引弧,必要时设置专项引弧板和引出板。
3)焊接工作完毕后,焊工应清除熔渣并进行自检。
5.5 安全注意事项
1)在钢结构施焊过程中应始终贯彻执行“安全第一、预防为主”的方针。
2)施焊场地应无易燃易爆物品,并配备消防器材。
3)使用的焊机应一机一闸,并配备漏电保护安全接地等,使用焊机闸刀应侧面操作。
4)施焊的焊工应具有劳动部门颁发的安全操作许可证。
6 结束语
综上所述,需要结合项目实际工况,制定合理的钢吊桥返修方案,焊接钢结构桥梁做好施工前期准备工作,拟定具体焊接工艺方案。在实际施工过程中,施工人员应掌握其焊接及安装要点,严格遵循施工流程,以保证桥梁的整体质量。
猜你喜欢
齐齐哈尔大学学报(自然科学版)(2022年6期)2022-11-28
焊接(2021年12期)2022-01-20
佳木斯大学学报(自然科学版)(2021年3期)2021-07-05
新商务周刊(2019年10期)2019-12-21
商品与质量(2019年38期)2019-04-18
江西建材(2018年2期)2018-04-14
汽车实用技术(2016年1期)2016-12-24
读者·原创版(2015年3期)2015-11-24
儿童时代·幸福宝宝(2015年8期)2015-10-20
制造技术与机床(2015年3期)2015-01-27