带极埋弧堆焊在异种金属接头中的应用研究
2021-03-01 07:52
金属加工(热加工) 2021年2期
东方电气集团东方锅炉股份有限公司 四川德阳 618000
1 序言
采用堆焊过渡一直是解决异种金属接头焊接难题的最主要工艺手段,但此工艺主要用于小管焊接、钢板焊接等小型结构,堆焊方法以钨极氩弧焊和焊条电弧焊为主。
随着石化燃料的枯竭以及国际社会对电厂排放限制的增强,目前能源行业正在向两个方向发展,一是传统火电行业向高参数、大容量、低污染及低排放方向发展;二是清洁能源行业向高参数、大容量方向发展,于是二次再热火电机组和超高参数核电机组逐渐成为目前各大能源企业和电站设备厂家研制的重点。在这些能源设备的结构设计中产生了大量的异种金属筒体对接,但传统的手工堆焊过渡层的方式已经无法满足生产需求。因此本文分别以0#辅机中的SA-336F91钢筒身与13MnNiMo5-4钢筒身环缝、核电蒸发器中的S32168钢筒身与20MnNiMoⅣ锻件管板环缝为例,对带极堆焊在异种金属接头中的应用进行了研究,探讨带极堆焊在异种金属接头中应用的可行性。
2 母材性能
(1)SA-336F91钢与13MnNiMo5-4钢主要性能 SA-336F91为马氏体钢,显微组织为回火索氏体,供货状态为正火+回火,具有良好的常温力学性能及高温力学性能,管材形式的S A-336F91钢被广泛用于高参数锅炉受热面。S A-336F91钢在焊接时具有淬硬倾向,冷裂纹敏感性强;但因其又含C、Nb等元素而具有一定的热裂纹倾向。SA-336F91钢的化学成分及力学性能见表1、表2。
13MnNiMo5-4为珠光体钢,显微组织为回火索氏体+上贝氏体,供货状态为正火+回火,其冷裂纹敏感性和热裂纹敏感性均低于SA-336F91钢,焊接工艺性相对较好。13MnNiMo5-4钢化学成分及力学性能见表3、表4。
ASME规定,SA-336F91钢焊后热处理温度最低为705℃[1]。按照相关标准要求并结合材料本身特性,13MnNiMo5-4钢焊后热处理温度为600~650℃。但由于该材料回火温度通常为650℃左右,所以13MnNiMo5-4钢最佳焊后热处理温度为600~620℃。两种材质焊后热处理温度差异过大,无重叠区间,按照常规手段,热处理温度需按照较高的执行,这将导致13MnNiMo5-4钢强度大幅下降。

表1 SA-336F91钢化学成分(质量分数) (%)

表2 SA-336F91钢力学性能(室温)

表3 13MnNiMo5-4钢化学成分(质量分数) (%)

表4 13MnNiMo5-4钢力学性能(冲击环境温度为0℃,其余室温)
(2)S32168钢与20MnNiMoⅣ钢主要性能 S32168为含钛型奥氏体不锈钢,供货状态为固溶处理,由于其是在304不锈钢的基础上增加了Ti元素,所以耐腐蚀性能优良,焊接工艺性较好。S32168钢的化学成分及力学性能见表5。
20MnNiMoⅣ为珠光体钢,显微组织为回火索氏体+上贝氏体+铁素体,供货状态为淬火+回火。其大量应用在核电一回路设备,具有优良的综合力学性能。但是由于该钢种碳当量较高,具有较大的淬硬倾向,裂纹敏感性强,所以对焊接工艺要求较高。20MnNiMoⅣ钢的化学成分及力学性能见表6、表7。
S32168钢与20MnNiMoⅣ锻件之间的焊接属于典型的异种金属间的焊接,若直接进行对接焊接,焊接操作难度大,焊接残余应力大,运行中接头易发生蠕变破坏。

表5 S32168钢化学成分及力学性能

表6 20MnNiMoⅣ钢化学成分(质量分数) (%)

表7 20MnNiMoⅣ钢力学性能(冲击环境温度为-20℃,其余室温)
3 焊接工艺
对于异种钢对接,行业内通常有两种方法:一种为直接采用合适的焊材焊接成形,例如奥氏体不锈钢+低合金钢的异种钢对接,大部分情况下可直接采用镍基焊材或不锈钢焊材焊接完成;第二种是在其中一侧母材堆焊隔离层,最终实现隔离层与另外一种母材的焊接,此种情况主要针对焊接应力较大或运行工况比较恶劣的接头。
由于SA-336F91钢+13MnNiMo5-4钢之间的焊接难点是如何保证焊后热处理的接头性能,故第一种方法不适用于该接头。若采用第二种方法,只能在SA-336F91侧先堆焊隔离层,然后将隔离层和SA-336F91钢一起进行730℃以上的消应力热处理,最后再焊接隔离层和13MnNiMo5-4钢,并进行620℃左右的消应力热处理。这就要求该隔离层在标准规定范围内既不需要热处理或热处理温度较低(620℃左右),又能经受730℃左右的热处理而力学性能仍可满足要求,满足此条件的隔离层只能是奥氏体不锈钢或镍基合金。若采用奥氏体不锈钢或镍基合金过渡,不仅13MnNiMo5-4钢直接焊接难度和工作量非常大,而且焊接残余应力也较大,故焊接质量很难保证。为此在项目执行过程中,我公司提出了一种新的焊接和热处理方案,即在SA-336F91钢和13MnNiMo5-4钢两种材料的坡口侧分别堆焊隔离层,堆焊后按照各自的热处理工艺进行热处理,然后再焊接两侧隔离层,隔离层与基材之间的焊接质量靠堆焊工艺保证,隔离层之间的环缝为同种材料焊接,这样使焊接难度大大降低。采用此方案,既解决了热处理问题,也解决了焊接难度大的问题[2]。
S32168钢与20MnNiMoⅣ钢之间的焊接可直接采用第二种方法,即先在20MnNiMoⅣ侧堆焊347材质,经620℃左右热处理后,再将S32168钢与347堆焊层焊接。
(1)SA-336F91钢筒体与13MnNiMo5-4钢筒体环缝焊接工艺 其流程如下。
1)在SA-336F91钢筒身端部堆焊EQNiCrMo-3焊带,堆焊厚度>35mm,然后粗车堆焊层,对堆焊层进行PT、UT检测。检测合格后将SA-336F91钢筒身与堆焊层一起进行760℃的焊后热处理。最后精加工堆焊层,并在堆焊层上机加工环缝坡口。
2)在13MnNiMo5-4 钢筒体端部堆焊EQNiCrMo-3焊带,堆焊厚度>35mm,然后粗车堆焊层,对堆焊层进行PT、UT检测。检测合格后将13MnNiMo5-4钢筒体与堆焊层一起进行620℃的焊后热处理。最后精加工堆焊层,并在堆焊层上机加工环缝坡口。
3)环缝为镍基堆焊层之间的对接,可采用热丝TIG焊或手工焊。为提高焊接效率,可采用埋弧焊+焊条电弧焊焊接,焊丝为ERNiCrMo-3,焊条为ENiCrMo-3。焊后对环缝及环缝两侧的堆焊层一起进行100%的PT和RT检测。最终接头形式如图1所示。
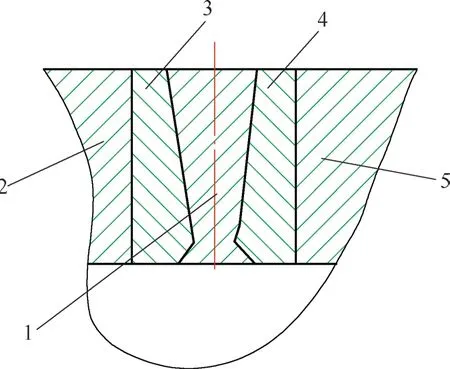
图1 SA-336F91+13MnNiMo5-4接头结构
(2)S32168钢筒体与20MnNiMoⅣ钢管板环缝焊接工艺 其流程如下。
1)在20MnNiMoⅣ管板端部堆焊EQ347焊带,堆焊厚度>35mm,然后粗车堆焊层,对堆焊层进行PT、UT检测。检测合格后将20MnNiMoⅣ钢管板与堆焊层一起进行620℃的焊后热处理。最后精加工堆焊层,并在堆焊层上机加环缝坡口。
2)采用埋弧焊或焊条电弧焊焊接S32168钢与347钢环缝,焊丝ER347,焊条E347-15。焊后对环缝及环缝两侧的堆焊层一起进行100%的PT和RT检测。
4 力学性能评定
(1)SA-336F91钢与13MnNiMo5-4钢接头评定评定采用SA-336F91钢试板和13MnNiMo5-4钢试板各一块,试板规格均为500mm×160mm×60mm。
1)在两块试板的60mm厚度侧分别进行带极埋弧堆焊镍基材料,堆焊厚度35mm,焊带EQNiCrMo-3,焊剂GXN-S600。13MnNiMo5-4钢侧焊前预热100~150℃,SA-336F91钢侧焊前预热200~250℃,焊接过程中层温控制在200~260℃。
2)将堆焊好的试板进行PT、UT检测,UT检测采用自制检测对比试块的方法,试板均一次检测合格,然后分别进行620℃×2h和760℃×7h的消应力热处理。
3)在两块试板的堆焊层上分别加工窄间隙坡口,并将两块试板采用焊条电弧焊+埋弧焊焊接,焊条ENiCrMo-3、φ4.0mm,焊丝ERNiCrMo-3、φ2.4mm,焊剂GXN-600,焊接过程中层温控制要<260℃。
4)对整个接头进行RT、UT及PT检测,一次检测合格,然后对试样进行力学性能试验。其中接头拉伸2组,侧弯12个,两侧热影响区冲击各1组,各区域硬度检测42点。侧弯试样的弯曲中心依次为13MnNiMo5-4钢侧堆焊层中心、埋弧焊焊缝中心、SA-336F91钢侧堆焊层中心,侧弯试验全部无开口缺陷。其余力学性能检测结果见表8~表10。
由以上试验结果可以看出,试验结果满足现有标准要求,但部分区域整体硬度偏高,这与采用的堆焊层材料和焊接参数有关,可通过采用强度更低的EQNiCr-3镍基焊材和控制焊接热输入方法来控制[3]。
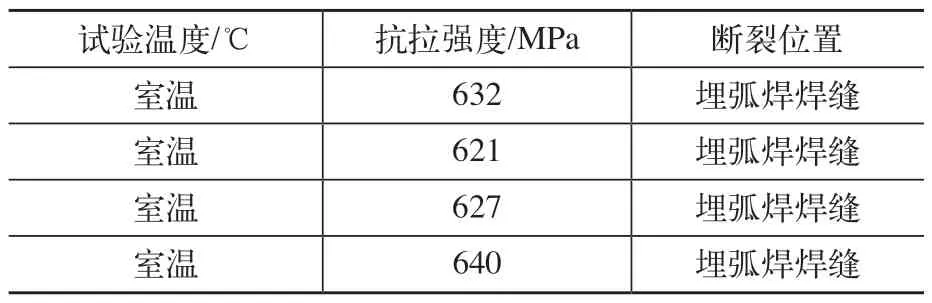
表8 拉伸试验结果
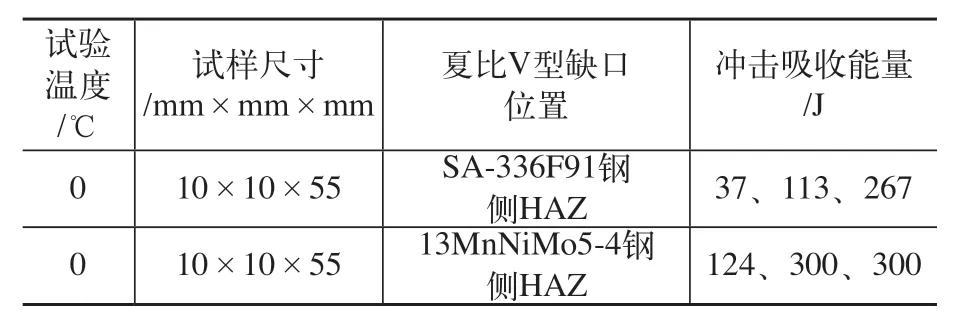
表9 冲击试验结果

表10 HV10(室温)硬度试验结果 (HV)
(2)S32168钢与20MnNiMoⅣ钢接头评定 评定采用S32168钢试板和20MnNiMoⅣ钢试板各一块,试板规格均为500mm×160mm×40mm。
1)在20MnNiMoⅣ钢试板的40mm厚度侧进行带极埋弧堆焊不锈钢材料,堆焊厚度40mm,第一层堆焊焊带EQ309L,焊剂SMJ34,剩余层堆焊焊带EQ347,焊剂SMJ34。第一层焊前预热100~150℃,焊接过程中层温控制在200~260℃。
2)将堆焊好的试板进行PT、UT检测,结果合格,然后进行620℃×5h的消应力热处理。
3)在两块试板的堆焊层上分别加工窄间隙坡口,并将两块试板采用焊条电弧焊焊接,焊条A137R,φ4.0mm,焊接过程中层温控制要<260℃。
4)对整个接头进行RT、UT及PT检测,结果合格,然后对试样进行力学性能试验。其中接头拉伸2组,侧弯8个,20MnNiMoⅣ侧热影响区冲击1组,各区域硬度检测36点。侧弯试样的弯曲中心依次为20MnNiMoⅣ钢侧堆焊层中心、焊条电弧焊焊缝中心,侧弯试验全部无开口缺陷。其余力学性能检测结果见表11~表13。
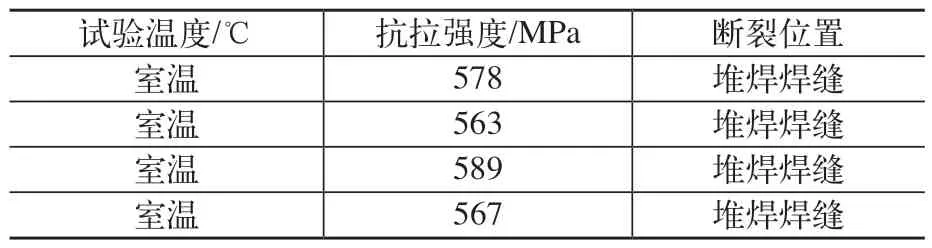
表11 拉伸试验结果
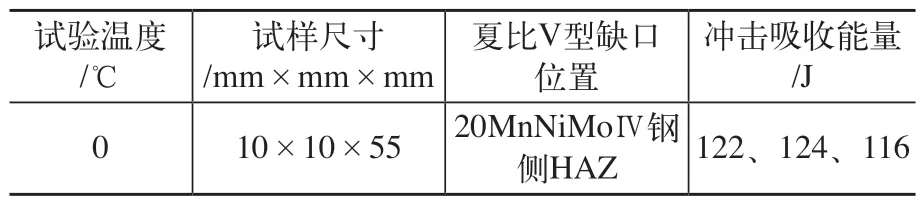
表12 冲击试验结果

表13 HV10(室温)硬度试验结果 (HV)
5 结束语
以上两种方案均在具体产品中进行了应用,至今运行均已超过4年,焊接接头均未发生失效状况,故可以得出以下结论。
1)采用堆焊镍基隔离层的方法,可以解决两种材料热处理温度差异较大焊接和热处理问题。
2)采用堆焊奥氏体不锈钢隔离层的方法,可以解决低合金钢与奥氏体不锈钢两种材料的焊接问题。
3)带极埋弧堆焊方法可以应用于隔离层焊接,且接头力学性能可满足标准及产品运行要求。
猜你喜欢
材料科学与工程学报(2022年4期)2022-08-25
理化检验(物理分册)(2022年3期)2022-03-31
商品与质量(2021年43期)2022-01-18
中国科技纵横(2021年20期)2022-01-17
隧道建设(中英文)(2021年6期)2021-07-05
爆炸与冲击(2020年7期)2020-08-10
昆钢科技(2020年6期)2020-03-29
压力容器(2019年1期)2019-03-05
城市轨道交通研究(2017年4期)2017-05-10
焊接(2015年2期)2015-07-18