
FEVE-亚麻油二元醇解产物制备工艺的探究
2021-02-19 10:30:10卫晓利张发兴
应用化工 2021年12期
卫晓利,张发兴
(四川轻化工大学 材料与化工学院,四川 自贡 643000)
水性氟碳涂料具有超耐候性、耐污性等优异的性能,在水性涂料中具有良好的市场潜力[1-5]。但是,双组分氟碳涂料施工工艺复杂,易造成浪费,而单组分水性氟碳树脂存在附着力差,硬度低,抗冲击弱等缺陷[6-9]。因此,氟树脂改性研究是当前的一大热点。
本文通过醇解反应制备一种能改善FEVE氟碳树脂性能的醇解产物。以固含量为50%的FEVE和亚麻油(LA)为主要原料,探索并确定最佳的工艺路线。着重研究物料配比、反应温度、反应时间对醇解反应的影响,采用测定醇解产物中残留油的体积来判断醇解反应终点,通过红外光谱分析对产物结构进行初步的表征和分析。
1 实验部分
1.1 材料与仪器
亚麻油(LA)、FEVE树脂(固含量:50%)、甘油、氢氧化钾(KOH)均为工业级;Nicelet is10 傅里叶变换红外光谱仪。
1.2 实验方法
1.2.1 FEVE醇解反应原理 通过醇解反应,可以将亚麻油(LA)中的不饱和长碳链重新分布,一部分接枝到FEVE侧链,使得FEVE树脂含有了能够发生交联反应的不饱和双键,同时,酯基的引入使得FEVE的附着力以及其他力学性能得到提高。反应式见图1,反应式中的-R4、-R5、-R6代表不饱和长碳链。

图1 FEVE醇解反应示意图Fig.1 Schematic diagram of FEVE alcoholysis reaction
1.2.2 FEVE醇解物的制备 取100 g固含量为50%的FEVE树脂于三口烧瓶中,通过减压蒸馏将体系中的溶剂去除。然后按照一定的物料配比,称取一定质量的亚麻油和甘油,依次加入到装有FEVE的三口瓶中,并滴加少量催化剂。然后边搅拌边升温至设定的温度,反应一段时间后,冷却降温至室温,取样测定反应终点。观察产品外观,记录实验数据。
1.3 测试及表征
1.3.1 FEVE树脂体系酸值测试 测定体系酸值是合成水性醇酸树脂过程中的一个重要的在线检测方法。
具体方法如下:从反应体系中取2.0 g左右的树脂作为样品,置于100 mL烧杯中,之后滴入2~3滴酚酞作为指示剂,用KOH标准溶液(0.1 mol/L )左右,需准确配制)滴定,直至溶液呈粉红色并且20 s 内不褪色,记录所使用的KOH标准溶液的体积。计算公式如下:
AV=56 100×C×V/m
式中AV——酸值,mgKOH/g;
C——KOH标准溶液的浓度,mol/L;
V——KOH标准溶液的用量,L;
m——树脂质量,g。
1.3.2 反应终点的表征 实验发现,纯FEVE树脂与亚麻油不互溶,但二者经过醇解得到的产物却是半透明的均相物。如果醇解反应进行的越彻底,产物静置24 h后基本越不易出现分层现象,反之,分层现象越明显。为了更加定量的测定醇解反应的程度,实验完毕后,取相同质量的醇解产物置于10 mL试管中,静置冷却24 h后,读取上层油层的体积,油层体积越大,说明反应越不彻底。
1.3.3 红外光谱分析 采用傅里叶变换红外光谱仪对FEVE树脂、FEVE醇解物以及它们各自的溶剂样品进行测试分析,并做对比研究。
1.3.4 产品外观的测定 静置冷却24 h后观察醇解产物的外观。
2 结果与讨论
由于FEVE具有比较大的分子结构,在醇解过程中,体系的粘度会非常大,可能由于分散及空间位阻等原因,导致FEVE上的羟基(OH)很难发生酯交换。因此醇解的关键是如何均匀分散将FEVE和其他醇、油均匀分散,有利于FEVE上的OH与油的酯基充分接触。实验发现,在不发生降解的条件下,尽量升高温度和延长反应时间,选用高效的催化剂,可解决FEVE醇解难题,并通过观察澄清后的醇解产物分层情况和残留油层的体积来判断反应的终点。
2.1 FEVE醇解产物的制备
本实验所用的FEVE的参数见表1。
根据FEVE树脂参数定量每次预实验定量FEVE质量为100 g,故参与反应的50 g FEVE大分子中所含活泼羟基数(根据羟值计算)为 0.022 1 mol。

表1 FEVE树脂参数表Table 1 FEVE resin parameter
2.1.1 醇解反应温度的确定 一般的醇解反应温度多数控制在200~240 ℃之间,实验发现,FEVE醇解合成工艺中反应温度、反应时间对醇解反应影响很大,温度过高,反应时间过长均会导致FEVE树脂在醇解反应时凝胶,树脂成色深,不利于后续树脂性能测试,而温度过低,反应时间不足导致产品出现不均相分层现象。因此有必要对本实验的醇解反应温度进行详细探究。在其他条件一定的条件下,只改变反应温度,实验结果见表2和图2。

表2 醇解反应温度的影响Table 2 The influence of alcoholysis reaction temperature

图2 反应程度随反应温度的变化Fig.2 The degree of reaction changes with reaction temperature
由表2和图2可知,随着反应温度的升高,醇解产物析出油层的体积逐渐减小,从5.3 mL减小到0.1 mL,说明随着温度的升高,反应越彻底,有利于醇解反应的进行。但是当反应温度高于225 ℃以上时,醇解产物中析出的油层体积又开始增大,而且外观开始出现少量凝胶的现象。由图2中的变化曲线还可以发现,反应温度低于220 ℃,随着反应温度的提高油层体积快速减少至最小值,即0.1 mL。但是随着温度的继续升高,油层体积又开始缓慢增加,原因可能是反应温度越高,反应速率越快,体系粘度随之迅速升高,分子链缠绕严重,活泼基团被屏蔽的程度越严重,减少了基团之间的碰撞几率,所以反应程度减弱,醇解程度降低。实验结果表明,FEVE 醇解反应温度在210~220 ℃最为合适,此时醇解产物均相,色泽浅,透明度好。
2.1.2 醇解反应时间的确定 由于醇解反应温度较高,加之体系粘度较高,反应时间的把控至关重要。实验中分别考察了反应温度为210,220 ℃时,不同反应时间段,产品上层油层的体积和产物外观的变化,以此来确定FEVE醇解反应最佳的反应时间,结果见表3。

表3 醇解反应时间的影响Table 3 Effect of alcoholysis reaction time
由表3可知,在反应温度为210 ℃,反应时间太短,低于40 min,得到的产品不均匀,有分层现象,说明反应不完全。但是时间不能太长,FEVE醇解反应时间控制40 min左右最为合适。反应时间不足,会导致反应不充分,残留的亚麻油体积比较多。但是并不是反应时间越长越好,由表3中的数据也可以发现,当反应时间>50 min时,产品的颜色开始加深,反应程度有所下降。最佳的反应时间应该在40 min 左右。
图3为反应温度210,220 ℃时,产品亚麻油残留体积随反应时间的变化曲线。由图3可知,在反应时间<10 min,醇解产物中亚麻油残油体积变化缓慢。这说明FEVE大分子链在短时间内还没有完全舒展,被链断包裹的活泼羟基和亚麻油中的酯基接触还不够充分,醇解反应程度处于缓慢增大阶段。但是当反应时间延长至20~40 min时,油的残油体积迅速减小至0.1 mL,醇解反应趋于反应完全。但是随后继续延长反应时间,产物中析出的油量基本不变,说明延长反应时间对反应帮助不大,但是产品的颜色却加深,透明度变差。

图3 反应程度随反应时间的变化Fig.3 Change of reaction degree with reaction time
2.1.3 物料配比对醇解反应影响 对于反应配比研究,甘油用量与亚麻油用量对FEVE醇解合成工艺的影响也很大,亚麻油用量过多会导致醇解聚合物分层,单甘油酯未枝接入FEVE侧链的情况,同时若甘油用量过少,直接以FEVE树脂代替甘油做醇解时,也反应不完全,因为FEVE 是大分子聚合物,难以与亚麻油完全发生醇解,故而研究它们之间的配比关系也必不可少。
实验中每次固定称取FEVE 50 g,按照表中的质量比例称取亚麻油的量,所得实验结果见表4。

表4 物料配比对醇解反应的影响Table 4 The influence of material ratio on alcoholysis reaction
由表4可知,FEVE醇解中,最终FEVE和LA质量配比的增大,即亚麻油用量的减少,醇解产品的均匀性越好,析出油层体积越小。当配比达到10∶1时,反应达到最佳,反应比较彻底。在比值>12∶1时,亚麻油用量不足,有轻度的分层现象,原因可能是,在亚麻油用量较小的情况下,FEVE链段上的活性羟基不能完全和亚麻油分子中的酯基接触碰撞发生化学反应。但是亚麻油用量也不能过多,比如当FEVE和亚麻油质量配比减少到7∶1时,醇解产物分层显著。可能是由于空间位阻效应所致。比较合适的FEVE和亚麻油质量配比控制在10∶1左右较为合适。
2.1.4 甘油用量对醇解反应的影响 在其他工艺一定的情况下,即反应温度为210 ℃,反应时间为40 min,物料配比为10∶1和11∶1时,不同甘油用量的实验结果见表5。

表5 甘油用量的影响Table 5 Effect of content of glycerol dosage on the reaction
由表5可知,FEVE醇解反应程度随着甘油用量的增加,产物析出油层体积增大,说明反应越不彻底,原因可能甘油过多剥夺FEVE中羟基反应机会,不利于FEVE 活泼羟基反应。实验发现甘油用量控制在4%左右为宜。
2.2 FEVE醇解产物红外光谱分析
对FEVE树脂(溶剂:二甲苯乙酸丁酯),FEVE醇解物(溶剂:乙二醇丁醚)作傅里叶变换红外光谱分析,结果见图4、图5。

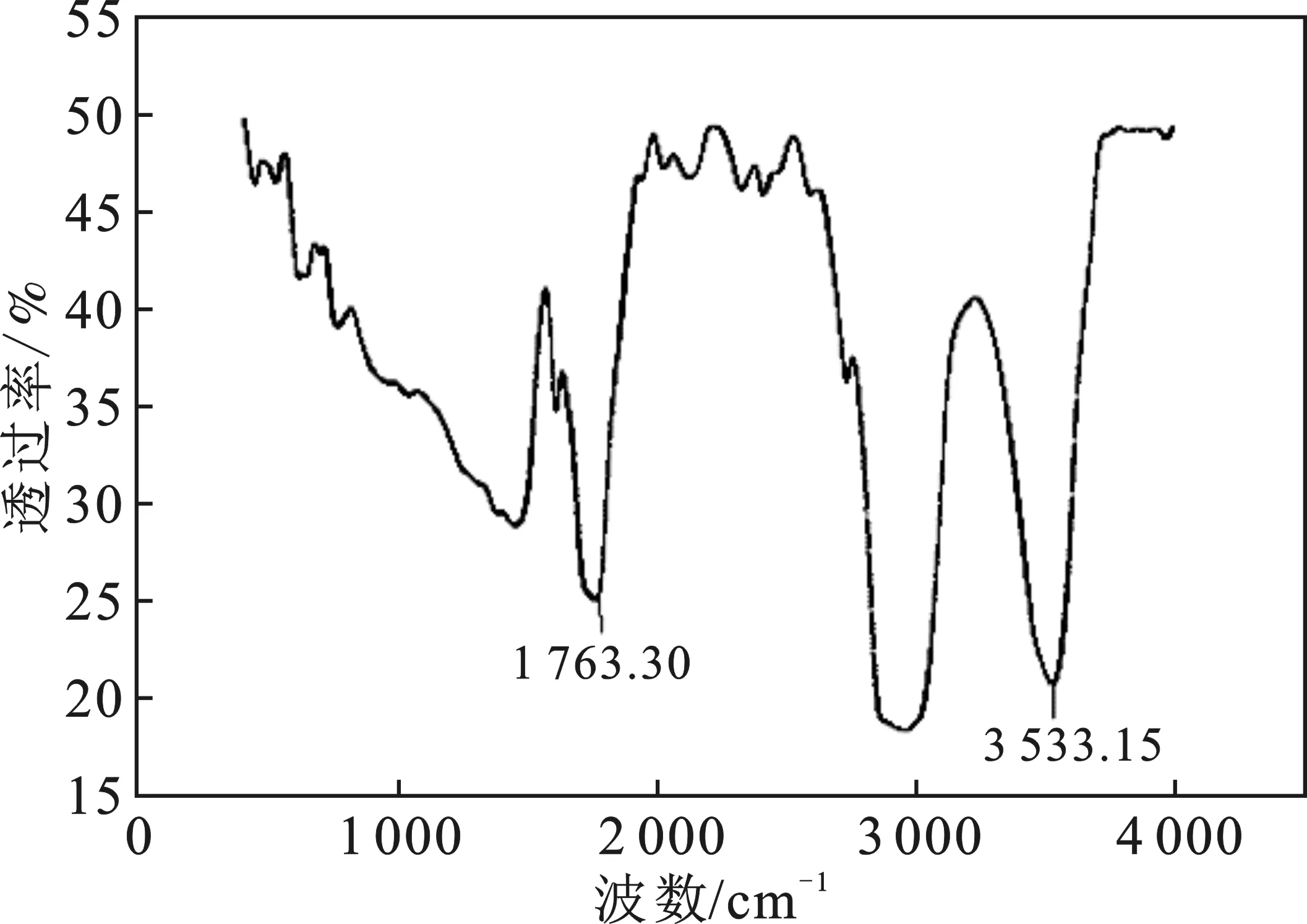
图4 FEVE红外光谱Fig.4 FEVE infrared spectrum

图5 FEVE醇解物红外光谱Fig.5 The infrared spectrum of FEVE alcoholysis product
3 结论
本文采用亚麻油和FEVE为主要原料制备一种新型的FEVE醇酸产物。通过对静置澄清后产品上层油层体积的测定,探讨了反应温度、反应时间、亚麻油用量、甘油用量对FEVE醇解反应的影响。所得结论如下:
(1)升高反应温度,延长反应时间有利于醇解反应的进行,但当反应温度高于220 ℃,反应时间>45 min,得到的产品性能不佳,最佳的反应温度为210~220 ℃,反应时间为40~45 min。
(2)FEVE和亚麻油质量配比以及甘油的含量对醇解反应的影响也很大,当FEVE和亚麻油的质量配比为10∶1,甘油添加量为4.0%时,所得到的醇解产物效果最好。
猜你喜欢
林业科技(2021年5期)2021-12-24 00:40:54
石油化工应用(2020年2期)2020-03-18 06:26:02
经济技术协作信息(2018年22期)2019-01-19 03:00:20
粮食科技与经济(2018年2期)2018-09-10 16:23:15
能源(2017年7期)2018-01-19 05:05:04
中学科技(2017年11期)2017-12-26 10:14:01
健康生活(2017年4期)2017-06-30 16:43:14
中国民族医药杂志(2016年4期)2016-05-09 07:41:11
天津农学院学报(2016年1期)2016-04-27 03:30:51
西部中医药(2014年6期)2014-03-11 16:07:47
