无缝线路钢轨探伤探讨
2021-01-12 11:15:25宋文涛
科技资讯 2021年32期
关键词:探讨
宋文涛
摘 要:该文将对无缝线路钢轨探伤进行探讨,主要从钢轨的焊缝、母材两方面对钢轨产生的影响进行分析,阐述了母材尺寸、型号、线路曲线、温度等多方面的影响,在此基础上结合实践工作经验,利用专业知识调整钢轨探伤周期,从而实现探伤组织结构的最优解,确保钢轨设备运行的安全性和稳定性,并对制定及调整无缝线路钢轨探伤周期的对策提供了几点建议。
关键词:无缝线路 钢轨探伤 探伤周期 探讨
中图分类号:U213.4 文献标识码:A
Abstract: This paper will discuss the flaw detection of CWR rail, mainly analyze the influence of the weld and base metal of the rail on the rail, and elaborate the influence of the base metal size, model, track curve, temperature and other aspects. On this basis, combined with practical work experience, use professional knowledge to adjust the flaw detection cycle of rail, so as to realize the optimal solution of flaw detection organization structure, This paper ensures the safety and stability of rail equipment operation, and provides some suggestions for formulating and adjusting the flaw detection cycle of CWR rail.
Key Words: CWR; Rail flaw detection; Flaw detection cycle; Discuss
現阶段,在轨道施工结构中无缝线路已经成为了主要现代化技术,但是由于常年承载着运输工作,钢轨出现损伤的问题较为严重,为列车运行带来安全隐患。为此,保证列车安全运行就需要基础处理轨道损伤。影响轨道的因素有很多种,应当根据实际情况,适当调整轨道探伤周期,促使列车行驶的安全。
1无缝线路钢轨探伤的影响因素
1.1焊缝的影响
无缝线路一般应用在钢轨之间的链接,是通过焊接的方式促使钢轨与钢轨之间相连接,是组成电气化铁路的一个主要部分。现阶段,钢轨焊接方式只要有铝热焊、闪光焊、气压焊这3种方式,其中铝热焊是使用最广泛的一种焊接方式。在应用铝热焊接的过程中,对焊接工艺和工作人员专业技能具有较高的要求,焊接过程中,工作人员焊接操作水平、焊接温度、密贴闭合空间不严密等因素都会造成焊接工作出现各种问题,常见的焊接缺陷有气孔、夹渣、裂缝、表面凹凸不平等,这些问题的存在都会为后期列车使用带来安全隐患。完成焊接步骤以后,焊接口处会留有一定形状的焊筋,这就需要工作人员对其进行打磨,只有经过打磨并且符合列车通行以后才允许投入使用。随着使用时间的不断增加,焊缝位置的钢轨呢不很容易存在生疲劳裂纹的安全隐患,为此需要对其进行探伤工作,一般情况下,对钢轨的探伤范围起始于焊缝,沿着焊缝两侧向延伸200 mm,该范围内就是探伤检测工作中的主要位置。钢轨焊接采用铝热焊缝方式的,探伤周期通常情况下是180天,开展探伤工作一般采用超声波仪器进行检测。另外,针对钢轨曲线阶段和重载地段采用焊接方式连接的,应当合理地对探伤周期进行调整,适当缩短探伤周期[1-2]。
1.2母材的影响
1.2.1尺寸方面
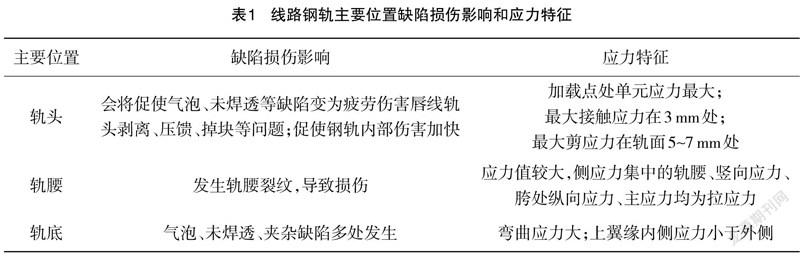
无缝线路钢轨在使用过程中会受到各种因素影响,比如:轨道结构、线路几何尺寸等都会影响到线路钢轨状态,在列车行驶过程中,会对钢轨产生一定的冲击,进而导致钢轨产生微小的形变,并且列车带来的荷载力也会对钢轨内部产生影响,而这个影响的程度与钢轨尺寸、受力面积、截断面等位置有关[3]。为此,需要对钢轨受力范围和受力点进行精准可靠的测算,基于此,制定出合理的探伤周期。在列车经过以后,所产生的应力到达钢轨内部后,钢轨受到应力的方式有动应力、接触应力、附加应力、残余应力等,并且线路钢轨会应用在各种环境中,由于环境的不同钢轨也会受到各种温度应力的影响,钢轨的受理范围、内部损伤应力特征等带来的影响具体见表1。
1.2.2型号方面
就目前来说,我国钢轨应用较为广泛的是43 kg/m、50 kg/m、60 kg/m型号,通常情况下钢轨使用刚度可以随着钢轨型号增加不断提升。当列车通过的时候,在钢轨和车轮接触面会产生剪应力,随着时间的累计剪应力会对钢轨造成一定的影响,严重时将会导致钢轨出现弯曲变形的问题,钢轨形变也存在着一定的规律,钢轨形变量会随着钢轨刚度增加而逐渐降低,形变量也就越小,对钢轨的伤害也越小。
1.2.3螺孔受力方面
沿着钢轨接头向两侧各延伸3 m,在此范围内列车经过会对车轮和钢轨接触面产生较大的应力,分别是剪应力好和正应力,剪应力会沿着钢轨断面纵向传递,正应力会沿着钢轨横向传递,剪应力和正应力会在轨腰处汇集,导致在螺孔部位形成一种集中的应力。钢轨长期受到两种应力的反复作用,就会在螺孔出形成是疲劳损伤,进而出现细微的裂痕,细痕会随着时间退役快速扩展,根据力学传递规律来说,第一螺孔受到的应力最大,影响也最大,第二个螺孔相对小一些,由此可知,细纹逐渐发展成了表面缺陷时,螺孔受力呈现出一条正线和一条法线,将螺孔受力面沿着逆时针方向划分成第Ⅰ、Ⅱ、Ⅲ、Ⅳ象限。并且纵向裂纹将会成为Ⅱ、Ⅳ象限裂纹,横向裂纹将会成为Ⅰ、Ⅲ象限裂纹,若是不及时采取措施补救,任其发展将会导致钢轨断裂的情况[4]。
1.2.4线路曲线方面
为保障钢轨的使用能够满足生活生产需求,钢轨的组成是由直线和曲线部分组成。就纵向冲击力来说,列车在曲线轨道上与直线轨道相比较,接触面所受到的冲击力比较高。并且,为了保证列车可以平稳度过弯道,曲线部位应当外侧轨道高于内侧轨道,保持列车平稳通过弯道。这种设计理念下,列车通过时由于惯性的影响,会对钢轨产生一定的弯曲应力,这种弯曲应力很容易造成钢轨轨头内部损伤,也就是人们常说的核伤,列车在弯曲阶段产生的弯曲力随着型号的增加而减少,但是钢轨的型号与产生的核伤之间不形成规律,呈现随意分布状态。
1.2.5温度方面
线路钢轨由于会应用到各种环境中,面对不同环境产生的温度应力影响也不同,由于钢轨材质自身的性质,在外界温度发生改变时,会随着温度产生一定的变化。当外界出现高温、低温、温度突然变化的情况时,会加快钢轨受伤程度,而这种温度影响最大的是我国北方城市,尤其是在冬季阶段,钢轨损伤程度比较严重。为此,在北方地区入冬和春融时期,将会是轨道探伤工作的重点时间节点。
1.2.6其他方面
除上述主要路段外,还存在一些比较特殊的路段对钢轨也会产生一定的影响,比如:隧道、桥梁、涵洞等一些特殊路段,应当根据实际情况,制定具有针对性的钢轨探伤周期,以此保证轨道安全使用。
2 制定及调整无缝线路钢轨探伤周期的建议
一般情况下,轨道探伤中采用超声探伤,每年探伤次数应当超过7次,其中每个季节1次,冬季和春季期间没个月进行1次探伤,通常探伤周期分为正常运行期、大修初期、超大修3种周期,根据实际情况适当进行调整,可以从以下几个方面开展:第一,由于受到人力、物力的限制,不断增加探伤次数,减少探伤周期的方法,并非是轨道探伤检测的最佳方式,探伤过程中最主要的应当是找到轨道关键点,在制定轨道探伤周期的过程中,应当将轨道承载的运行量作为基本要素进行制定[5]。第二,就冬季轨道探伤而言,基于上述基本原则上,应当对桥梁、隧道、长大坡道、接头区域、第一螺孔、小半径曲线的钢轨接头焊缝两侧各延伸100 mm范围等重点位置适当增加探测次数,缩短探测周期,反之常温阶段可以适当延长探伤周期,但是在比较燃热的夏季需要对重点区域提高探伤次数。第三,在轨道中,如果采用无缝线路气压焊接方式堆积的探伤次数相对于铝热焊接次数可以适当减少,钢轨型号采用60 kg/m的阶段,可以根据比铺设50 kg/m的轨道型号减少30%注定探伤周期同时确保探伤效果。第四,充分利用基层力量,就轨道重点区域阶段,在季节明显变化期间,加大探伤工作周期和监测工作,使其形成动态管理[6]。
3 结语
综上所述,轨道探伤工作对轨道正常运行起到至关重要的作用,轨道使用过程中,会受到焊缝、母材等方面的影响,常温情况下对轨道探伤通常要求一个季度1次,特殊季节可适当缩短或延长探伤周期,找到轨道容易出现损伤的关键点,结合实际情况,根据相关标准要求调整探伤周期,保证列车行驶安全性。
参考文献
[1] 刘晓卫,欧阳珉路,周剑华,等.钢轨轨头探伤不合原因分析[J].武汉工程职业技术学院学报,2021,33(3):18-20.
[2] 李培,石永生,张玉华,等.钢轨探伤车对钢轨焊缝缺陷的检測能力[J].无损检测,2021,43(4):1-4.
[3] 郭江龙.大型钢轨探伤车在朔黄铁路的优化和运用[J].技术与市场,2021,28(1):94-95.
[4] 口鑫.铁路无缝线路的养护维修探讨[J].工程建设与设计,2019(21):102-103.
[5] 靳芮嫚.浅谈无缝线路钢轨探伤周期[J].中小企业管理与科技,2019(3):158-159.
[6] 徐鹏.基于冲击拉伸原理的无缝钢轨应力放散方案研究与装置设计[D].南昌:南昌大学,2020.
猜你喜欢
戏剧之家(2016年19期)2016-10-31 17:15:56
体育时空(2016年8期)2016-10-25 19:28:58
体育时空(2016年8期)2016-10-25 18:51:35
现代企业文化·理论版(2016年14期)2016-10-21 11:08:39
现代企业文化·理论版(2016年14期)2016-10-21 09:19:48
课程教育研究·学法教法研究(2016年21期)2016-10-20 18:00:46
现代经济信息(2016年19期)2016-10-20 17:59:38
现代经济信息(2016年19期)2016-10-20 17:32:44
启迪与智慧·教育版(2016年8期)2016-10-20 16:09:56
商(2016年27期)2016-10-17 07:16:17