
一种铝合金材料雷达天线舱框架焊接加工工艺设计
2020-12-21 03:51陈小军周含宣杨春鹏
雷达与对抗 2020年4期
陈小军,周含宣,杨春鹏
(中国船舶集团有限公司第八研究院,南京 211153)
0 引 言
雷达天线舱架设在舰船桅杆,受到海浪起伏、天线方位转动等惯性载荷作用。天线舱框架是对整机机械性能、质量指标、控制系统的精度指标、安全指标等影响较大的结构件。[1]天线阵面为有源相控阵雷达的重要部件,天线舱框架为有源阵面提供安装空间和支撑。
某雷达天线舱框架安装如图1所示。安装在天线舱框架上的天线阵面包括T/R组件、分电箱及本振、时钟、功分模块、电源模块、冷却管路及环境监测装置等。阵面内模块众多且互联关系复杂,散热要求不同,需要通过框架来安装定位并冷却。因此,天线舱框架应保持足够的刚度与精度。
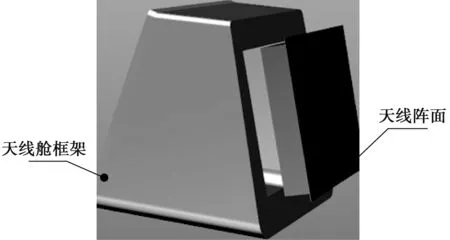
图1 天线舱框架安装示意图
1 天线舱框架工艺方案的制定
天线舱框架主体材料选用强度高、抗蚀性好的铝合金材料。铝合金的导热性强、热容量大、线胀系数大[2],焊接变形较大。因此,控制天线舱框架焊接和加工的变形是天线舱框架工艺设计的重点。 某天线舱框架如图2所示。该天线舱框架由铝合金板材和型材焊接加工而成。框架截面呈等腰梯形,外形最大尺寸长约3 800 mm、宽约3 050 mm、高约3 200 mm。
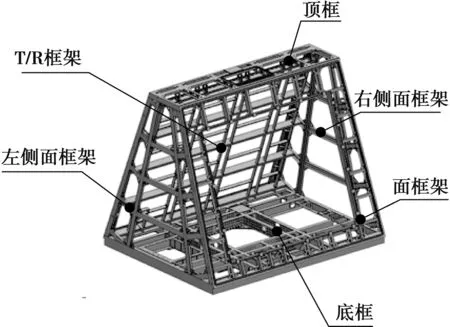
图2 天线舱框架结构示意图(去除外蒙皮)
该天线舱框架由顶框、底框、左侧面框架、右侧面框架、T/R框架、面框架等6个部件组焊而成。天线舱框架外表面焊接有2 mm厚的铝板蒙皮。该框架是前后阵面倾斜70°、两侧面倾斜2.3°的4面梯形结构形式。框架结构特点是尺寸较大,焊缝较多,且为连续焊缝。天线舱框架的加工后主要技术要求:(1)底面平面度0.04,天线阵面安装面与底面的夹角70±15′,前后面平面度0.1,垂直度0.3;(2)T/R框架与底面的夹角70±30′,T/R框架内部安装面之间的垂直度、平行度0.03等。
天线舱框架采用氩弧焊拼焊成形。拼焊的部件随工装一起焊接并热处理去除应力,然后在总装工装的定位支撑下将4大部件拼焊在一起,蒙皮最后焊接,焊接后需要进行整体人工时效,去除焊接应力,最后加工各法兰面,加工时由加工工装支撑T/R框架,保证加工精度。该天线舱框架工艺流程如图3所示。
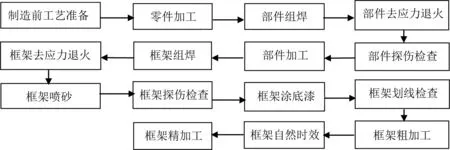
图3 天线舱框架工艺流程
2 天线舱框架的焊接工艺
天线舱框架整体尺寸大,结构比较复杂,前、后面板及左右侧框的位置控制较难。底框采用槽铝件等焊接,焊接部位多,焊接变形较大,其整体外形尺寸较难控制。焊接结构的焊缝必须完整连续、均匀,无焊穿、裂缝和气孔等缺陷,焊缝以双面角焊缝和坡口焊缝为主。为减小焊接变形,结构设计和施工工艺上都必须采用相应的措施,设计时尽量将焊缝对称分布,利用对称焊缝产生的相反变形来抵消零件的整体变形。在焊接工艺上采取如下措施:
(1) 焊接评定
根据CB/T 3748船用铝合金焊接工艺评定要求进行。根据板材和型材厚度和焊接类型,同批次材料通过试件焊接进行工艺参数验证,验证后方可进行正式焊接。当因更换材料、厚度、焊丝牌号等情况发生变化时,应重新验证焊接工艺参数。[3]试板厚度与可以适用的母材厚度对应关系如表1。试板按表2检测,其结果如满足技术要求则得出正式焊接工艺参数,如不满足技术要求则调整预焊接工艺参数并重新评定,最终得出能满足要求的焊接参数。
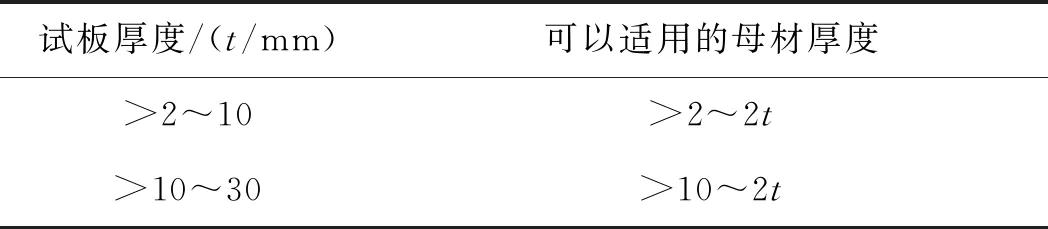
表1 试板厚度t与可适用的母材厚度对应关系表
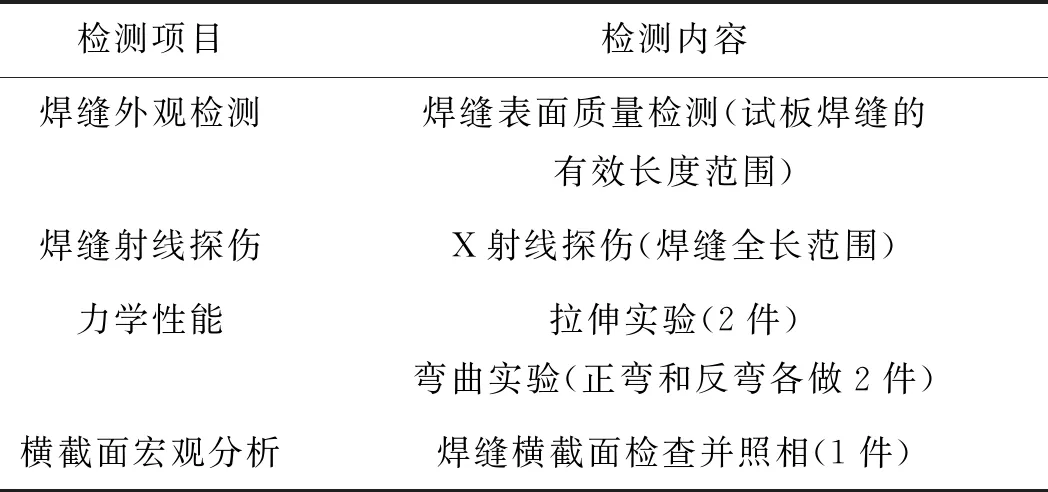
表2 检查项目与检测内容表
(2) 焊接模拟仿真
针对焊缝较长容易产生较大变形的问题,采用专用软件对框架总体焊接后的变形进行数值模拟计算,根据结果得出焊接变形的重点控制部位。
(3) 反向预补偿
根据仿真结果和焊接经验预测焊接变形量及方向,采用反变形法预置一定的变形补偿量来抵消焊接后产生的变形,减小焊接变形量。
(4) 焊接顺序
设计合理的装配焊接顺序,按照从中间向四周的原则施焊。为避免框架整体焊接应力过大,变形后难以矫正,焊接工艺设计时采用分部件组焊法,框架部件焊接后矫正并消除应力后再总体装配焊接;焊接后采用退火去应力热处理。
(5) 焊接工装
设计框架的专用刚性约束工装和夹具,保证焊接变形能得到有效控制,设计各部件工装。图4为侧面框架装焊工装,部件焊接热处理后加工部件连接处。各部件间用榫头槽形式相互定位连接整体拼焊如图5所示。整体拼焊时设计专门的定位工装,实物如图6所示。
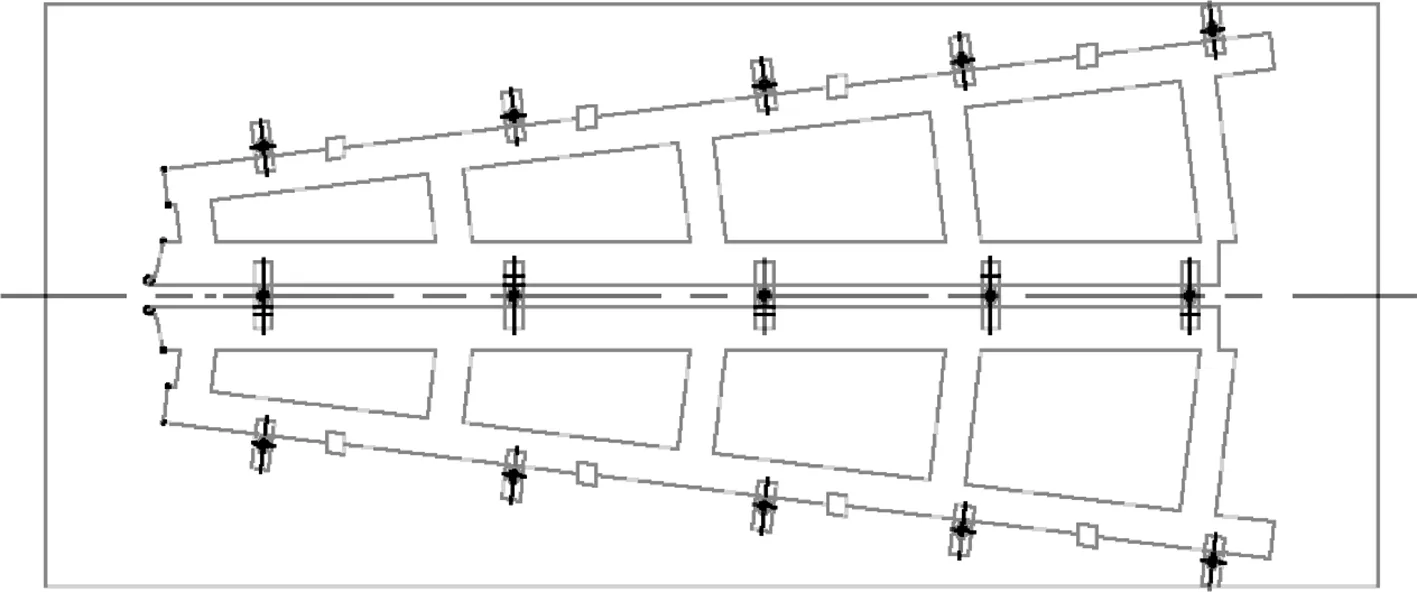
图4 侧面框架装焊工装示意图
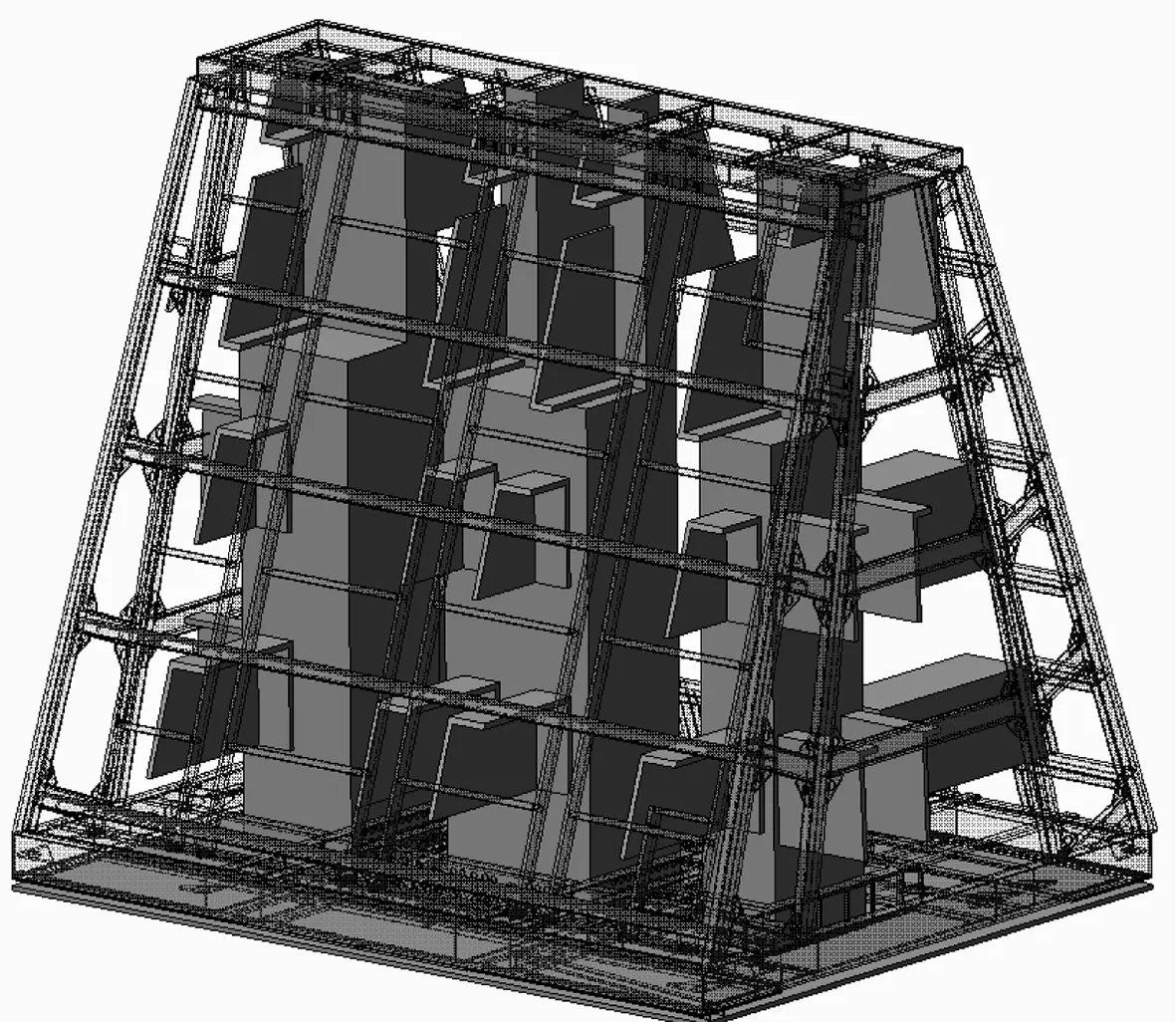
图5 框架整体拼焊示意图
(6) 焊接操作
根据焊接评定试验得出的焊接参数,制定焊接操作作业指导书。对于有双面角焊缝和双V型焊缝的位置,采用双人对称施焊。对不满足要求的焊缝进行磨切后重新焊前清洗并按照规范补焊,直到满足要求。
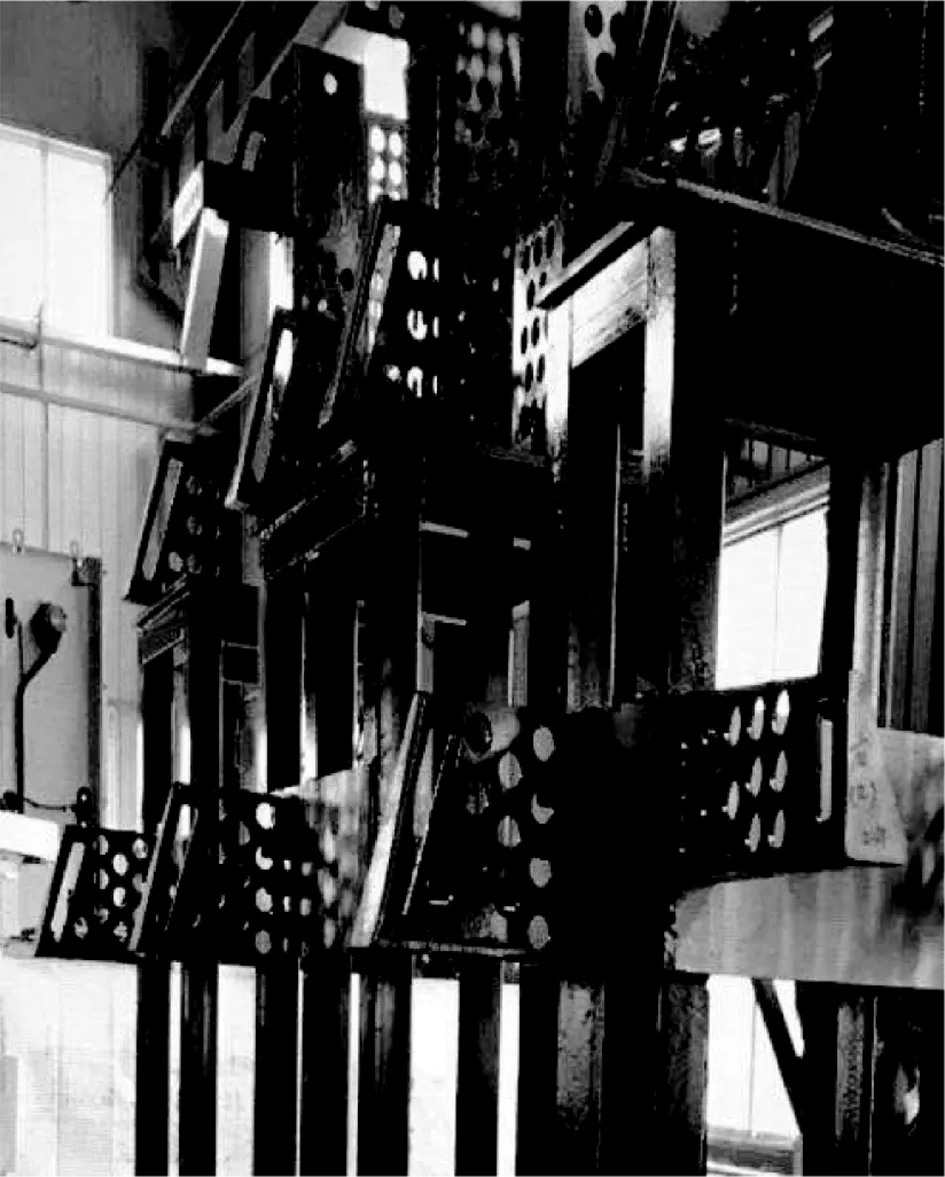
图6 框架整体焊接热处理工装实物图
3 天线舱框架的加工
天线舱框架顶部和内部有设计基准平台,用于检测水平度和标校时安放校验仪器。选择行程满足要求的数控落地镗铣床加工,整体框架检查加工余量后进行粗加工,整体自然时效去除加工应力,时间不低于48 h。加工底面作为基准,设计专门的装夹工装(如图7所示),保证侧面及T/R框架与底面的角度要求。框架各加工面设有工艺基准块,便于各面加工时的校准。
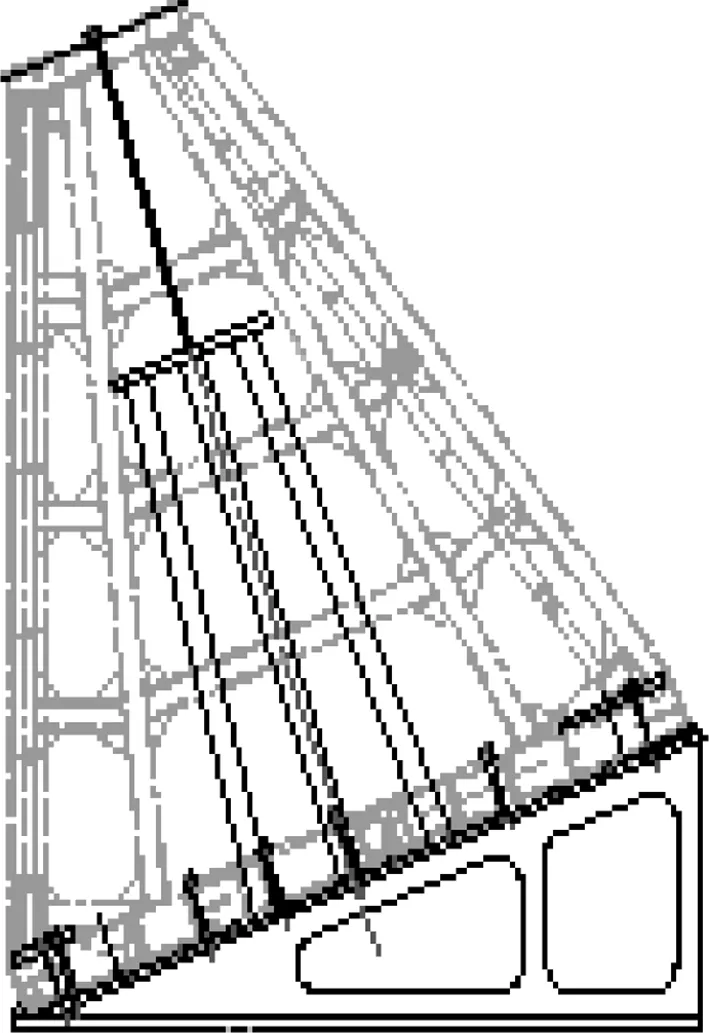
图7 天线舱框架加工示意图
4 天线舱框架焊接加工难点及解决措施
天线舱框架加工难点在于控制整体焊接变形和加工应力变形。除设计了必要的工装保证和相应的去应力措施外,框架的外蒙皮的焊接变形也是工艺重点考虑的。框架蒙皮的焊接直接影响整体密封性和美观性。
侧面框架部件如图8所示。该部件为上下侧开放设计,刚性差,焊接易变形。采用增加工艺筋的措施进行部件焊接,采用部件工装夹紧压平焊接后进行热处理,并将蒙皮分块施焊控制变形。
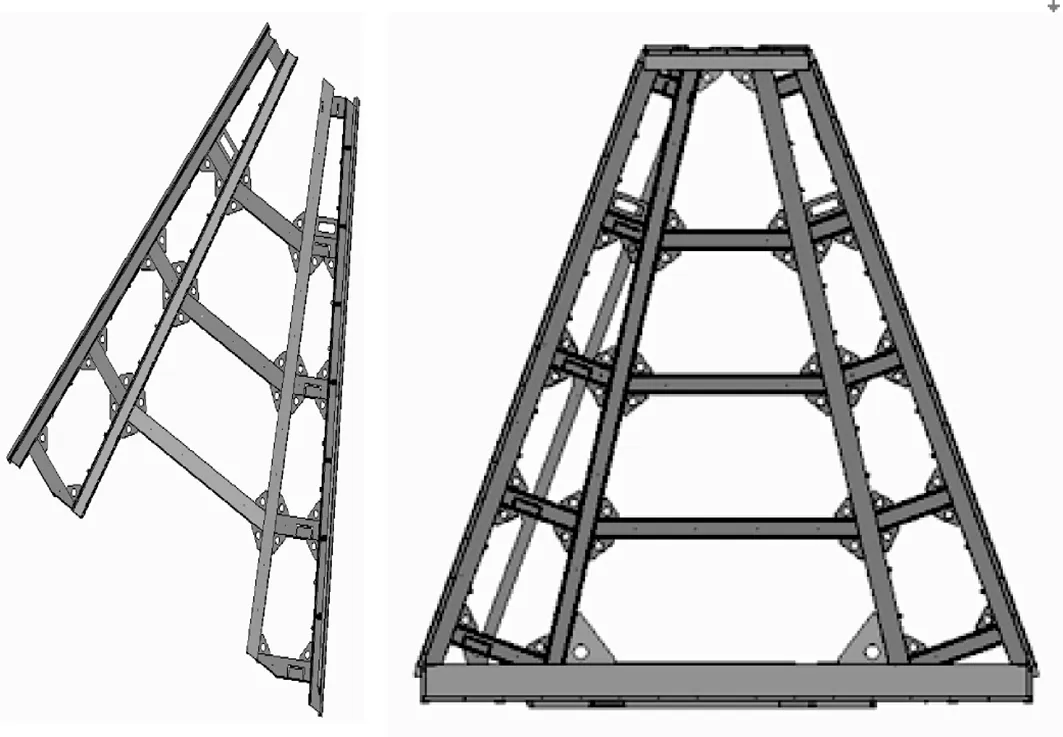
图8 改进前后侧面框架示意图
加工的难点:T/R框架内腔结构刚性较差。对于加工过程中易出现难加工的颤刀现象,设计了内框刚性工装,用于整体加工过程中加强框架结构刚性避免颤刀,保证T/R框架加工质量。
5 结束语
天线舱框架通过合理的部件拆分从控制部件焊接的变形开始,并利用整理工装保证整理组焊的精度。两侧边蒙皮焊接时预设工艺筋保证蒙皮焊接刚度来控制变形,同时通过合理的施焊工艺保证焊接的质量。加工时通过工装保证T/R框架的刚性支撑,确保组件模块在框架上的安装精度,达到了设计的精度要求。该框架通过焊接加工验证已转入正式产品。
猜你喜欢
今日制造与升级(2022年7期)2022-11-03
军民两用技术与产品(2022年8期)2022-10-10
教练机(2022年1期)2022-08-18
模具制造(2022年5期)2022-06-27
军民两用技术与产品(2021年5期)2021-07-28
民用飞机设计与研究(2021年4期)2021-07-08
汽车维修与保养(2020年11期)2020-06-09
科学与财富(2020年6期)2020-05-19
小学语文教学·会刊(2019年2期)2019-09-10
文教资料(2017年15期)2017-09-18
