
基于机器人智能编程的轮辋冲孔精度控制研究
2020-11-18 13:10
制造业自动化 2020年11期
(沈阳新松机器人自动化股份有限公司,沈阳 110168)
0 引言
在压缩机壳体、钣金件冲孔应用中引入已经机器人技术,对冲孔技术、冲孔缺陷和路径优化进行了研究[1~3],同时也有通过数值模拟研究冲孔机理以及针对冲孔精确定位展开的研究[4,5],这些技术都是冲孔这种工艺的关键技术,采用机器人进行轮辋冲孔是一种全新的应用,具有其独特的特点和难度。轮辋冲孔是车轮毂生产中一项重要的工艺过程,但是由于冲孔产生的噪音、工作环境、工作的危险性以及容易产生职业病等问题,这项工作非常不适合人工操作。随着智能制造的推进和发展,用机器人替代人工完成轮辋冲孔这项工作亟待解决,给轮辋行业提出了新的挑战。
本文研发了一套智能冲孔机器人系统,开发了一套机器人智能冲孔自主编程系统,减少了调试工作量,缩短了换产调试周期,可以批量复制推广。由于轮辋的冲孔精度直接影响辐条的编花组队是否满足轮毂性能要求,所以对冲孔精度误差进行了研究,并提出了减小误差的实施方法。通过实验验证后,这套系统可以满足客户轮辋冲孔的质量要求和生产需求。
1 智能冲孔机器人系统介绍
智能冲孔系统主要由新松机器人、轮辋夹手、上下料系统、模具工装、冲床、智能编程系统以及冲孔专家系统组成,实现对轮辋自动冲孔工作,智能冲孔机器人系统如图1所示。
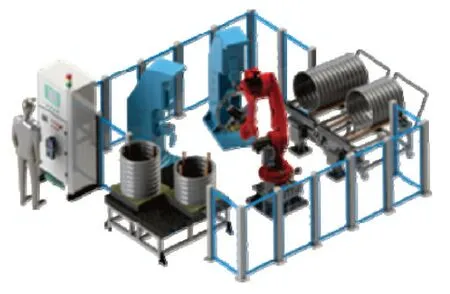
图1 智能编程机器人冲孔系统
1.1 机器人
采用新松机器人自主研发的一款垂直6关节机器人,型号为SR50B。这款机器人刚性好、可靠性与稳定性高,能够长期适应冲孔冲床带来的震动和冲击。
1.2 轮辋夹手
通过控制轮辋夹手自动完成以下工作:从上料台夹取轮辋;控制夹手与冲床设备配合对轮辋进行自动打凸包和冲孔;将冲好的轮辋放置于下料架上。并且满足以下要求:在夹持轮辋时,机器人本体运转自如,工作性能稳定可靠,其动作具备:上下件、自身旋转和控制夹手动作(夹紧、松开、旋转)。
1.3 上下料系统
由自动上料台和下料架组成。采用双工位上料台,人工上料时不会影响机器人正常工作。工件在上料系统中可实现自定心,操作简便,定位准确。下料系统,将下料架推入即可定位,以货架形式节省空间、轮辋收集量大且转移方便,两套下料架交替使用节省时间。
1.4 智能编程系统
系统内置于机器人控制器内,在机器人示教器界面即可操作,界面简洁友好。可达到只需要示教初始点位,然后通过智能编程技术实现其余孔位点机器人轨迹的自动生成。大幅减少人工示教工作量,对操作人员要求降低。换产周期缩短,适用于小批量多品种使用。
1.5 冲孔专家系统
冲孔专家系统是与客户冲孔工艺紧密结合,将整个系统的各个控制模块有机整合,形成了具有一定智能判断和自主决策的专家系统。冲孔专家系统主要包含工艺管理模块、参数调整模块、来料管理模块、产能管理模块、耗材寿命管理模块、耗材修整管理模块、设备交互模块、安全保护与报警管理模块。
2 机器人冲孔智能自主编程技术研究
由于单个轮辋冲孔数量很多,同时轮辋的种类也很多(从直径14寸~23英寸,宽度1.20~5.5英寸),通过传统的机器人示教方式完成冲孔工作会带来如下问题:1)示教工作量巨大;2)换产周期长;3)需要高水平调试工程师;4)无法大批量推广使用。如何能研发出能够自适应工件的冲孔智能编程技术对研究的可用性具有重大意义。
为了解决上述问题,对冲孔智能编程技术展开了研究。首先根据轮辋上孔的空间位置,即(x,y,z,Rx,Ry,Rz),按照特征规律将孔的空间向量分组,将具有相同特征的孔位空间向量归纳到一个特征矩阵中,形成几组孔位特征矩阵。分组后按照标准图纸的参数将每组矩阵赋值。对数据矩阵设定初始条件:可以通过对每组矩阵的第一个孔位进行示教确定初始条件。对数据矩阵再设定边界条件:轮辋直径、宽度、孔数量、特征矩阵数量,每个矩阵向量数量等。
将特征矩阵的数据用于轮辋的冲包(冲孔),将具有同特性的孔位矩阵以确定格式和参数化的形式记录到机器人控制器的变量中,例如孔个数、偏移距离、角度变化量等。这样在设定好边界条件后,可通过只做初始条件的孔位示教,其余孔位机器人轨迹可以通过计算自动生成。即可实现整个轮辋的全部自动智能编程工作。
3 冲孔精度误差来源分析与优化研究
轮辋的冲孔精度主要来自两个方面:轮辋自身圆度误差和冲孔设备引进的误差。这些误差的累积会导致冲孔后的孔形位误差超差,造成后续轮条编织的无法实现。所以保证冲孔形位误差是控制轮辋生产过程中合格率的重要技术手段。
3.1 自身误差
轮辋自身误差主要是轮辋圆度误差。这个误差是由生产工艺引起的,从工艺手段也可以有方法进行校正补偿(如校圆等工序),不是本文研究内容,这里不做深入讨论。
3.2 设备误差
1)保证夹手与机器人第六轴的法兰盘同轴度。如果夹手与机器人法兰不同轴,冲孔位置误差会出现周期性跳动,以至于会产生超差现象。
为了保证夹爪同轴度,对加工工艺、装配工艺进行改进。同时将组装后的夹爪安装在机器人末端进行旋转同轴精度检测。可得到夹爪与机器人末端法兰的同轴度≤φ0.5mm。同轴度达到上限值0.5mm时,如图2所示,冲孔中心角度误差为±2°,已经接近产品规定的角度误差±2°。
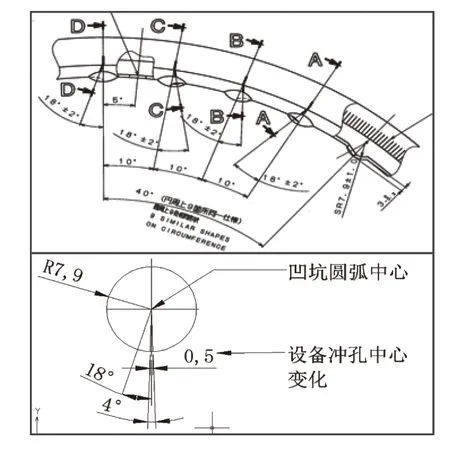
图2 冲孔中心位置与同轴度误差分析
由于提高夹爪精度会增加制造、装配的成本和难度,而且不具有可复制性和通用性。所以为了解决这个问题,使用了基于解析几何函数的误差补偿模型,根据夹爪的同轴度检测数据,使用几何函数可预测出每个冲孔的位置度偏差,在超差的孔位进行误差补偿,将合理的补偿量赋给智能编程系统,可针对个别超差的孔进行“软补偿”。使用这种补偿策略后,对夹爪的制造与装配精度不需提出过于苛刻的要求。使用超差补偿策略并经过测试后,冲孔中心角度误差≤±0.5°。
2)机器人重复定位精度也会对冲孔中心角度误差产生影响。本研究选择的是新松生产制造的SR50B机器人,其重复定位精度为±0.1mm。
按上述超差补偿策略进行误差补偿,冲孔夹手同轴度误差因素已经排除,此时冲孔设备的重复精度就是机器人本体的重复定位精度(≤±0.1mm),该误差带来的角度偏差为≤±0.73(前提条件,凸包R7.9)°,如图3所示。
综上,冲孔设备冲孔精度为≤±(0.5°+0.73°),即≤±1.23°,满足≤±2°的要求。

图3 冲孔中心位置与机器人重复精度误差分析
3)工艺误差
冲孔分为冲凹坑和冲孔两个步骤,首先冲凹坑,然后冲孔。以往人工操作的工艺是逐个连续冲凹坑和冲孔,通过人的经验和工装夹具来控制凹坑和孔的空间重复精度。然而机器人并不能通过工装夹具等设备来保障凹坑和孔的精度,同时由于夹爪与机器人末端法兰的同轴度误差和机器人重复定位精度误差累积效应,若机器人仍采用人工冲孔工艺会产生凹坑和所对应的孔不在一个空间位置上的问题。所以即使解决了夹爪同轴度误差和机器人重复定位精度误差问题,仍然会产生凹坑和所对应的孔不在同一位置而产生废品。
为了解决这个问题,提出了基于孔位特征规律的矩阵式冲孔工艺,很好解决了误差累积效应产生的凹坑和所对应的孔不在同一位置的问题。具体思路是将所有孔按照空间特征规律分类,分类后组成孔位空间矩阵。每次机器人只完成一组特征空间矩阵内的冲凹坑和冲孔工作,即先做这组空间矩阵内的冲凹坑,然后按照冲凹坑的程序再做这组空间内的冲孔工作。依次按照上述规则将几组特征空间矩阵内的冲孔工作完成。经过实验验证,按照这个方法进行的冲孔后工件的凹坑和所对应的孔都在同一位置上,通过质量检测均为合格产品。
4 智能机器人冲孔精度实验验证
所研发的这套基于机器人智能编程的轮辋冲孔系统在轮辋生产厂家已经使用了4年,取得了良好的经济效益和社会效益。可以实现350/8小时的产能,是人工产能的1.6倍,产品合格率达到99.8%以上。解决了人工在高噪音、高危险性工作环境以及容易产生职业病等问题。通过技术突破可以使这套系统具有实际的简易可操作性,具有可复制性,可以大范围推广,图4展示了机器人智能编程的轮辋冲孔系统所做工件的前后对比。

图4 冲孔前和冲孔后的轮辋比较
5 结语
本文研发出了一套基于机器人智能编程的轮辋冲孔系统,主要研究内容如下:
1)开发了一套机器人轮辋冲孔系统。主要包括:新松机器人、轮辋夹手、上下料系统、模具工装、冲床、智能编程系统以及冲孔专家系统;
2)研发了一种机器人冲孔智能编程技术。通过孔位的空间特征分析计算,可以自动生成机器人轨迹,即可实现整个轮辋的全部自动智能编程工作;
3)对冲孔的精度控制展开了研究。通过研究分析夹爪误差、机器人重复精度误差以及工艺产生的误差,通过超差补偿策略进行补偿,可以保证孔的位置精度。
实验验证表明基于机器人智能编程的轮辋冲孔系统满足客户轮辋冲孔工艺要求,同时冲孔精度符合质量要求。取得了良好的经济效益和社会效益,解决了人工在高噪音、高危险性工作环境以及容易产生职业病等问题,具有很高的推广应用价值。
猜你喜欢
建材发展导向(2022年18期)2022-09-22
哈尔滨轴承(2022年1期)2022-05-23
辽宁师专学报(自然科学版)(2021年1期)2021-07-21
北京汽车(2020年5期)2020-11-05
化工装备技术(2020年2期)2020-05-12
中国设备工程(2019年17期)2019-09-24
汽车零部件(2019年7期)2019-08-14
汽车工程学报(2019年6期)2019-04-07
当代化工(2019年11期)2019-02-04
山东工业技术(2016年15期)2016-12-01
