
冷轧冲孔机设计及应用研究
2019-09-24 09:25韩姝红朱伟见夏浩
中国设备工程 2019年17期
韩姝红,朱伟见,夏浩
(1.鞍钢教育培训中心;2.鞍钢股份冷轧厂,辽宁 鞍山 114032)
随着钢铁行业的高速发展,市场对冷轧带钢的需求量越来越大,同时对钢带质量的要求也越来越高。为更好地提高冷轧带钢的产品质量,占据更大的市场份额,为企业创效,鞍钢股份公司冷轧厂在原有的老盐酸机组上进行了改造,在原有米巴赫焊机的后面新增了一台冲孔机,目的是在带头带尾的焊接处进行冲孔,以实现带钢焊缝的准确跟踪,满足整条机组的连续运行。冲孔机需要满足以下条件:保证在带钢焊缝附近的带钢中间位置冲孔;冲头寿命要满足5000 卷/个;实现自动冲孔。为满足以上条件,设计了一款打孔机,并应用于冷轧生产线。
1 产线介绍
鞍钢冷轧薄板厂1#生产线是年产60 万吨优质冷轧板的冷轧酸洗—轧机联合机组生产线,产品品种主要有低碳钢(SPHC,SPHD,SPHE)、结构钢(St37-2,St44- 2,St50-2,St52-3)、汽车结构用钢(SAPH310~440)、汽车大梁用钢板(B510L)、汽车车轮用钢(B330CL,B380CL,B420CL)、冷变形用热轧细晶粒钢板(QstE340TM~550TM)、锅炉和压力容器用钢板(SB410,19Mn6)、IF 钢及热轧酸洗板等。主体设备包括:具有液压闭环自动厚度控制的五机架连轧机,高效全氢罩式退火炉,平整、横切机组和新增加的出口双卷取及飞剪设备。采用浅槽紊流盐酸洗工艺,运用先进的板型控制技术,高精度的厚度控制技术等,使厚度控制精度有了可靠的保证。产线工艺流程见图1。

图1 冷轧生产工艺流程
2 打孔机设计背景
冷轧厂1#线盐酸洗机组设备老化,产品质量不好,产品种类单一。2011 年,冷轧厂对盐酸洗机组设备进行升级改造,头部焊机采用米巴赫闪光焊机,由于投入资金问题,焊机利旧。但是由于机组设计的是酸洗连轧生产机组,为保证连轧生产的顺利进行,需要准确确认带钢头尾焊接焊缝位置,所以在机组升级改造时,增加了焊缝跟踪系统。焊缝跟踪是通过焊机后冲孔机冲出的圆孔进行跟踪。原有焊机后冲孔设计在带钢边部,在焊缝跟踪过程中由于带钢的宽度不同,不同规格钢带的冲孔位置有偏差,在焊缝跟踪时会发生误差。所以机组设备升级改造中,冲孔机的设计改造是必不可少的一部分。
3 冲孔机设计方案
3.1 冲孔机设计方案制定原则
(1)根据现场实际进行尺寸测量并设计,确保冲孔机的安装无误差。
(2)对冲孔机的上下机架、冲孔和冲模进行力学分析计算,确保冲孔机的强度和寿命。
(3)利用原有的液压系统,与焊机焊接程序相衔接,保证冲孔机冲孔的稳定性。
3.2 冲孔机的力学分析
3.2.1 冲孔机冲压力的计算
在计算冲孔机的冲压力时,冲孔最小尺寸与孔的形状、材料机械性能和材料厚度有关。计算后进行验证分析,这样才能保证冲孔机对所有带钢冲孔的稳定性。最小可冲孔眼尺寸见表1。
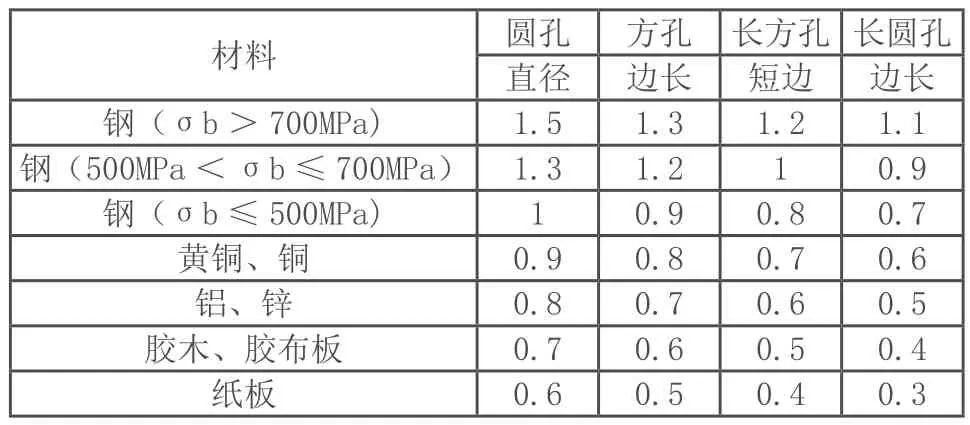
表1 最小可冲孔眼尺寸(为板厚的倍数)
根据表1,1#生产线选择钢(σb >700MPa),圆孔直径1.5 倍板厚,则可设计的最小冲孔直径为1.5×1.6=9.0mm,结合生产实际,为了提高冲头的寿命和冲头的安全性,选择冲孔大小为15mm。
考虑冲孔是带钢完全受到剪切力的作用使得带钢被冲穿,利用剪切力公式可以得到以下计算数据。
可以计算出液压缸给与带钢的最小冲孔力为:

液压系统压力为P=8MPa,由此可以计算出液压缸活塞面积为
根据以上的计算数据,我们可以选择液压缸的活塞直径为250mm,再结合冲孔机机械结构尺寸,最终选择液压缸活塞直径为280mm,冲孔机的冲孔液压缸选择完成。
根据以上分析及现场实际测量,决定在焊机挖边剪和牵引小车之间设计安装1 台新制的冲孔机,冲孔机冲孔大小为φ15mm 大小的圆孔,液压缸活塞直径为280mm,冲孔带钢厚度为1.8~6.0mm 的冲孔机,可以适用于所有生产品种与规格。
3.2.2 冲孔机的结构设计
根据冲孔机安装的位置和空间,根据现场的实际测量,在保证安装空间不与其他设备干涉的情况下,我们选择冲孔机的外形尺寸为2380×1696×550,冲孔机分为上下两个框架,然后利用螺栓连接,同时连接部位用绝缘板隔开,避免焊机绝缘不好造成焊机烧损,机构简图见图2。安装完成后,经过试车冲孔效果很好,达到准确跟踪的目的。
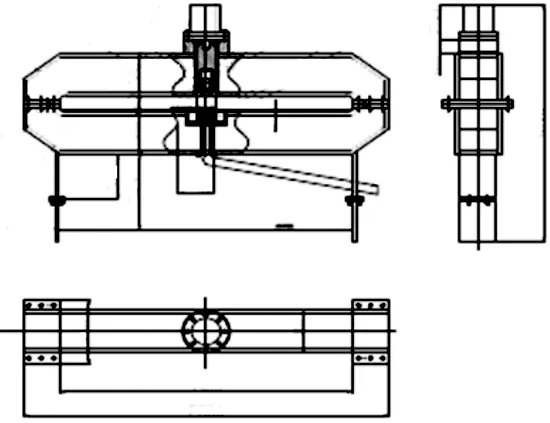
图2 冲孔机设计简图
4 结语
不同宽度钢板由于冲孔位置不同,造成连轧生产中带钢焊缝跟踪不准确,从而影响连续作业,通过计算与现场现有设备现状的结合,设计出一款适合冷轧1#生产线的冲孔机,满足以下条件。
(1)在头尾焊接焊缝附近带钢冲孔位置居中,改善不同宽度边部冲孔跟踪不准确问题。
(2)采用冲孔大小为15mm,满足每个冲头工作5000个钢卷。
(3)液压缸活塞直径为280mm,保证连续自动冲孔。
安装完成后,经过试车冲孔效果很好,达到准确跟踪目的,保证了产线的连续化生产。
猜你喜欢
建材发展导向(2022年18期)2022-09-22
机电安全(2022年4期)2022-08-27
鞍钢技术(2022年3期)2022-06-12
辽宁师专学报(自然科学版)(2021年1期)2021-07-21
焊管(2020年7期)2020-08-18
焊管(2020年12期)2020-02-24
建材发展导向(2019年5期)2019-09-09
中国设备工程(2019年22期)2019-01-16
山东工业技术(2016年15期)2016-12-01
电子制作(2016年1期)2016-11-07
