
基于S7-1200PLC的小型立体仓库控制系统设计
2020-11-18 13:10:18
制造业自动化 2020年11期
(南阳理工学院,南阳 473004)
0 引言
为响应国家智能制造战略,打造数字化工厂,自动化立体仓库越来越受到企业界关注,对其需求量和各方面性能要求越来越高。因此,对自动化立体仓库的深入研究可以产生巨大的社会效益和经济效益[1~3]。堆垛机器人作为立体仓库的核心执行设备,其性能指标将会对仓储系统的运行效率产生重大影响,包括其运行的平稳性,高速性,定位精确性等,因此,设计一种更加可靠、高效、精准的运动控制算法具有重大现实意义[4,5]。基于西门子PLC S7-1200和堆垛机器人开发一套立体仓储控制系统,实现出入库智能操作,并基于S7-1200驱动伺服系统提出一种新型直线插补算法,最后通过工业以太网实现仓库与MES系统的远程通信,为智能车间打下基础。
1 立体仓库总体设计
1.1 立体仓库机械结构设计
小型立体仓库机械结构主要由货架、堆垛机器人、出入库传送带和料盘组成,如图1所示。
1)货架:货架由横梁、立柱组合装配构成,实现模块化安装。
2)堆垛机器人:堆垛机器人是整个立体仓库的核心工作部分,是实现立体仓库出入库的执行机构。堆垛机由X轴、Y轴、Z轴组成,能够实现沿X轴的水平移动、沿Z轴的垂直移动和沿Y轴的水平移动,如图2所示。
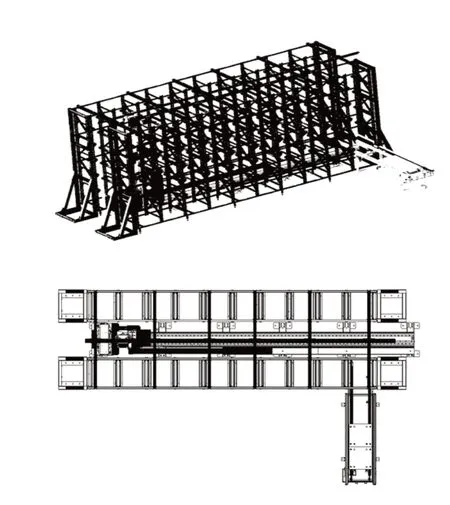
图1 立体仓库示意图
1.2 控制系统硬件结构设计
电气控制系统是堆垛机器人及出入库传送带的控制中枢,是实现立体仓库出入库动作的核心单元。整个电气控制硬件系统由PLC、输入/输出设备、执行设备、驱动装置等组成。控制系统除了控制堆垛机和传送带的运行,还需要控制各种限位开关、行程开关、感应开关以及触摸屏等。控制柜元器件布置如图3所示。
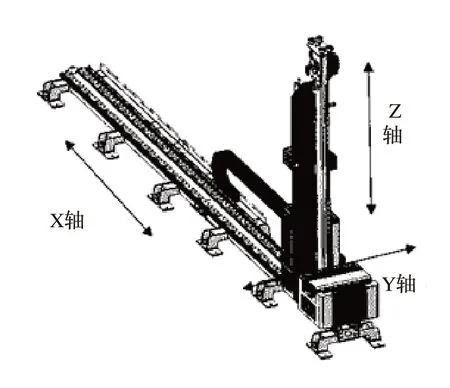
图2 堆垛机示意图
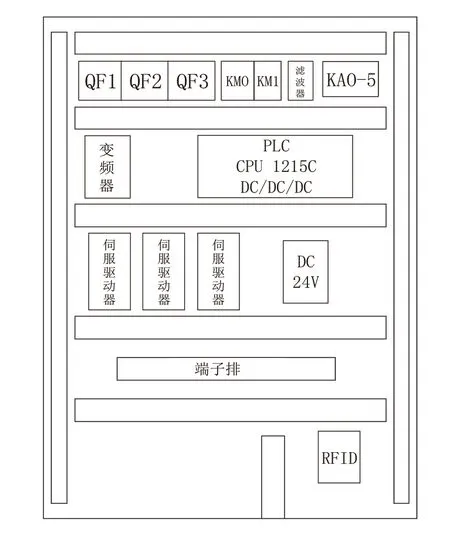
图3 控制柜布置图
2 控制系统功能实现
2.1 控制系统组态及IO配置
堆垛机的运动是由三个轴的运动实现的,对堆垛机运动的控制实际上是PLC对三个伺服驱动器的控制来实现的。另外,输入输出传送带的运动是由PLC对变频器的控制来实现的。基于S7-1200 PLC的硬件组态配置如图4所示。
控制系统IO配置如表1所示。
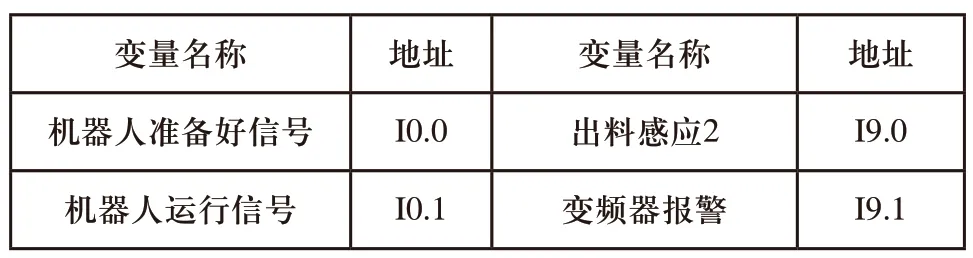
表1 I/O列表

图4 系统硬件组态
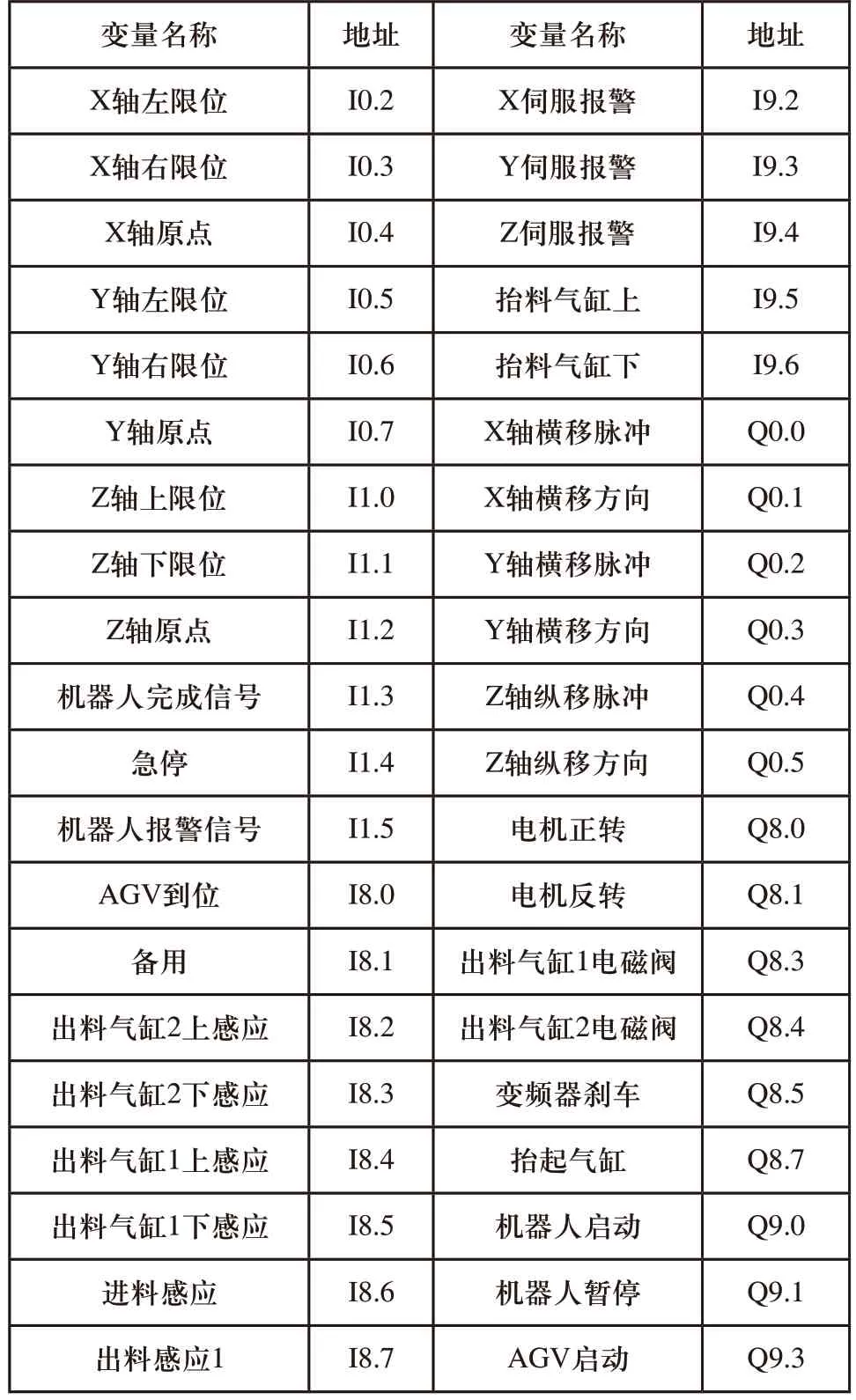
表1 (续)
2.2 堆垛机器人步距计算
堆垛机X轴采用斜齿轮/齿条传动,需要计算出齿轮与齿条啮合时,齿轮转动一圈行走的距离,计算过程如下:
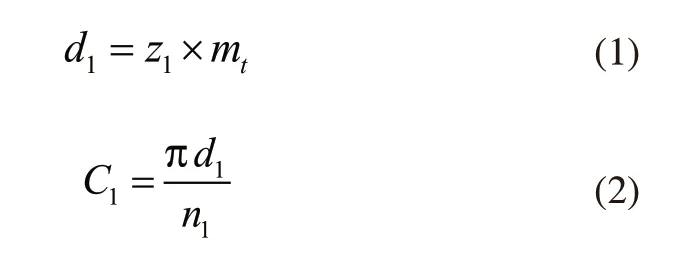
其中,已知齿数z1=25,端面模数mt=3,减速比n1=1:7,可计算出斜齿轮分度圆直径d1(mm),分度圆周长C1(mm),分度圆周长即齿轮与齿条啮合时齿轮转动一圈行走的距离。计算可得C1=33.659mm,同理可计算得C2=25.004mm,C3=25.492mm。
2.3 自动认址算法设计
自动认址是指用户给定目标货位的行列数值后,堆垛机可以接收并识别货位信息,然后自动移动至目标位。此功能可分为两个步骤,第一,堆垛机自动识别目标位置。第二,堆垛机精准移动到目标位置。
本系统所设计的自动化立体仓库货架分为前后两排,每一排有五行,十列,共94个货位。绝对认址算法算法分析如下:
首先需要计算出每个货仓之间的行间距和列间距,
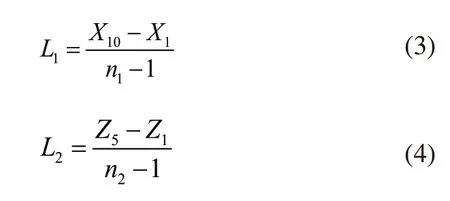
其中,X10第十列X轴坐标5255.406(mm),X1第一列X轴坐标-51.50407(mm),n1列数10列,计算可得X轴列间距L1=589.65667(mm)。Z5第五行Z轴坐标1902.563(mm),Z1第一行Z轴坐标93.13336(mm),n2行数5行,计算可得Z轴行间距L2=452.35741(mm)。接着计算出X轴、Z轴目标行列数的具体坐标:
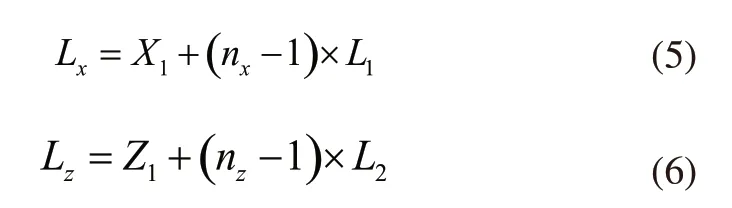
其中,X1第一列X轴坐标-51.50407(mm),L1列间距589.65667(mm),nx目标列数,可计算出Lx目标列数X轴坐标。同理,可计算出Lz目标行数Z轴坐标。
计算完成后,给出X、Z轴运行速度,通过绝对定位指令(MC_MoveAbsolute),控制轴运动到指定位置。
认址算法示意图如图5所示。
2.4 直线插补算法设计
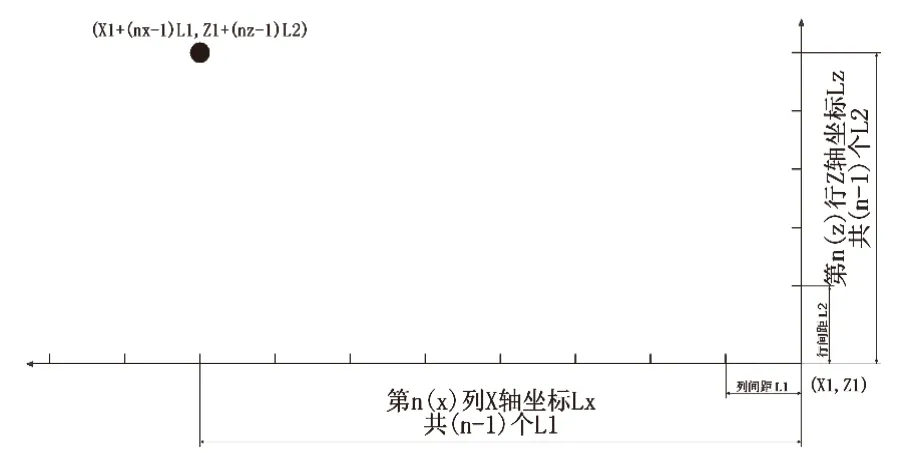
图5 认址算法示意图
自动化立体仓库体积庞大,仓格数量多,目前大多数立体仓库没有对堆垛机X轴、Z轴的运行速度和路径进行优化,这导致了出入库的效率较低,严重影响了立体仓库的性能,所以可将数控系统中的直线插补思想应用到立体仓库中,对运行速度和路径进行优化,提高立体仓库运行效率。故本课题在实现X、Z轴自动定位的基础上,设计了一种新型直线插补算法,极大简化了程序结构,减少了运算量。
设置X轴和Z轴的速度范围,以X轴速度为基准,分别计算出X轴与Z轴的运行距离,根据X轴速度和距离计算出X轴的运行时间,将此时间设置为基准时间,最后根据基准时间和Z轴距离计算出Z轴速度。
具体算法如下:
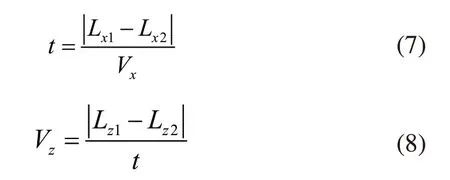
其中,t轴运行时间(s),Lx1目标列数坐标值(mm),Lx2X轴当前坐标值(mm),VxX轴自动运行速度,Lz1目标行数坐标值(mm),Lz1Z轴当前坐标值(mm),可算得VzZ轴自动运行速度。最后将所得X、Z轴速度赋值给自动定位模块,控制两轴以直线插补形式移动到目标位置。
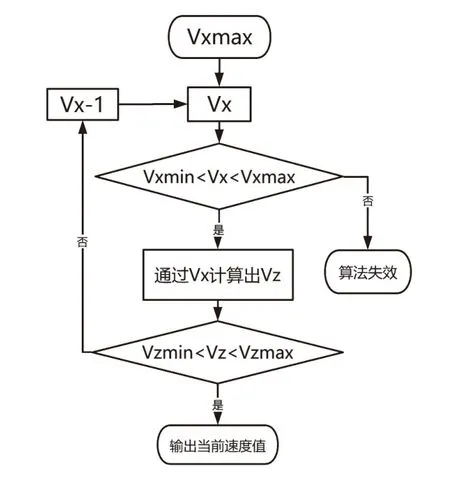
图6 插补算法流程图
2.5 组态监控
本地监控画面包括初始画面、自动运行画面、手动运行画面、参数配置画面、IO监控画面,其中自动运行画面如图7所示。

图7 自动运行监控画面
自动运行模式下,可以看到X、Y、Z轴当前位置、速度、堆垛机目标货架行和列、出入库情况。另外,该系统还可以实现与上位机通信,远程控制出入库动作,在此不再深入叙述。
3 结语
本文基于S7-1200,运动伺服驱动技术,设计了基于堆垛机的立体仓库控制系统。对立体仓库控制系统的硬件选型、组态配置、自动认址、直线插补、监控等进行了深入研究。实现了手动运行模式、自动运行模式及上位机远程模式下的出入库操作。提出的直线插补算法优化了出入库路径,有效地提高了立体仓库的出入库效率。
猜你喜欢
物流技术与应用(2021年11期)2021-12-27 05:17:20
现代信息科技(2021年21期)2021-05-07 02:54:12
制造业自动化(2018年10期)2018-11-02 09:51:40
酒·饮料技术装备(2018年1期)2018-04-28 09:09:07
中小企业管理与科技·下旬刊(2018年11期)2018-03-19 01:48:52
电子技术与软件工程(2017年5期)2017-04-23 23:19:45
上海铁道增刊(2017年2期)2017-04-18 06:50:24
制造业自动化(2017年2期)2017-03-20 14:26:07
电子工业专用设备(2015年4期)2015-05-26 09:10:37
河南科技(2014年8期)2014-02-27 14:07:59
