
Surface-improvement mechanism of hybrid electrochemical discharge process using variableamplitude pulses
2020-10-24 06:31YnZHANGZhengyngXUYuWANGQinNIXingLING
CHINESE JOURNAL OF AERONAUTICS 2020年10期
Yn ZHANG, Zhengyng XU, Yu WANG, Qin NI, Xing LING
a School of Mechanical and Power Engineering, Nanjing Tech University, Nanjing 211800, China
b College of Mechanical and Electrical Engineering, Nanjing University of Aeronautics & Astronautics, Nanjing 210016, China
c AECC Sichuan Gas Turbine Research Establishment, Chengdu 610500, China
KEYWORDS Electrical discharge machining;Electrochemical machining;Hybrid machining;Superalloy;Variable-amplitude pulse
Abstract Superalloys are commonly used in aircraft manufacturing;however,the requirements for high surface quality and machining accuracy make them difficult to machine.In this study,a hybrid electrochemical discharge process using variable-amplitude pulses is proposed to achieve this target.In this method, electrochemical machining (ECM) and electrical discharge machining (EDM) are unified into a single process using a sequence of variable-amplitude pulses such that the machining process realizes both good surface finish and high machining accuracy.Furthermore,the machining mechanism of the hybrid electrochemical discharge process using variable-amplitude pulses is studied.The mechanism is investigated by observations of machining waveforms and machined surface.It is found that, with a high-frequency transformation between high- and low-voltage waveforms within a voltage cycle, the machining mechanism is frequently transformed from EDM to pure ECM. The critical discharge voltage is 40 V. When pulse voltages greater than 40 V are applied,the machining accuracy is good; however, the surface has defects such as numerous discharge craters.High machining accuracy is maintained when high-voltage pulses are replaced by low-voltage pulses to enhance electrochemical dissolution.The results indicate that the proposed hybrid electrochemical discharge process using variable-amplitude pulses can yield high-quality surfaces with high machining accuracy.
1. Introduction
Superalloy materials have been commonly used in aircraft manufacturing owing to their high strength and excellent temperature resistance.1Their most typical applications include critical components in turbine engines such as vanes and turbine blades, which are usually operated at extreme temperatures.2However, superalloys including nickel-based superalloys and titanium alloys are difficult to machine and pose a significant challenge to conventional machining technologies.Conventional processes have not met the continuously increasing demands on machining accuracy and surface quality, and non-conventional machining technologies have become more effective for superalloys.
Electrical discharge machining(EDM)is widely accepted as a precision processing method for metal-based materials. The entire machining process is essentially based on the thermoelectric erosion produced between the electrode and the workpiece in a dielectric work fluid.3Workpiece materials are removed by electric discharge through melting and vaporisation. Thus, EDM can be used for machining all types of conductive materials regardless of the intensity and hardness.4However, in terms of thermal processing, EDM commonly causes surface defects, such as micro-cracks and recast layers,as well as residual stress.5Such defects can lead to significant decrease in the service life and stability of a component,which is unacceptable in aero-engine manufacturing.6
To solve the problem of defects,numerous methods of surface improvement have been studied extensively by many scholars. Izquierdo et al.7proposed a numerical model of EDM to characterize discharge properties and to predict recast-layer distribution. Based on this model, the evolution of the recast-layer generation process was successfully simulated,and the results have a good correlation with experimental results. Punturat et al.8studied the surface characteristics and damage of monocrystalline silicon in wire-EDM. The results verified that surface defects, such as micro-holes,cracks,and poor surface roughness,can be effectively avoided with proper machining parameters.The surface characteristics of Ti-6Al-4V alloy processed using EDM with a Cu-SiC composite electrode was investigated by Li et al.9The results demonstrated that the surface processed using the Cu-SiC composite electrode has fewer cracks than that processed using a Cu electrode, and it is easier to form a continuous uniform hardened layer by using the composite electrode. Xu et al.10proposed a method of cathode travelling and anode vibration for wire electrochemical micro machining, which effectively reduces the surface roughness of the workpiece owing to the enhancement of mass transport.Micro cams with smooth surfaces were successfully machined using this method. Wang et al.11comprehensively studied the electrochemical polishing of tungsten and analysed the changes of surface morphology and surface roughness under different potentials. Finally, a mirror surface with a Sa roughness of 3.7 nm was obtained.Shaikh et al.12mathematically modelled the material removal rate and surface roughness in the finishing of bevel gears by an electrochemical honing process. Bevel gears with appreciable improvement in the surface roughness and surface integrity were obtained using an indigenously developed experimental setup, which validated the model. Wu and Jain13introduced a method called wire electrochemical discharge machining(WEDCM), which utilizes wire electrochemical machining(WECM) to remove the recast layer and reduce the surface roughness of wire electrical discharge machining (WEDM).Singh et al.14experimentally investigated the surface characteristics in the powder-mixed electrodischarge machining of an AA6061/10% SiC composite. The results verified that the improvement in surface quality is attributed to the reduction in the number, depth, and size of craters. Han et al.15investigated the improvement of surface integrity of the electrochemical discharge machining process by using a powder-mixed electrolyte. The experimental results verified that this method can reduce the breakdown voltage,thereby effectively enhancing the surface quality.Han et al.16developed a combined process of electrical discharge machining ablation and electrochemical machining in an aerosol dielectric. Compared with EDM ablation the thickness of the recast layer was decreased by 42.9% with this method.
Electrochemical machining (ECM) is based on an anode electrochemical dissolution reaction that does not generate micro-cracks or recast layers on a machined surface.17In addition, ECM has other advantages, such as improved surface quality of the machined component;18the absence of residual stress, burrs, and tool wear; and the capability to fabricate any conductive metal material, regardless of its hardness.19Despite these numerous advantages, owing to the low dissolution locality of the electrochemical reaction and stray electrolysis,20ECM is considered to have low machining accuracy compared with electrical discharge machining.21
According to previous studies of the present author,22-24a low-conductivity salt solution can be used as a bi-characteristic work medium. Both electrochemical reaction and electricaldischarge erosion can occur simultaneously in the work fluid.On the basis of this finding, a low-conductivity salt solution is chosen as the work medium in this study; however, in contrast to preceding studies, an innovative means is proposed to control the material-removal proportions of EDM and ECM in the hybrid electrochemical discharge process as well as to control the performance of the electrochemical discharge hybrid process.By using variable-amplitude pulses,in which a high-and low-voltage pulse are combined into a single voltage cycle, ECM and EDM can be highly efficiently and effectively combined into the same process.Variable-amplitude pulses are employed to control the switching of the mechanism in the hybrid electrochemical discharge process. During the highvoltage pulse stage involving electrochemical discharge machining, the workpiece materials are mainly removed by electrical-discharge erosion with high accuracy,whereas during the low-voltage pulse stage involving pure electrochemical machining, electrochemical dissolution occurs and removes a defective surface machined through electrical-discharge erosion.
In this study, the hybrid electrochemical discharge process using variable-amplitude pulses that is a promising method to obtain high machining accuracy and surface quality is proposed. Furthermore, the mechanism of the hybrid electrochemical discharge process using variable-amplitude pulses is clarified,the design of such pulses is described,and the optimal ratio of high- and low-voltage pulses is determined based on the machining accuracy, surface quality, and processing efficiency. Finally, the performance enhancement of the hybrid electrochemical discharge process,in terms of the enhancement of machining accuracy and the resulting surface quality, is verified.
2. Principles of hybrid electrochemical discharge process using variable-amplitude pulse
Fig.1 shows the mechanism of the hybrid electrochemical discharge process using variable-amplitude pulses. During this process,electrical-discharge erosion and electrochemical dissolution are combined into a unique process,depending on variations in the amplitude of the applied pulse voltage.Variations in the amplitude of the pulse voltage can be realized by a specially developed double-pulse power supply, which mainly consists of a high-pulse generator and a low-pulse generator.Through on-off control of high-pulse generator and a lowpulse generator, the output waveform can be formed with the characteristic of a combination between high- and lowpulse voltages.Thus the variations can be considered as a type of switching between two modes: high-voltage mode and lowvoltage mode.By varying the waveform of the combined highand low-pulse voltages, the proportion of electrical-discharge erosion and electrochemical dissolution in this hybrid process can be regulated. As a bi-characteristic work medium, a lowconductivity salt solution is applied in both stages.
The amplitude of high-voltage pulses applied between the workpiece and tool electrode is approximately 80 V. A lowconductivity salt solution can be employed as a dielectric medium.In this case,massive discharges are generated in the interelectrode gaps, whereas the material can be removed through vaporisation and melting. Simultaneously, an electrochemical dissolution reaction occurs. However, compared with electrochemical dissolution, electrical-discharge erosion plays a more important role in the removal of anodic material. Hence, during a high-voltage stage, high machining accuracy can be obtained under electrical-discharge erosion, in addition to the slight effect of electrochemical dissolution.However,there are many craters left on the machining surface. Thus, the surface is rather rough and covered with massive overlapped discharge craters.
The amplitude of low-voltage pulses used between the tool electrode and workpiece is less than 40 V. A low-conductivity salt solution can act as a weak carrier during electrochemical machining.During this process,EDM is no longer performed;pure ECM becomes the unique machining process, and the material is consequently removed from the workpiece through ionic dissolution. Hence, a thin layer of heat-affected material on the surface, which is generated by the discharge, is further removed to enhance the integrity of the machined surface, as shown in Fig. 1.
In summary, Fig. 1 expounds the material-removal mechanism during every voltage cycle, which includes the highvoltage and low-voltage modes. As a precondition, a lowconductivity salt solution is used as a double characteristic work fluid. During the high-voltage mode, the electricaldischarge erosion caused by the high voltage will mainly be used to remove the anodic material with high accuracy. During the low-voltage mode,the low-voltage waveform enhances the electrochemical dissolution, which is essential for the removal of the recast layer and improvement of the machined surface after the high-voltage mode. Hence, with highfrequency transformation between high-voltage and lowvoltage waveforms during a voltage cycle, the machining mechanism is frequently transformed from electrochemical spark machining to pure ECM. Thus, the hybrid machining process simultaneously yields high machining precision and surface quality.
3. Experiment details
3.1. Experiment system
The machining tool consists of a self-devised power supply system, detection system, machining cell, and control system, as shown in Fig.2.The variable-amplitude pulses can be supplied through the self-devised power supply system,which combines a high-and a low-voltage pulse into a voltage cycle.The detection system includes a signal recorder that can record the voltage and current waveform of the entire machining duration.In the machining cell, the tool electrode is fixed to a handle and rotated with a spindle motor. The rotation and electrodeworkpiece gap can be controlled within a certain range through the control system.In this study,all experiments were conducted using this specially designed machine tool.
3.2. High- and low-voltage waveforms
Fig.3 shows the designed variable-amplitude pulses applied to the hybrid electrochemical discharge process. This waveform includes a high-voltage part and a low-voltage part. In the high-voltage section, the number of high-voltage pulses can be set as nHand the peak value of the high voltage can be set as VH; in the low-voltage section, the number of lowvoltage pulses can be set as nL, and the peak value of the low voltage can be set as VL.
3.3. Machining procedures and conditions
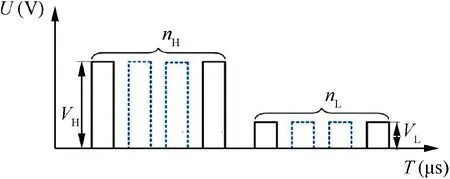
Fig. 3 High- and low-voltage waveforms.
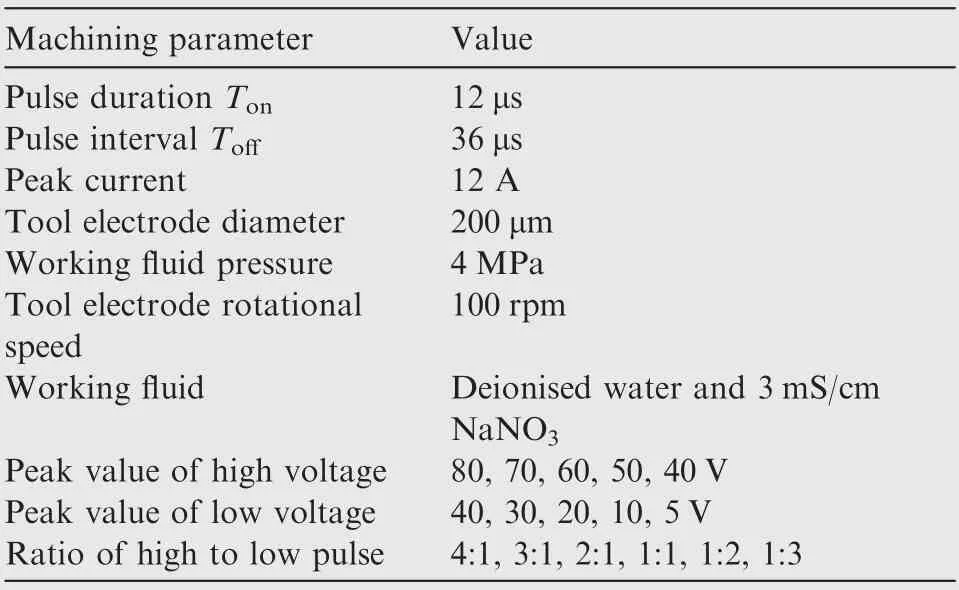
Table 1 Machining conditions for the hybrid electrochemical discharge process using variable-amplitude pulses.
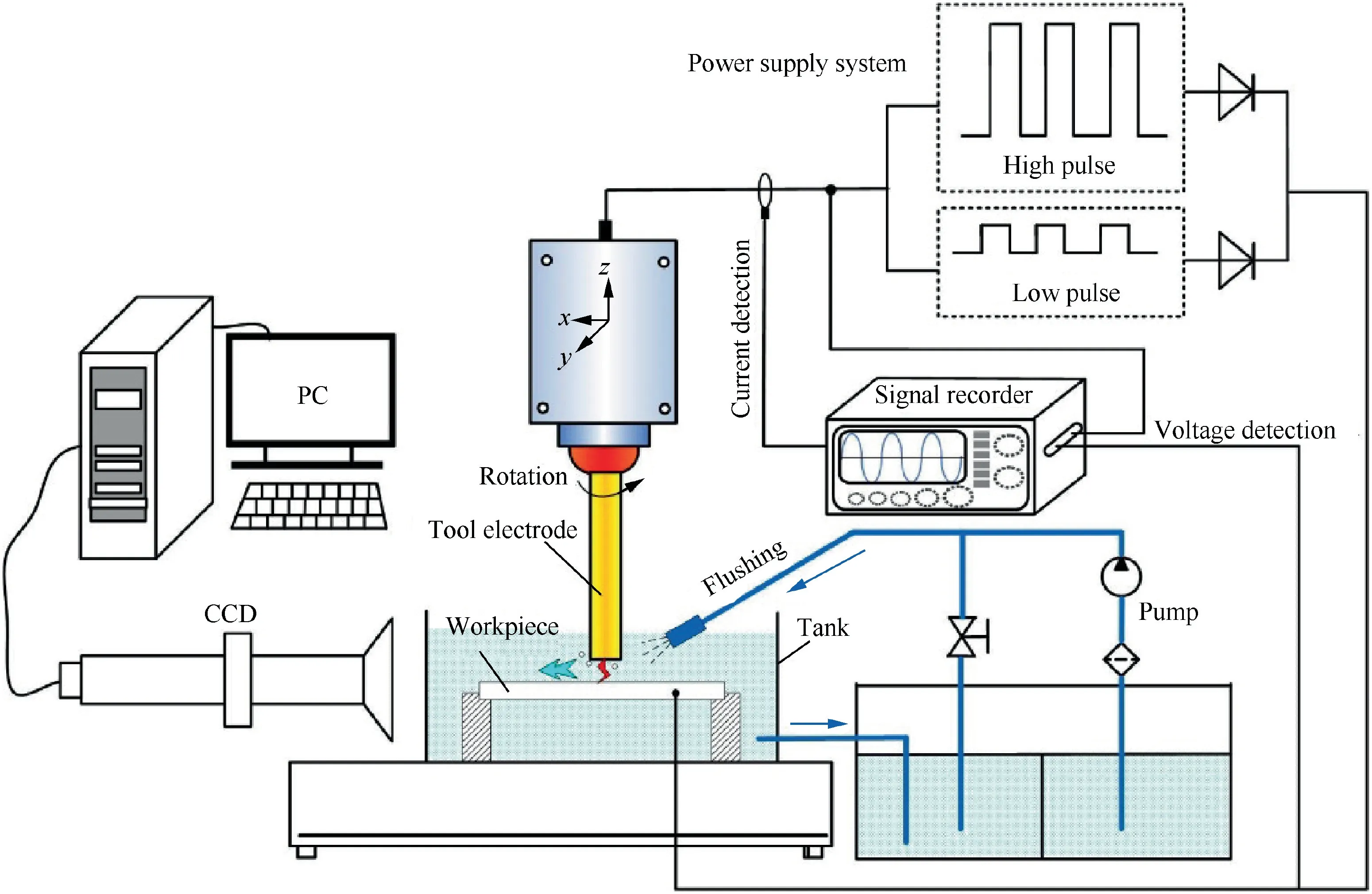
Fig. 2 Schematic of the experiment system.
In the first section,the machining parameters listed in Table 1 are used to analyse the material-removal mechanism in the hybrid electrochemical discharge process using variableamplitude pulses. In this study, cobalt-based superalloy with a thickness of 2 mm was used as the workpiece, and the tool electrode is a brass cylinder. First, the effects of machining parameters, including the peak value and the ratio of high and low voltages, on the material-removal mechanism are examined. In order to analyse the material-removal mechanism in this hybrid process by using high- and low-voltage waveforms, the machining phenomenon is observed, voltage and current signals are detected, and the machined surface is analysed. Second, for further confirming the advantages of the electrochemical discharge hybrid process using variableamplitude pulses, the surface texture of the electrochemical discharge hybrid process is compared with the surface texture of pure EDM. A 3 mS/cm NaNO3salt solution and deionised water were, respectively, employed as the working medium in the hybrid electrochemical discharge process and pure EDM.The peak voltage V and ratio of nHto nLwere investigated to determine the critical voltage and material-removal proportion in the hybrid process. Other parameters were optimised based on experiments and are listed in Table 1.
4. Results and discussion
4.1. Analysis of material-removal mechanism for hybrid electrochemical discharge process using variable-amplitude pulses
Fig. 4(b)-(e) show images of machining with the electrochemical discharge hybrid process at different applied voltages; the images are compared with an image of machining with pure EDM, as shown in Fig. 4(a). The emission of light, the generation and expansion of bubbles,and the removal of debris can be observed in the machining gap. As can be seen, when the applied voltage is 80 V, a drastic light emission occurs around the tool, as shown in Fig. 4(b). Simultaneously, massive bubbles attach to the surface of the tool electrode, forming a gas film. There are three main differences between the image in Fig.4(b)and the pure EDM image in Fig.4(a).First,the light emission in the hybrid electrochemical discharge process is more obvious than in pure EDM. In pure EDM, week light emission is produced when sparks occur, which are massive,small,and highly frequent,whereas in the hybrid electrochemical discharge process,strong light emission is produced during the occurrence of arcs, which are high in energy and have a long duration. This indicates that, in the hybrid electrochemical discharge process,the likelihood of arcing accompanying a normal discharge is consistently high during the entire process owing to the use of the high-conductivity salt solution.Second,in pure EDM,few bubbles are generated in the machining gap;thus,no gas films can be formed on the tool electrode.In contrast, electrochemical dissolution occurs in the machining gap with the hybrid electrochemical discharge process owing to the use of the salt solution and the machining voltage used in the inter-electrode clearance. Thus, tiny and dense bubbles can completely blanket the tool electrode with the formation of a thin gas film. Finally, the machining products are different.In pure EDM, the machining products are black debris,whereas in the hybrid electrochemical discharge process,owing to the electrochemical dissolution,the machining products are brown hydroxide. It has been verified that, in a salt solution,the material-removal process simultaneously includes the electrochemical dissolution process and electrical-discharge erosion process.
In addition, Fig. 4(b)-(e) show that the light emission becomes increasingly weaker with decreasing machining voltage. Moreover, the bubbles can be easily combined and enlarged, thereby detaching from the electrode surface, as shown in Fig. 4(d). After the machining voltage decreases to 40 V, as shown in Fig. 4(e), the light emission completely disappears, and the stable gas film is destroyed. It can be explained that, when the machining voltage is less than 40 V,the material removal is mainly dependent on the electrochemical dissolution. It was demonstrated that, with a reduction in the machining voltage, the effect of electrical discharge on the material removal becomes increasingly weaker,and 40 V is the critical voltage of the discharge occurrence.
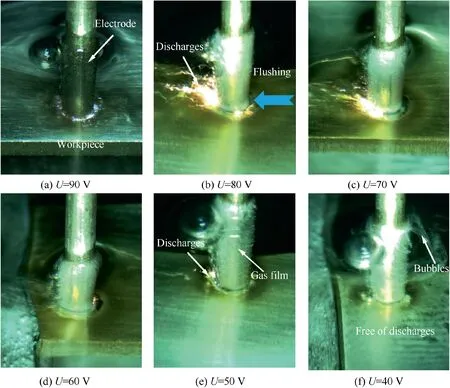
Fig. 4 Comparison of machining with pure EDM and the hybrid electrochemical discharge process.
Fig. 5 indicates the waveforms of voltage and the corresponding current signals obtained at different voltages in the hybrid electrochemical discharge process. In Fig. 5(a), the machining voltage was set to 80 V. It can be determined from the voltage and current signals that the machining process includes normal discharge and arc pulses;the normal discharge signals show that a breakdown voltage of 68 V and peak current of approximately 6.5 A are required for effective machining. It should be noted that, with a decrease in the machining voltage,the peak voltage and current also reduced,as shown in Fig.5(b)-(d).In particular,it can be clearly observed that,for the current signal,with the decrease in the applied voltage,the peak value and number of discharge current pulses are decreased, and the electrolysis current plays a dominant role.When the machining voltage is reduced to 40 V, the discharge current pulse completely vanishes, and only the electrolysis current remains, as shown in Fig. 5(e). As mentioned above,these results provide insight into the transition of the material-removal mechanism at varying applied voltages. In the range of 80-50 V, electrical-discharge erosion and electrochemical dissolution occur simultaneously. In addition, the effect of electrical discharge on the material removal increasingly weakens with the decrease in the applied voltage; thus,the effect of electrochemical reaction in the hybrid process continuously increases.With a further decrease in the applied voltage to 40 V, no electrical discharge occurs, and the material is entirely removed through electrochemical dissolution.
To further confirm the mechanism found based on the observation results and voltage/current signals, microscopic images of the surfaces machined with different applied voltages are shown in Fig. 6. At an applied voltage of 80 V, the processed surfaces are completely covered with massive overlapping craters, as shown in Fig. 6(a). It is a typical and concrete texture of a surface processed using EDM, which occurs because the material-removal mechanism is mostly based on electrical-discharge erosion. In Fig. 6(b), the arrow from right to left indicates the flushing direction and the direction of electrochemical dissolution. Along this direction, the machined surface is divided into two semi-circles with different features.In the left area,the surface is still covered by massive overlapping discharge craters, whereas the area on the right is smooth and dissolved. In addition, with the decrease in the applied voltage, the dissolved area expands in the flushing direction. When the machining voltage is decreased to 50 V,the entire machined surface is smooth and free of discharge craters. This indicates that a transition of the materialremoval mechanism occurs from electrical-discharge machining to pure ECM with a decrease in the used voltage.
Fig.7 further compares the overlapping crater area and dissolved area,and the partially machined surfaces are magnified.It can be observed from Fig. 7(a) that the overlapping crater area is completely covered with a recast layer. From the magnified view of this layer,discharge craters,re-solidified materials,and metal globules can be clearly seen.As Fig.7(b)shows,the surface is dissolved.Compared with the overlapping crater area, the dissolved area is remarkably improved by electrochemical reaction, and the entire processed area is smooth and recast-free. Re-solidified materials and metal globules are shown in the magnified view, and these surface defects are swept away because of electrochemical reactions on the surface generated through EDM. This result indicates that,by applying a reasonable voltage, the hybrid electrochemical discharge process can effectively remove the recast layer and yield better surface finishing.
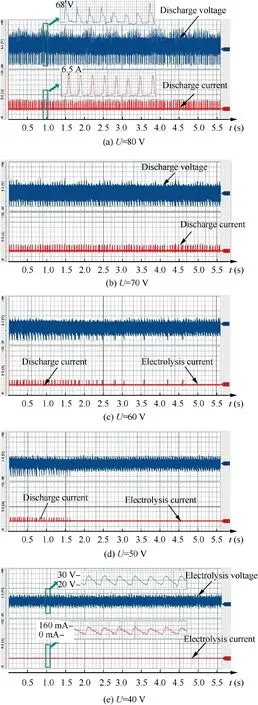
Fig. 5 Voltage and current signals obtained at different applied voltages.
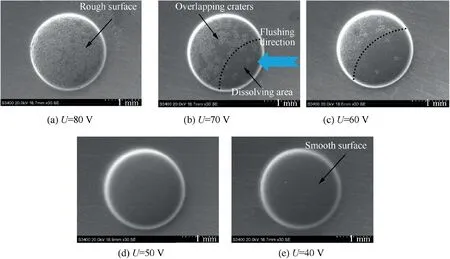
Fig. 6 SEM images of surfaces machined through electrochemical and electrical-discharge phenomena under different machining voltages.
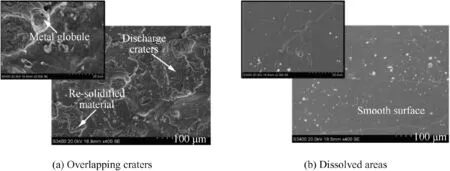
Fig. 7 Comparison of surface textures of different area machined by electrochemical and electrical-discharge machining.
Although a slight difference can be seen, the experimental results are in reasonable agreement with the transition of the material-removal mechanism observed from the voltage and current signals.Both confirm that 40 V is the critical discharge voltage in a 3 mS/cm salt solution.In the high-voltage mode of the hybrid electrochemical discharge process,the objective is to ensure high electrical-discharge machining accuracy; thus, the machining voltage should be as high as possible. In the lowvoltage mode, a voltage less than 40 V is required to obtain high surface quality through electrochemical dissolution.
4.2.Improvement of surface quality by adding low-voltage pulses in machining
A high voltage can be applied to ensure high machining accuracy in electrical-discharge erosion, and a low voltage can be used to enhance electrochemical reaction, thereby improving the machined surface.High and low voltages can be combined to allow the electrochemical and electrical-discharge machining to be uniquely combined. Based on the above analysis,40 V was found to be the critical discharge value in a 3 mS/cm salt solution. The ratio of high- and low-voltage pulses was set at 1:1, and the effect of different low voltages in the range of 5-40 V on the material removal mechanism was examined.
Fig.8 shows the machining surface at different applied voltages. When a low voltage of 40 V is added to the machining pulse,only a small area is dissolved,and a majority of the surface area is covered with overlapping craters and recast layer.As the value of the low voltage decreased, the dissolved area increased. The reason behind this phenomenon could be that the higher voltage applied subsequent to the application of the high voltage of 80 V may cause secondary discharge,which can destroy the machined surface. Particularly for the region on the left, machining stability cannot be ensured because of the poor refreshment of the working fluid. In this case, for low-voltage mode,a relative higher voltage value is more likely to cause secondary discharge and arc formation such that the surface is covered with craters and recast layer, as shown in Fig.8(c).To avoid abnormal discharge,a lower voltage should be chosen for the low-voltage pulse part. The experimental results shown in Fig.8(d)and Fig.8(e)substantiate this point.When pulses of voltage less than 10 V are applied, the machined surface is smooth and free of discharge craters and recast layer. Hence, it is verified that the combination of high- and low-voltage pulses can effectively improve the surface quality.
4.3. Influence of ratio of high- and low-voltage pulses on material-removal mechanism
To further confirm the improvement of the surface due to variable-amplitude pulses, the influence of the ratio of highand low-voltage pulses on the material-removal mechanism was studied through observations and the surface results. In these experiments, 80 V was selected as the amplitude of the high-voltage pulse, whereas 10 V was employed as that of the low-voltage pulse.
4.3.1. Observation of machining phenomenon under different ratios of high- and low-voltage pulses
Fig. 9 shows images of the electrical-discharge and electrochemical phenomena observed during the recording time in the processing gap. In Fig. 9(a)-(c), the ratios of high- and low-voltage pulses are set to 4:1, 3:1, and 2:1, respectively.As shown in Fig.9(a),the bubbles generated in the machining gap blanket the entire surface of the tool electrode and form a gas film.The light emission at the discharge spot is considered to be due to radiation from the discharge plasma at the melting or evaporating point, and it can be observed around the tool electrode. The light emission decreases with decreasing machining voltage. As shown in Fig. 3(d), the discharge is not clearly observed. No light emission occurs until the ratio is set to less than 1:1,and only bubbles produced through electrochemical reaction can be observed, as shown in Fig. 9(e)and Fig.9(f).This indicates that the effectiveness of the electrical discharge in the hybrid process becomes increasingly small with the use of low-voltage pulses; therefore, the rate of electrochemical dissolution in the hybrid material removal continuously increases. This illustrates that a low-voltage pulse can be added to enhance electrochemical dissolution, yielding a better machined surface.
4.3.2. Influence of ratio of high- and low-voltage pulses on a machined surface
Fig.10 shows SEM images of a surface machined under different ratios of high- and low-voltage pulses. When the ratio of high- and low-voltage pulses is 4:1, the machining surface is rough and covered with overlapping craters. When the ratio decreases, the dissolved area expands from right to left along the direction indicated by the arrow.It is also noteworthy that,when the ratio is less than 1:1, the machined surface is completely smooth and free of craters. These experimental results agree with the aforementioned observation and verify that increasing the proportion of low-voltage pulses can facilitate electrochemical reaction during the hybrid process. Thus, the dissolved area can be increased,whereas the overlapping crater area can be reduced.In other words,the surface quality can be improved by increasing the proportion of low-voltage pulses.
On comparing different observations of the machined surfaces, it is fascinating to note that, when the ratio of highand low-voltage pulses is 1:1, a slight light emission can be observed, whereas the craters have vanished from the machined surface. This implies that, although discharge erosion still occurs at this moment, it is surpassed by material removal due to electrochemical dissolution. Thus, the EDMtreated surface with overlapping craters can be further smoothed through electrochemical dissolution.
5. Fabrication of surface in hybrid electrochemical discharge process using variable-amplitude pulses
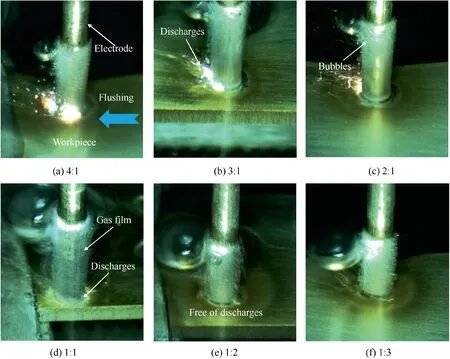
Fig. 9 Electrochemical and electrical-discharge phenomena at different ratios of high- and low-voltage pulses.
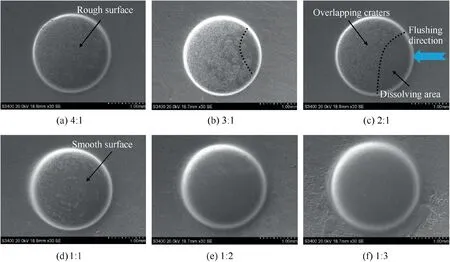
Fig. 10 SEM images of surfaces machined at different ratios of high- and low-voltage pulses.
To further demonstrate the improvement of the surface accuracy and quality,a plane surface machined by the hybrid electrochemical discharge process using variable-amplitude pulses is compared with a plane surface machined by conventional EDM with deionized water having a conductivity of 0.5 μS/cm, as shown in Fig. 11. As Fig. 11(a) indicates, in conventional EDM, the surface generated by applying EDM was found to be completely rough, and overlapping craters can be clearly observed throughout the surface. However, as Fig. 11(b) shows, the radial machined diameter obviously increased, and the discharge craters disappeared; meanwhile,the entire surface is smoothed. When EDM is adopted, the material removal rate is 0.0472 mm3/s, whereas the material removal rate for the hybrid electrochemical discharge is 0.0651 mm3/s. The results show that the MRR of the hybrid electrochemical discharge is slightly higher than that of EDM, whereas the surface quality of the hybrid electrochemical discharge is significantly higher than that of EDM. This indicates that, by controlling the variable-amplitude pulses in the hybrid electrochemical discharge process, electrochemical dissolution can be promoted on the tool electrode surface to improve the surface quality.
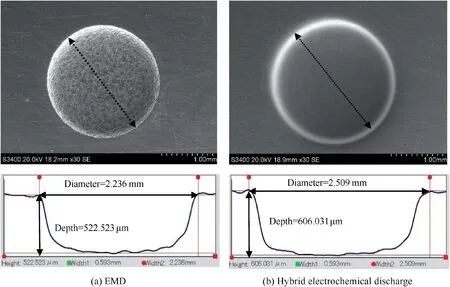
Fig. 11 Comparison of surfaces fabricated using EDM and the hybrid electrochemical discharge process.
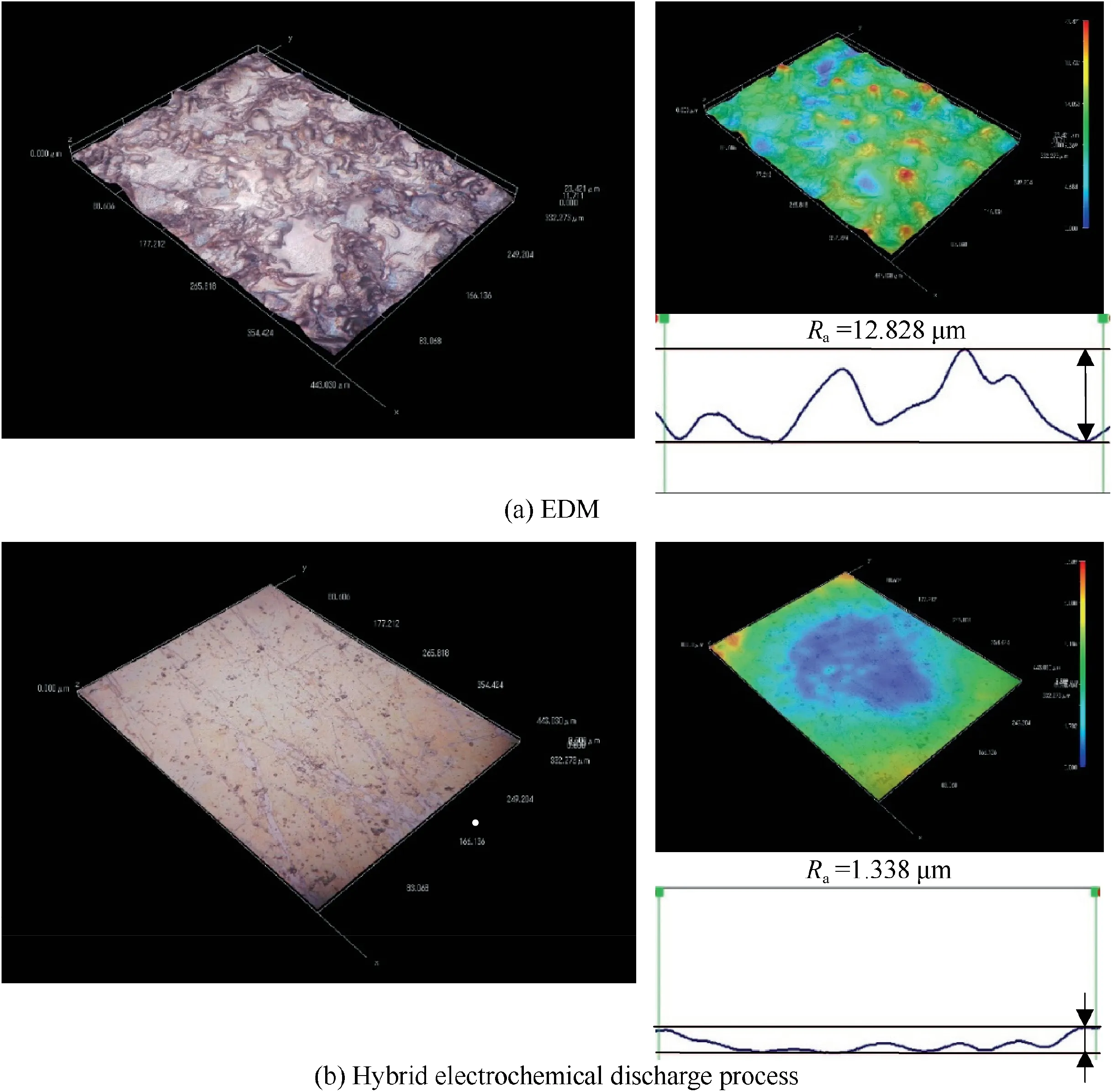
Fig. 12 3D topographies of surface textures and surface roughness obtained using conventional EDM and the hybrid electrochemical discharge process.
Fig. 12 compares the 3D topographies of surface textures and surface roughness obtained using conventional EDM and the hybrid electrochemical discharge process. It can be observed that, for pure EDM, the processed surface is completely covered with a re-solidified layer, as shown in Fig. 12(a).Compared with pure EDM,the hybrid electrochemical discharge process using variable-amplitude pulses remarkably improved the surface roughness, as shown in Fig. 12(b). It can be observed that the entire surface is smooth and recastfree. This illustrates that the low-voltage pulse significantly enhanced electrochemical reaction in the discharge zones;thus,the craters generated by electrical discharge are simultaneously swept away through electrochemical dissolution. It can be observed that the surface roughness obtained using the hybrid electrochemical discharge process is only 1.338 μm. The surface roughness decreased by nearly a factor of ten compared with pure EDM. This further illustrates that a low-voltage pulse can effectively enhance electrochemical dissolution during the hybrid process.
Further, Fig.13 compares the results of the hybrid electrochemical discharge process using variable-amplitude pulses and conventional EDM in terms of the surface composition.As shown in Fig. 13(a), the oxygen elemental composition for a sample processed using EDM was 8.56%. In contrast,as Fig.13(b)shows, there is no oxygen on a surface processed using the hybrid electrochemical discharge process. It can be explained by the formation mechanism of the recast layer.During electrical discharge, the high temperatures in the discharge channel lead to melting and vaporisation of the metal;simultaneously, the liquid (water) is decomposed into oxygen and hydrogen under such high temperatures.The molten metal and oxygen rapidly combine to form an oxide layer on the processed surface. Consequently, the surface generated by electrical discharge contains oxygen. These results also indicate that the re-solidified layer has been eliminated from the processed surface through the electrochemical dissolution of the hybrid electrochemical discharge process. Moreover, the carbon elemental composition reaches up to 7.50% and 8.61% on surfaces machined using conventional EDM and hybrid electrochemical discharge process, respectively.
The above results provide insight into the material-removal mechanism of the hybrid electrochemical discharge process using variable-amplitude pulses. By using such pulses,electrical-discharge erosion and electrochemical dissolution can both be employed for material removal during a pulse sequence. In terms of milling a plane during the high-voltage mode, the material removal is mainly based on electricaldischarge erosion, as well as a slight electrochemical dissolution reaction. However, during the low-voltage mode, ion dissolution, rather than discharge erosion, is the dominant material-removal mechanism in the inter-electrode gap.Owing to the electrochemical reaction, defects due to electrical discharge can be preferably removed, and smooth surfaces can be obtained.
6. Conclusions
A hybrid electrochemical discharge process using variableamplitude pulses was proposed in this paper. The materialremoval mechanism was researched, and the performance of the process was studied based on observations, the machining waveforms, and the machined surface. The following conclusions can be drawn.
With high-frequency transformation between a highvoltage waveform and low-voltage waveform during a voltage cycle, the machining mechanism is frequently transformed from electrical-discharge erosion to electrochemical dissolution.Thus,the hybrid machining process simultaneously yields high machining accuracy and surface quality.
The hybrid electrochemical discharge process using variable-amplitude pulses has two modes. In the high-voltage mode, the objective is to ensure high machining accuracy,which is mainly achieved through electrical-discharge erosion;thus, the machining voltage should be chosen to be as high as possible. However, in the low-voltage mode, a voltage of less than 40 V is required to obtain high surface quality through electrochemical dissolution.
When low-voltage pulses with amplitude less than 10 V were applied,the machined surface was smooth and free of discharge craters. Hence, it was verified that variable-amplitude pulses combining high- and low-voltage pulses can effectively improve the surface quality.
By using variable-amplitude pulses, electrical-discharge erosion and electrochemical dissolution can be employed for material removal during a pulse sequence. Consequently, a smooth surface with high accuracy can be obtained.
Acknowledgements
This project is supported by the National Natural Science Foundation of China(No.51705239)and the Natural Science Foundation for Distinguished Young Scholars of Jiangsu Province (BK20170031) of China.
 CHINESE JOURNAL OF AERONAUTICS2020年10期
CHINESE JOURNAL OF AERONAUTICS2020年10期
- CHINESE JOURNAL OF AERONAUTICS的其它文章
- A novel surrogate modeling strategy of the mechanical properties of 3D braided composites
- A user-friendly yield criterion for metals exhibiting tension-compression asymmetry
- Aerodynamic characteristics of morphing wing with flexible leading-edge
- High cycle fatigue failure with radial cracks in gears of aero-engines
- Motion equations of hemispherical resonator and analysis of frequency split caused by slight mass non-uniformity
- Light weight optimization of stratospheric airship envelope based on reliability analysis