
玉米淀粉产酒精的复合酶制剂研究*
2019-11-29 08:16王晨马文勤纪钧麟郑鑫贾正燕夏迎春尹芳张无敌
云南师范大学学报(自然科学版) 2019年6期
王晨, 马文勤, 纪钧麟, 郑鑫, 贾正燕,夏迎春, 尹芳, 张无敌
(云南师范大学 能源与环境科学学院,太阳能研究所,云南 昆明 650500)
玉米作为我国境内主要播种的农作物之一,被广泛用于酒精生产,但玉米中的抗营养因子(如植酸、纤维素和果胶多糖等)[1]和有机物质(如淀粉、粗蛋白质及粗脂肪等)[2]对传统酒精生产中的水解和糖化存在一定影响,使得玉米中的还原糖利用率达不到理想要求.淀粉类原料产酒率的提高主要有提高发酵料液还原糖含量和提高酵母菌活性两条途径,复合酶制剂是将两种以上酶制剂按一定比例混合用于提高出酒率和缩短发酵周期的酶添加剂.研究针对现酒精行业生产过程中⑴玉米原料淀粉的利用率低,大分子生物成分降解不完全[3];⑵玉米原料中的纤维素、果胶多糖、植酸和粗蛋白未被充分利用;⑶现有的高效复合酶制剂大范围使用成本较高等问题,结合玉米原料的特性,选定了纤维素酶[4]、果胶酶、植酸酶[5]和酸性蛋白酶[6]等低成本酶制剂作为协同试剂,利用双酶法[7]发酵生产酒精,通过在糖化阶段和液化阶段提高淀粉原料转化为还原糖的效率并提高发酵料液中氮、磷等酵母菌生长繁殖所必需的元素的含量,达到提高淀粉类原料产酒率的目的,从而获得一种提高玉米淀粉转化率和利用率,有效控制生产成本,提高社会经济效益的新型复合酶制剂,以期为整个酒精生产行业和淀粉类原料产酒的复合酶制剂研究提供参考.
1 试验材料与方法
1.1 试验材料
1.1.1 原料
市售玉米粉,其材料特性如表1.

表1 玉米原料特性表
1.1.2 菌种和酶制剂
菌种和酶制剂均为市场采购,相关信息如表2.
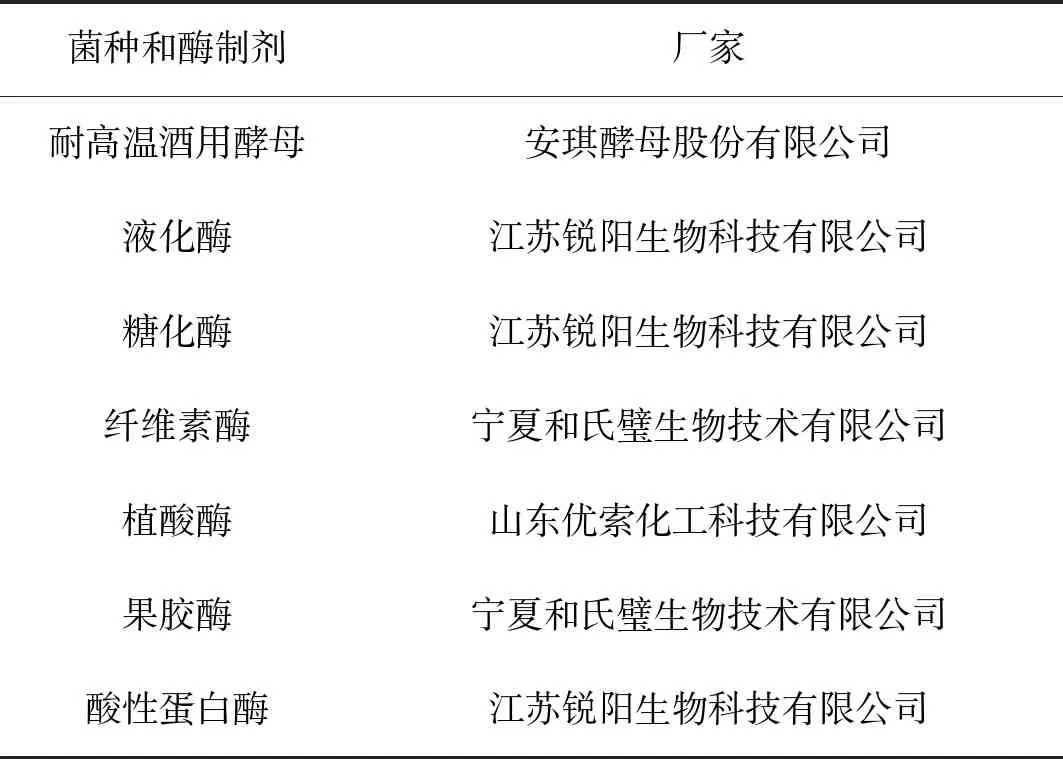
表2 菌种和酶制剂
1.2 仪器与设备
1.2.1 试验装置
试验采用容量为1 L的玻璃罐作为发酵罐,方形水槽加水作为水浴保温装置,其间置200 W电加热棒和循环水泵保持水温均匀,另置温度控制器以保持水浴温度(如图1).
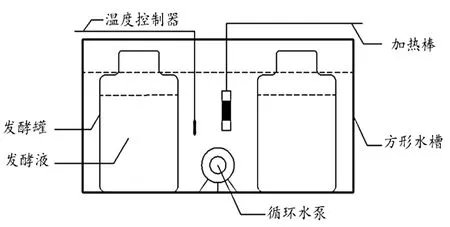
图1发酵装置图
Fig.1Fermentation device diagram
1.2.2 其他设备
电子天平,上海舜宇恒平科学仪器有限公司;V-5000可见分光光度计,上海元析仪器有限公司;电热恒温水浴锅,北京市永光明医疗仪器厂生产;电热鼓风干燥箱,上海博讯实业有限公司医疗设备厂;PHS-3C酸度计,上海仪电科学仪器股份有限公司;电子万用炉,北京科伟永兴仪器有限公司.
1.3 试验方法
1.3.1 传统双酶法酒精发酵试验
传统双酶法酒精发酵试验流程图如图2.
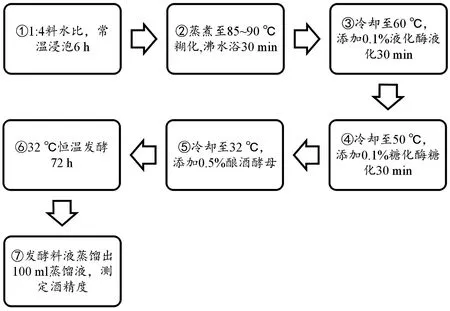
图2 酒精发酵试验流程图
取容量为1 L的发酵罐放置在不锈钢水槽中,按1∶4的料水比配制待加热的粉糊并均匀搅拌,浸泡6 h.然后加水蒸煮至糊化并升温至90 ℃水浴加热30 min,冷却至60 ℃添加液化酶(添加量为0.1%)水浴并不断搅拌.液化完毕后,在50 ℃时添加糖化酶(添加量为0.1%)进行糖化,后冷却至32 ℃加入已经活化的酵母(添加量为0.5%),然后放入长方形水槽30 ℃恒温水浴进行酒精发酵.发酵结束后取200 mL发酵料液,加入50 mL蒸馏水然后进行蒸馏,蒸馏出100 mL蒸馏液,用比重计法测定酒精度数换算并计算出酒率.
1.3.2 添加纤维素酶提高还原糖含量的单因素试验
玉米中的纤维素多存在于细胞壁中,不仅难以在玉米原料酒精发酵过程中被降解和利用,还会阻碍淀粉的释放和利用.纤维素酶作用于玉米淀粉原料时,主要使难降解的纤维素分解成为还原糖,同时打破原料细胞壁的阻碍,协助提高淀粉向还原糖转化的转化率,增加原料发酵料液中糖含量[8],从而提高玉米淀粉的利用率和原料出酒率.
在传统双酶法的基础上液化,液化完毕后降温,然后在50 ℃时按0.1%的添加量添加糖化酶(添加量为0.1%)进行糖化,待糖化结束后冷却至40 ℃按设计添加量添加纤维素酶,在32 ℃加入酵母(添加量为0.5%)恒温进行酒精发酵,发酵结束后取200 mL发酵料液,加入50 mL蒸馏水后蒸馏,蒸馏出100 mL蒸馏液,用比重计法测定酒精度数换算并计算出酒率.
1.3.3 添加果胶酶提高还原糖含量的单因素试验
果胶多糖是玉米原料细胞壁中的又一抗营养因子,属于非淀粉多糖,在液化和糖化过程中会增加发酵料液的黏度,阻碍液化酶和糖化酶与淀粉多糖充分接触,从而降低原料的糖化率.果胶多糖在传统双酶法中不能被降解,通过添加果胶酶,可以降解发酵料液中的果胶多糖并使其转化为还原糖为酵母利用,同时有利于打开细胞壁,降低其对液化和糖化过程中酶降解淀粉时的阻碍作用,使发酵料液中的还原糖含量显著上升,提高原料的出酒率.
在传统双酶法的基础上液化,液化完毕后降温,然后在50 ℃时按0.1%的添加量添加糖化酶(添加量为0.1%)进行糖化,糖化结束后冷却至40 ℃按设计添加量添加果胶酶,在32 ℃加入酵母(添加量为0.5%)恒温进行酒精发酵,发酵结束后取200 mL发酵料液,加入50 mL蒸馏水后蒸馏,蒸馏出100 mL蒸馏液,用比重计法测定酒精度数换算并计算出酒率.
1.3.4 添加植酸酶提高出酒率的单因素试验
磷酸在酵母菌的生长和代谢过程中扮演着重要角色,玉米原料中含有丰富的磷元素,但90%的磷元素都和肌醇结合成为植酸[9],存于玉米的胚芽中,很难被酵母菌利用.植酸还能与发酵料液中诸多物质发生化学反应,形成螯合环,螯合能力强,降低发酵料液中蛋白质和金属离子的有效性,影响酵母菌的繁殖和生长.植酸酶可以分解植酸使其中的磷被释放出来供酵母菌利用,加快酵母菌对还原糖的吸收和利用,有效提高发酵效率[10].通过添加植酸酶水解玉米中的植酸,还可以解除植酸对酵母菌利用原料中蛋白质和其他矿物质的阻碍,促进发酵前期和发酵中期酵母菌的繁殖生长和发育,提高酵母菌对还原糖的利用能力,提升发酵速率.
在传统双酶法基础上进行液化,然后在50 ℃时按0.1%的添加量添加糖化酶(添加量为0.1%)进行糖化,待糖化结束后冷却至40 ℃按设计添加量添加植酸酶,在32 ℃加入酵母(添加量为0.5%)恒温进行酒精发酵,发酵结束后取200 mL发酵料液,加入50 mL蒸馏水后蒸馏,蒸馏出100 mL蒸馏液,用比重计法测定酒精度数换算并计算出酒率.
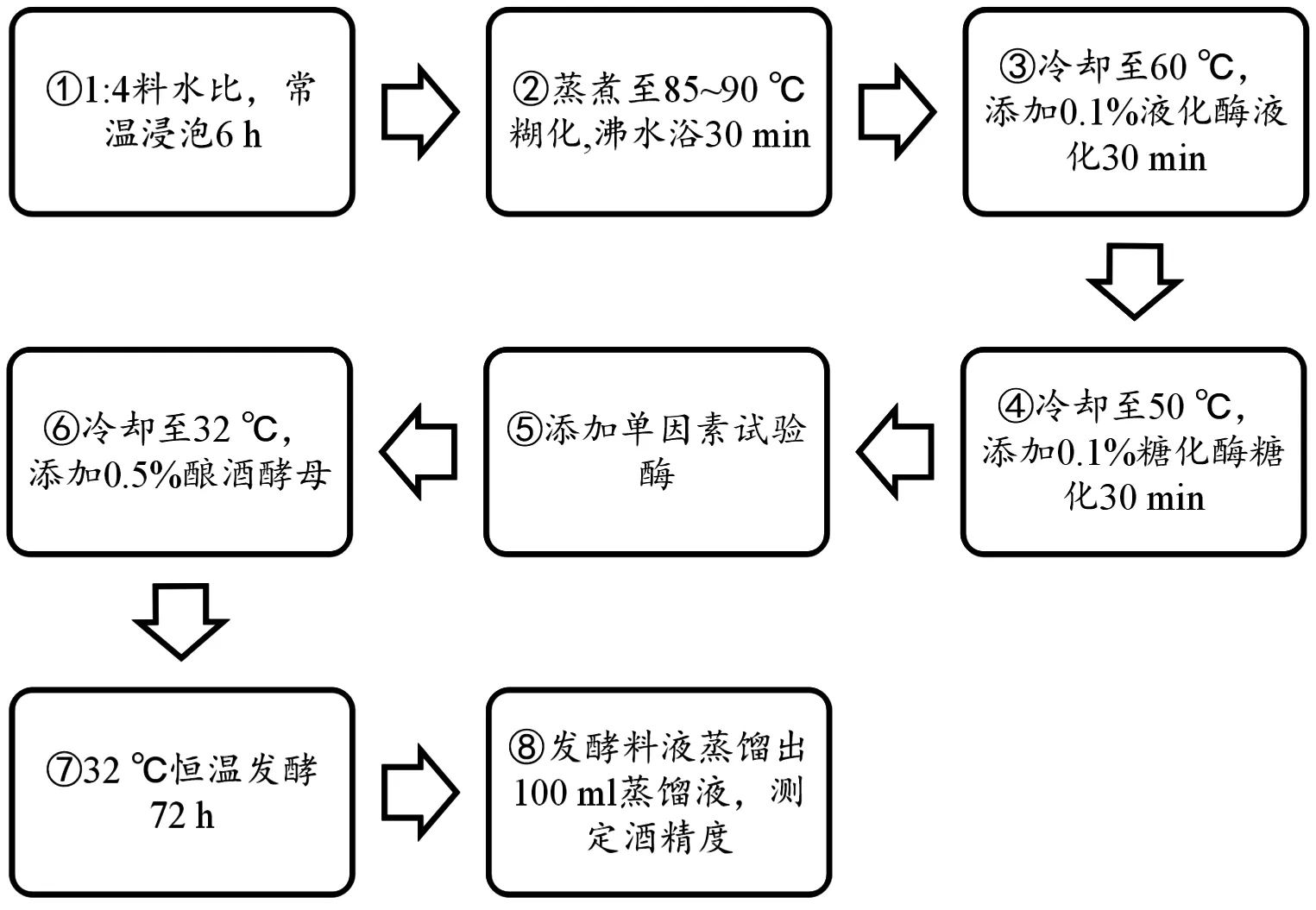
图3 单因素试验流程图
1.3.5 添加酸性蛋白酶提高出酒率的单因素试验
在传统双酶法基础上液化,然后在50 ℃时按0.1%的添加量添加糖化酶(添加量为0.1%)糖化,待糖化结束后冷却至40 ℃按设计添加量添加酸性蛋白酶,32 ℃加入酵母(添加量为0.5%)恒温进行酒精发酵,发酵结束后取200 mL发酵料液,加入50 mL蒸馏水后蒸馏,蒸馏出100 mL蒸馏液,用比重计法测定酒精度数换算并计算出酒率.
1.3.6 正交试验
以前期进行的单因素试验所得出结果作为设计依据,复合纤维素酶、果胶酶、植酸酶和酸性蛋白酶四种酶制剂,以他们的添加量作为影响因子设计开展正交试验,采用L9(34)正交设计表,响应值为原料出酒率,通过正交试验优化复合酶制剂的配比,正交试验因子水平表如表3.

表3 正交试验因子水平表
1.4 测定项目和测定方法
酒精度:比重计法,采用酒精计法测定蒸馏出的酒的酒精度;
还原糖含量:DNS比色法(3,5-二硝基水杨酸比色法);
总糖含量:DNS比色法(3,5-二硝基水杨酸比色法);
纤维素含量:植物类食品中粗纤维的测定(国标法:GB/T 5009.10-2003);
速效磷含量:碱溶-钼锑抗分光光度计法.

图4 葡萄糖标准曲线
1.5 计算公式
还原糖含量(%)=
金融市场发展需要金融的科学监管,才能保证其健康稳定运行。金融市场的变化多端为金融业的科学监管提出了新的课题。在现代市场环境中,金融监管制度与模式多种多样,包括金融监管理念与监管思维的形成、金融监管机构的设立、各种金融监管制度与政策的制定、金融措施和金融监管行为的实施等。由于受到各种不断变化经济环境的影响,常常导致金融监管与金融市场之间的不匹配而使金融市场呈现顺周期性,严重地阻碍着金融市场的健康发展。
总糖含量(%)=
原料出酒率(%)=

葡萄糖标准曲线:
线性回归方程为y=1.0846x-0.0265,其中y是吸光度值(OD值),x为葡萄糖含量.
2 结果与分析
2.1 不同纤维素酶添加量对发酵料液还原糖含量的影响
纤维素酶在糖化结束后添加,开展不同纤维素酶添加量的玉米原料酒精发酵试验,试验结果见表4.
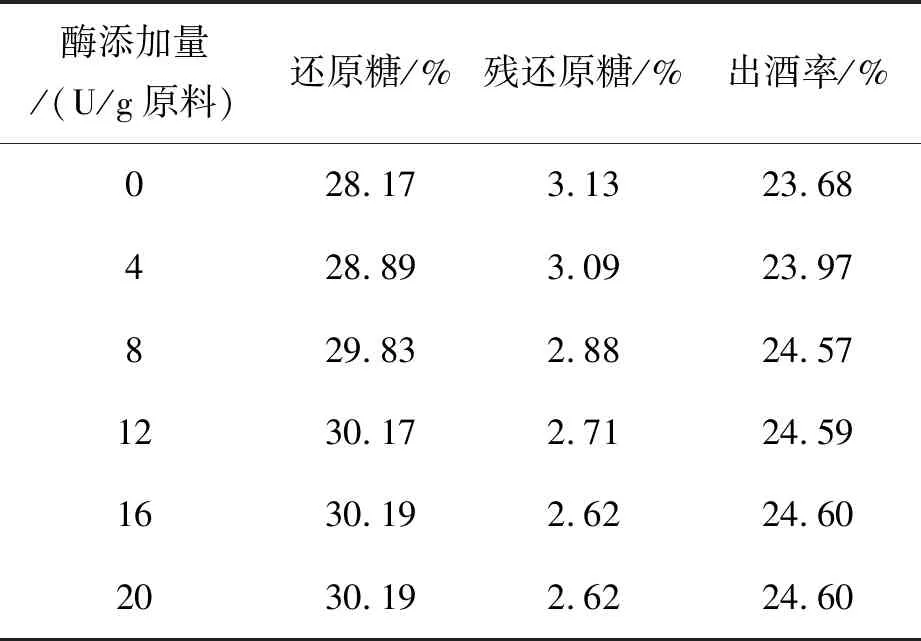
表4纤维素酶不同添加量酒精发酵结果
Table 4Alcohol fermentation results with different amounts of cellulase
酶添加量/(U/g原料)还原糖/%残还原糖/%出酒率/%028.173.1323.68428.893.0923.97829.832.8824.571230.172.7124.591630.192.6224.602030.192.6224.60
根据表4可以看出,当添加的纤维素酶小于16 U/g原料时,随着纤维素酶添加量的提高,还原糖含量逐渐提高而残还原糖含量逐渐降低,玉米原料出酒率逐渐增加.当纤维素酶的添加量为16 U/g原料,还原糖含量达到最大值30.19%,同时残还原糖含量下降到最低值2.62%,玉米原料的出酒率达到最高值,为24.60%.当纤维素酶添加量大于16 U/g原料后,发酵料液的还原糖含量、残还原糖含量和玉米原料出酒率基本不变.试验结果表明,玉米原料产酒试验中,纤维素酶的最适添加量为16 U/g原料.
2.2 不同果胶酶添加量对发酵料液糖含量的影响
果胶酶在糖化结束后添加,开展不同果胶酶添加量的玉米原料酒精发酵试验,试验结果见表5.
根据表5可以看出,在果胶酶的添加量小于100 U/g原料之前,随着果胶酶添加量的提高,还原糖含量逐渐提高而残还原糖含量逐渐降低,玉米原料出酒率逐渐增加.当果胶酶的添加量为100 U/g原料时,还原糖含量获得最大值,为29.77%,同时残还原糖含量下降到最低值2.88%,玉米淀粉的出酒率能够达到24.83%,为最大值.在果胶酶添加量大于100 U/g原料之后,发酵料液的还原糖含量、残还原糖含量和玉米原料出酒率基本不变.试验结果表明,玉米原料产酒试验中,果胶酶的最适添加量为100 U/g原料.
2.3 不同植酸酶添加量对出酒率的影响
植酸酶在糖化结束后添加,开展不同植酸酶添加量的玉米原料酒精发酵试验,试验结果见表6.
表5果胶酶不同添加量酒精发酵结果
Table 5Pectinase different addition amount of alcohol fermentation results

酶添加量/(U/g原料)还原糖/%残还原糖/%出酒率/%028.174.0623.682528.513.6523.775028.903.0524.527529.522.8924.7910029.772.8824.8312529.772.8824.83

表6 植酸酶不同添加量酒精发酵结果
根据表6可以看出,当添加的植酸酶小于9 U/g原料时,随着植酸酶添加量的提高,还原糖含量逐渐提高而残还原糖含量逐渐降低,玉米原料出酒率逐渐增加.当植酸酶添加量为9 U/g原料时,有效磷含量和还原糖含量都上升到最高值,分别为3.15%和28.84%,同时残还原糖含量下降到最低值2.24%,植酸酶的最适添加量为9 U/g原料.
2.4 不同酸性蛋白酶添加量对出酒率的影响
酸性蛋白酶在糖化结束后添加,开展不同酸性蛋白酶添加量的玉米原料酒精发酵试验,结果见表7.
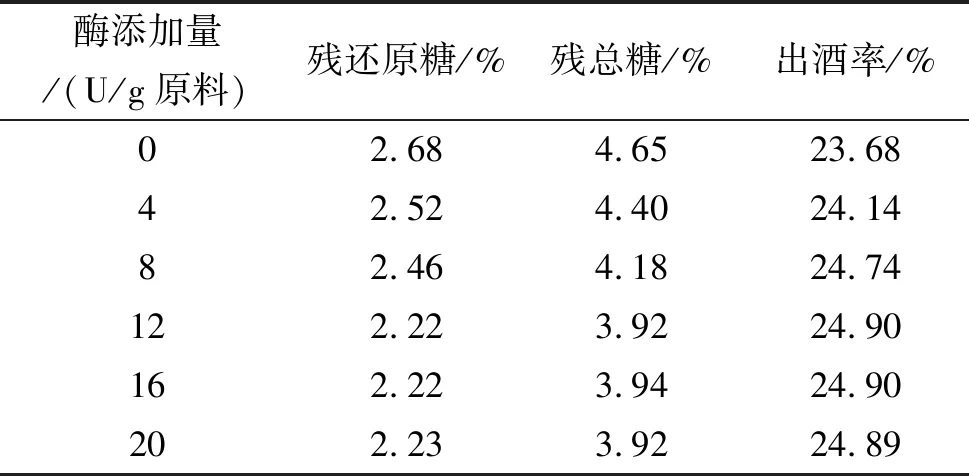
表7酸性蛋白酶不同添加量酒精发酵结果
Table 7Alcohol fermentation results of different amounts of acid protease
酶添加量/(U/g原料)残还原糖/%残总糖/%出酒率/%02.684.6523.6842.524.4024.1482.464.1824.74122.223.9224.90162.223.9424.90202.233.9224.89
根据表7可以看出,在酸性蛋白酶的添加量达到12 U/g原料之前,随着酸性蛋白酶添加量的提高,残还原糖含量和残总糖均逐渐降低,玉米原料出酒率逐渐增加.当酸性蛋白酶添加量达到12 U/g原料,残还原糖含量和残总糖含量均达到最低值,分别为2.23%和3.92%,同时玉米原料的出酒率达到最高为24.89%.在酸性蛋白酶添加量高于12 U/g原料后,发酵料液的残还原糖含量和残总糖含量和玉米原料出酒率基本不变.试验结果表明,酸性蛋白酶的最适添加量为12 U/g原料.
2.5 正交试验
表8为正交试验结果及数据分析,表9为方差分析.

表8 复合酶制剂正交试验结果及数据分析
根据表8可以明显看出,四种酶制剂A(纤维素酶)、B(果胶酶)、C(植酸酶)和D(酸性蛋白酶)对玉米原料产酒的影响程度依次为A>B>D>C,即纤维素酶>果胶酶>酸性蛋白酶>植酸酶,对于因素A、B、C和D对应的最大均值分别为k2、k3、k2和k1,即复合酶制剂的最佳配比为A2B3C2D1,因此玉米原料产酒的复合酶制剂最优配比应为纤维素酶12 U/g原料、果胶酶125 U/g原料、植酸酶7 U/g原料和酸性蛋白酶8 U/g原料.以此优化的复合酶制剂配比开展3批次验证试验,试验结果表明玉米原料的出酒率提升至28.13%.

表9 正交试验结果方差分析
由表9可知,纤维素酶、果胶酶、植酸酶、酸性蛋白酶按照不同的配比添加到玉米原料产酒的试验中对发酵结果的影响性大小不一,其中纤维素酶和果胶酶对发酵结果影响极其显著,酸性蛋白酶则是有显著影响.
3 结论和讨论
单因素试验的试验结果表明纤维素酶和果胶酶的最适添加量分别为16 U/g原料和100 U/g原料,而且添加纤维素酶和果胶酶能显著提高发酵料液中还原糖的含量,这是由于原料中的纤维素和果胶多糖大部分构成了植物细胞壁,添加了纤维素酶和果胶酶后,不仅促进了细胞壁结构的进一步分解和淀粉的释放利用,也使得纤维素和果胶多糖降解为可以被酵母利用的还原性糖,提高了原料的还原糖转化率.
单因素试验的试验结果表明植酸酶和酸性蛋白酶的最适添加量分别为9 U/g原料和12 U/g原料.在淀粉类原料产酒发酵试验中添加植酸酶和酸性蛋白酶提供了酵母菌生长繁殖过程中必需的磷元素和氮元素,加快发酵速率,提高玉米淀粉利用率和产酒率.
正交试验考察了纤维素酶、果胶酶、植酸酶和酸性蛋白酶对玉米原料产酒发酵的影响,优化后的复合酶制剂配比为纤维素酶12 U/g原料、果胶酶125 U/g原料、植酸酶7 U/g原料和酸性蛋白酶8 U/g原料.
复合酶制剂的优化配比试验结果表明纤维素酶和果胶酶对原料出酒率有显著影响,酸性蛋白酶对原料出酒率有影响.若实际应用中考虑降低成本可以采用纤维素酶12 U/g原料、果胶酶125 U/g原料和酸性蛋白酶8 U/g原料的复合酶制剂配比.
猜你喜欢
中国饲料(2022年13期)2022-07-07
酿酒科技(2020年9期)2020-11-02
国外畜牧学(猪与禽)(2020年8期)2020-03-04
酿酒科技(2019年11期)2019-12-03
养殖与饲料(2019年9期)2019-02-25
生物技术通报(2019年7期)2019-02-21
酿酒科技(2018年7期)2018-07-25
猪业科学(2018年5期)2018-07-17
中国畜禽种业(2018年1期)2018-01-18
中国酿造(2017年6期)2017-07-18
