
热冲压技术与生产线规划
2019-11-15 07:21徐汉陈浩严晓琳东风设计研究院有限公司
锻造与冲压 2019年22期
文/徐汉,陈浩,严晓琳·东风设计研究院有限公司
近年来,国家不断推出关于节能减排及提升车身碰撞安全的强制性法规,超高强度钢的热冲压成形技术作为实现汽车轻量化,同时提高车身碰撞安全性的重要途径之一,在汽车行业中得到了广泛应用。本文介绍了热冲压成形技术的原理、应用及其工艺,同时探讨了热冲压车间的生产线规划。
热冲压成形原理
热冲压成形技术是一种零件加工方式,先将坯料加热至一定温度,然后快速转移到模具中高速冲压并保压淬火,以得到所需外形,同时获得具有均匀马氏体组织的超高强钢零件。根据板料在送入加热炉之前是否进行了一次冷冲压预成形,可将热冲压技术分为直接热冲压和间接热冲压。
近年来,随着热冲压成形工艺的不断成熟,我国汽车领域使用的热冲压生产线的数量也再不断上升,国内已建成的热冲压成形生产线有近50条。2015年中国乘用车销量约2300万辆,如果每辆车的A柱、B柱、四个车门防撞杆以及部分底盘件等十多个零件都逐渐改为热成形件,最终将形成一个约2.3亿件热成形零件的市场需求。要满足未来这个市场需求至少还需要100条热冲压生产线。因此,热冲压生产线还有较大的市场和商机。
热冲压技术在汽车上的应用
热冲压技术在美国、德国、法国、瑞典、日本等国家得到非常广泛的应用,是汽车行业认可度较高的,可以有效减轻车重、提高碰撞性能和降低车身制造成本的成形工艺。目前合资品牌轿车热成形零件应用数量较多,自主品牌轿车应用较少,但新开发的车型中大多数都含有热成形零件。
热成形技术在汽车上主要用于车身结构件(图1),防止碰撞中侵入性破坏,保证生存空间;形状复杂,采用冷成形尺寸精度难以保证,或者需要多件连接,无法实现整体制造。
目前,大众系列车型中一般有10%以上的热冲压零件的使用比例。全新VolvoXC90Ⅱ代是热成形零件应用最多的车型,该车型上使用的热成形硼钢占车身总重量的40%,驾乘人员所处的整个笼式安全车身均由其打造,同时该车型Euro-NCAP的碰撞成绩为五星,得到了高分。
热冲压工艺介绍
热冲压工艺流程
根据板料表面是否有镀层,热成形工艺可分为镀层板热冲压和裸板热冲压,Al-Si镀层板热冲压工艺为开卷落料→板料加热→热压、淬火→激光切割;裸板热冲压工艺为开卷落料→板料加热→热压、淬火→喷丸→激光切割。表1中对两种不同的工艺进行了对比。

图1 常用汽车热成形零件
热冲压技术类型
热冲压技术类型包括等厚等强度板热成形、激光拼焊板热成形、轧制差厚板热成形、补丁板热成形、等厚变强度板热成形。目前普遍应用的是等厚等强度板热成形,激光拼焊板、轧制差厚板、补丁板、等厚变强度板等正在逐步的推广应用中。
激光拼焊板TWB (Tailor Welded Blanks)是采用激光焊接技术把不同厚度、不同材料的金属薄板焊接在一起,然后再进行冲压制作成各种零件,可在同一板料的不同部位实现不同的厚度、强度,与常规等厚度板料相比其减重效果可达20%。由于TWB可以根据需要任意进行拼接,因而具有极大的灵活性。但在板料的拼接处存在着厚度的突变,这使回弹预测、模具设计制造、焊缝移动控制成为新的课题;且焊缝引起的材料硬化现象,影响后续的成形,使TWB不适宜成形车身外覆盖件。而且激光拼焊板对焊缝的质量要求很高,焊缝的开裂也是影响拼焊板成品率的因素之一。
轧制差厚板TRB(Tailor-Rolled Blanks)是通过轧钢机实施柔性轧制获得的。在轧制过程中,借助特殊设计的轧机的压下厚度自动控制系统(液压AGC),控制轧辊的位置,使其间距实时地调整变化,从而使轧制出的薄板在沿着钢板轧制方向上具有预先定制的变厚度分布。

表1 镀层板与裸板差异对比
在零件生产和制作工艺方面,TRB工艺操作与普通的等厚度板料的成形基本相同,可连续性生产,生产效率高。而且过渡区光滑连接,比拼焊板厚度突变的模具设计简单。在成本方面相比多条焊缝的TWB板,TRB板具有明显的竞争优势。不过由于TRB技术的板料仅是单一材料牌号,因而零件形状拼接时灵活性不足,同时,由于是由整块板料轧制而成,也不能将不同材质的钢板拼接到一起。
补丁板热成形可根据需要在零件局部打补丁,提高零件的局部性能。等厚变强度板热成形可在同一零件的不同部位实现不同强度,板料无厚度变化,与激光拼焊板和轧制差厚板相比,落料成本更低,但减重效果不如激光拼焊板和轧制差厚板。
热冲压优缺点分析
和传统冷冲压相比,热冲压有明显的技术优势,其优点主要表现在4方面:⑴热冲压成形可以得到超高强度的零件,零件厚度相对较小;提高车身的碰撞性能,实现车身的有效减重;⑵零件成形性相对较好,内应力小,几乎没有回弹,尺寸精度高;⑶热冲压所需的成形力小,对压机吨位要求小,大多数情况下,800t 的高速液压机就能满足大部分车身零件热冲压需要;⑷车身结构设计简单,有效减少了板料数量;通过车身结构优化设计,使得白车身的综合制造成本得到有效控制。
当然,热冲压技术自身存在的缺点也比较明显,主要是:⑴生产节拍慢;⑵无镀层板冲压过程会产生氧化皮,需要定期清理;⑶热成形模具造价本身较高,零件需要加热,后续还要采用激光切割,所以零件的制造成本相对而言较高。因此在新车型或改进车型设计时,需要通过减小零件厚度或减少加强板数量的方式,来控制白车身总体的制造成本;⑷工作环境相对冷冲压来说比较差。
我们对热冲压工艺优化也提出了5点方案:⑴共模方案。由1模出2件提升到1模出4件,后期目标是1模出6件,甚至更高。降低模具成本,提高生产效率。⑵热成形后的修边方案。修边冲孔模替代激光切割工装,可提高生产节拍,同时减少激光切割费用。⑶在零件产品面上设计热成形模具定位工艺孔,激光切割夹具定位工艺孔。⑷对于非功能修边线,位置度公差定义为±2mm。⑸可以采用落料的方式来替代激光切割。
热冲压生产线规划
产能规划
以24个供货单元热成形件为例,工艺优化后只需要开8套模具,以1条热成形生产线核算,目前产能需求及负荷见表2。
年产能核算按照平均每月25个工作日,每天2班,每个班8小时,平均每分钟4.2个冲次进行核算,一年总冲次为:4.2×60×8×2×25×12≈120万冲次
热成形生产线规划需要24个供货单元,单辆份需要8个冲次核算生产负荷,第一期投资1条热成形生产线;后期根据市场开发的需要再进行后期投资建第2条生产线。
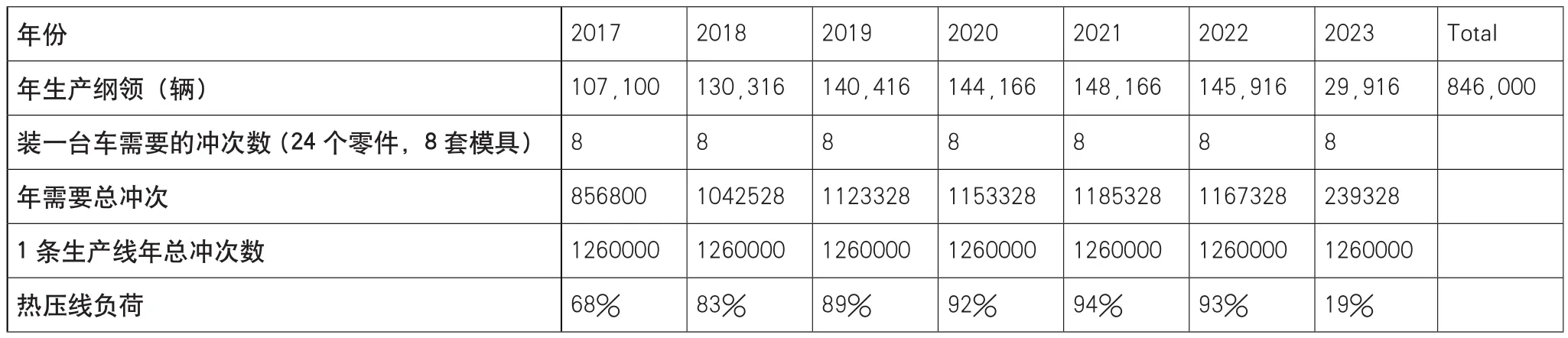
表2 产能核算

图2 热冲压车间工艺规划图
厂房规划
根据第一期和后期投资规划,热成形车间(含辅楼)需要5760m2(120m×48m)才能满足生产需求。若增加一条开卷落料线,则需新增一个30米跨,厂房规划如图2所示。
公用动力
整线的安装容量为1500~2000kW,其中压机的电力安装容量需求约500kW。加热炉的保护气体需要氮气发生器。机器人或者线性系统上下料用的压缩空气为60m3/h。生产线冷却系统分为两部分,一部分为压机本身系统的冷却;另一部分为模具冷却系统。整套设备冷却系统如果按照用一备一的原则,则冷却系统装机功率接近500kW。
结束语
超高强度钢的热成形技术在减轻车身重量、提升安全性能和尺寸精度方面已展现出巨大的潜力,在汽车领域具有广阔的应用前景。热成形工艺的实施是一个系统工程,涉及多个专业:材料、成形、自动化、激光加工,如何降低整个工艺过程中的能耗,提升零件的性能,保证零件的质量稳定性和一致性,将是热成形工艺发展的重点。
猜你喜欢
机械研究与应用(2022年1期)2022-03-14
模具制造(2021年8期)2021-10-20
汽车工艺与材料(2021年5期)2021-05-17
科学技术创新(2021年5期)2021-03-17
制造技术与机床(2019年12期)2020-01-06
模具制造(2019年4期)2019-12-29
模具制造(2019年3期)2019-06-06
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2018年9期)2018-09-19
制造技术与机床(2017年10期)2017-11-28
