
助剂用量对ABS树脂性能的影响
2019-10-18 08:06宋振彪赵文卓赵雪悠
弹性体 2019年5期
宋振彪,赵文卓,唐 凯,康 宁,赵雪悠
(中国石油吉林石化公司 合成树脂厂,吉林 吉林 132021)
丙烯腈-丁二烯-苯乙烯共聚物(ABS)是一种通用塑料,广泛应用在国民生产生活中。中国已经成为世界ABS树脂消费中心,年消费量为540万t,占世界消费量的60%以上[1]。随着ABS树脂应用量的增加,用户对产品的综合品质要求越来越高,如何在现有生产条件下最大限度地提高ABS产品的综合性能,是ABS树脂生产企业面临的重要任务之一。
ABS树脂的生产过程比较复杂,包括橡胶合成、接枝合成、丙烯腈-苯乙烯共聚物(SAN)合成和混炼过程。混炼过程具有流程短、生产灵活、产品种类丰富等特点,是ABS树脂生产的重要环节。树脂的混炼过程中需要用到大量的助剂,有的助剂赋予材料特殊性能,如阻燃剂等;有的是改善材料的加工性能,如润滑剂等。ABS树脂常用的助剂有3种[2],分别是乙烯基双硬脂酰胺(EBA)、硬脂酸镁和抗氧剂618。硬脂酸镁在聚氯乙烯(PVC)领域充当稳定剂,而在ABS树脂中起到润滑剂的作用[3];EBA又称EBS,是ABS树脂的主要润滑剂,在ABS树脂加工应用中起到重要作用[4-6];抗氧剂618是一种ABS树脂常用的加工类稳定剂[7-8]。选择塑料助剂时需要考虑协同作用[9],EBA与硬脂酸镁都是润滑剂,本文利用正交实验的方法,研究3种助剂对ABS树脂各项性能的影响,期待获得最佳性能。
1 实验部分
1.1 原料
ABS粉料:橡胶质量分数为60%,吉林石化公司合成树脂厂;SAN树脂:熔流指数为30 g/(10 min),吉林石化公司合成树脂厂;硬脂酸镁:郑州弘益泰化工产品有限公司;EBA:吉林石化公司精细化学品厂;抗氧剂618:佛山圣亿塑料化工有限公司。
1.2 仪器及设备
H-5型高速混合机:连云港白熊集团;TEM48型双螺杆挤出机、IS80FWP-2A型注射机: 日本东芝公司;mini2型熔流指数测试仪:德国Gottfer公司;CEAST 9050型悬臂梁冲击强度测试仪:美国英斯特朗公司;AGS-5KNG型万能拉力测试机:日本岛津公司;usvis/565型色度计:美国Hunterlab公司。
1.3 试样制备及测试过程
(1)按照配方比例称量ABS粉料、SAN树脂、EBA、硬脂酸镁、抗氧剂618,利用双螺杆挤出机进行共混挤出,挤出温度为200 ℃。
(2)挤出后物料于80 ℃下干燥处理30 min。干燥好的树脂测试熔流指数,测试温度为220 ℃,压力为98 N。
(3)将挤出物在注塑机上加工成测试样条,注塑温度为200 ℃,样条在23 ℃实验温度下放置2 h后测试。
1.4 分析测试
拉伸强度按照ASTM D—638进行测试;冲击强度按照ASTM D—256进行测试;弯曲强度和弯曲模量按照ASTM D—790进行测试;熔流指数按照ASTM D—1238进行测试;白度按照GB/T 2913—1982进行测试;黄色指数按照GB 2409—1980进行测试。
2 结果与讨论
2.1 正交实验设计
针对ABS树脂常用的3种助剂,开展3个水平的正交实验,选择L9(34)正交实验表[10]。其中L表示正交实验,数字9表示需要进行9次实验,3表示每个因素有3个水平,4表示4个因素。查找正交实验表,得到的设计实验方案,结果如表1(质量份,下同)和表2所示。
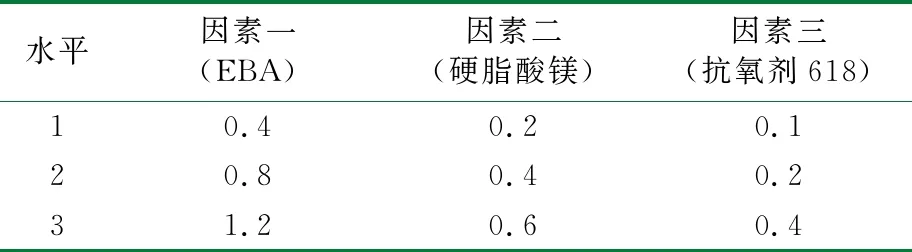
表1 正交实验因素水平设计

表2 正交实验配方设计
2.2 测试结果
将表2中各配方物料称量后用高速混合器混合均匀,在双螺杆挤出机上共混造粒,测试各项性能,结果如表3所示。
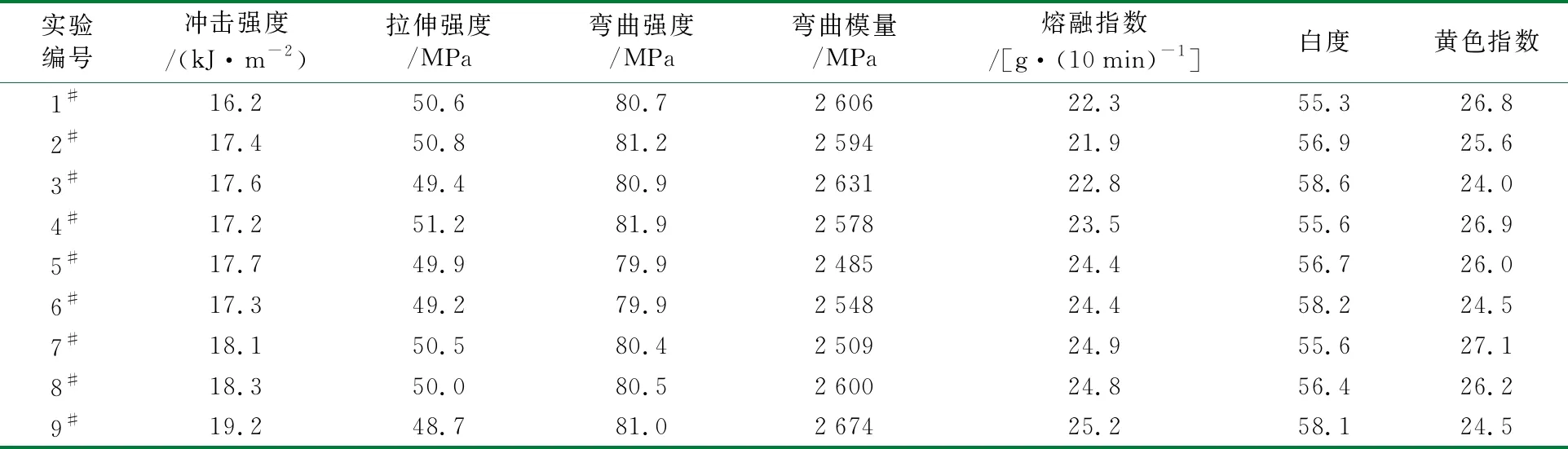
表3 实验测试结果
2.3 数据处理过程

极差是3个水平结果的最大差,极差表示某因素在3个水平上结果的最大偏差,也可以说极差就是某一因素对测试结果的影响能力,极差越大说明这一因素的作用越明显。
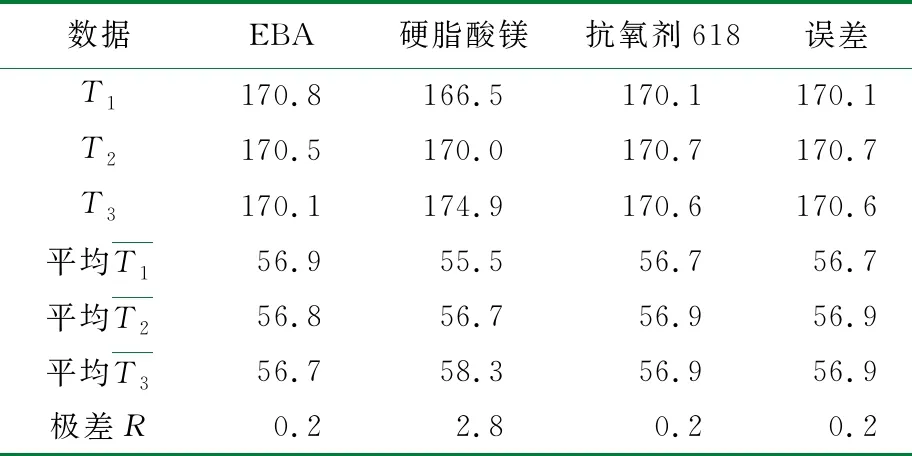
表4 白度数据极差处理
根据正交实验原理,正交实验表中空白列可以作为误差列。进一步对数据计算处理得出各因素的贡献率,通过对表3的数据处理,得出每个因素对白度的贡献率,如表5所示。

表5 各因素对白度贡献率
表5中偏差平方和是表4中各水平平均值与白度结果的总平均值之差的平方和。白度结果的平均值为:9个样品测试结果总和/9=56.82,以EBA为例得到式(1)。
偏差平方和=[(T1-56.82)2+(T2-56.82)2+(T3-56.82)2]×3
(1)
总偏差平方和=EBA偏差平方和+硬脂酸镁偏差平方和+抗氧剂618偏差平方和+误差偏差平方和
自由度=实验水平数-1
纯偏差平方和=某因素偏差平方和-误差平方和
误差纯偏差平方和=总偏差平方和-各因素纯偏差平方和
贡献率=某因素纯偏差平方和/总偏差平方和
2.4 数据处理结果
按照2.3的方法分别对冲击强度、拉伸强度、弯曲强度、黄色指数、熔流指数的数据进行处理。结果如表6~表11所示。

表6 助剂对白度的作用

表7 助剂对冲击强度的作用

表8 助剂对拉伸强度的作用

表9 助剂对熔流指数的作用

表10 助剂对黄色指数的作用

表11 助剂对弯曲强度的作用
弯曲强度的分析结果出现负数,说明3个因素对弯曲强度的影响不大,实验过程中的系统误差、操作误差等因素的影响大于助剂。
表12统计了3种助剂对冲击强度等各项性能的最大极差,并计算最大极差在数据平均值的占比,进而评价助剂对各项性能的影响程度。从表12可以看出,冲击强度和白度受助剂影响较大,助剂对其他性能影响不大。
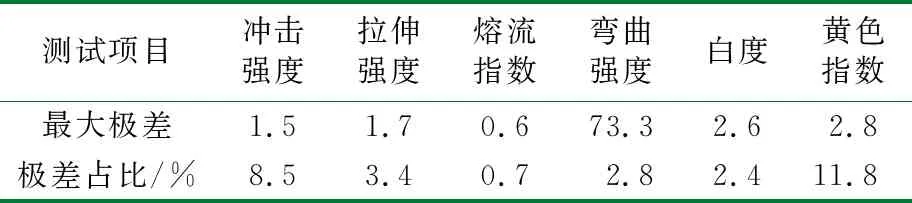
表12 各项性能的最大极差
2.5 助剂用量对ABS树脂性能的影响
2.5.1 硬脂酸镁的影响
通常硬脂酸镁作为辅助润滑剂应用在ABS树脂领域,从表13可以看出,硬脂酸镁对ABS树脂的流动性具有微弱的作用,贡献率占3.4%,硬脂酸镁加入量增加3倍,ABS树脂熔流指数只增加0.3 g/(10 min)。同时硬脂酸镁对冲击强度、拉伸强度具有正向作用,说明硬脂酸镁能够改善橡胶分散效果,起到润滑剂作用。ABS树脂中橡胶分散均匀,材料受到冲击时能够有更多的橡胶粒子吸收应力,避免应力集中而使材料产生裂纹,提高了材料的冲击强度。同样橡胶分散均匀后减少拉伸过程中的应力集中点,使拉伸强度提高。

表13 硬脂酸镁对ABS树脂性能的影响
硬脂酸镁加入量对ABS树脂的弯曲强度没有影响,其贡献率为负值说明硬脂酸镁的作用效果小于实验操作、测试等产生的误差。弯曲强度测试时样条受到压缩应力,橡胶粒子的分散程度对SAN树脂基体的框架结构影响不大,橡胶的含量对框架结构的尺寸影响大。
硬脂酸镁对白度贡献率占97.6%,实验过程中ABS树脂白度提高近3个值。这是由于镁离子的存在起到增白作用,这种增白不是改善ABS树脂分子结构,也不是吸收ABS树脂中残余的化学品,而是起到遮盖作用,类似钛白粉类色粉的作用原理。添加硬脂酸镁获得的ABS树脂白度虽然增加,但是黄色指数仍然较高(大于24),制品颜色灰白。
2.5.2 EBA的影响
EBA是ABS树脂主要的润滑剂,对ABS树脂的熔流指数贡献率为92.1%,同时对ABS树脂冲击强度也有一定影响,其影响的原理与硬脂酸镁润滑剂相同,ABS树脂不是均一的聚合物,是橡胶相和SAN树脂相两种物质组成的共混物。共混物的性能与共混效果密切相关,EBA能够改善共混过程中分子间滑动阻力,进而提高分散效果。这一现象说明EBA具有很好的内润滑作用。

表14 EBA对ABS树脂性能的影响
EBA对ABS树脂的拉伸强度影响很小,这与硬脂酸镁的作用效果不同。EBA的主要作用是内润滑,其作用是改善分子链之间的滑动,通过小分子消除高分子链之间的结合点,使高分子链之间相互独立,受到拉伸外力作用时分子链更容易发生解缠。虽然EBA提高了橡胶分散程度,降低了拉伸过程中的应力集中,但EBA使拉伸过程中的高分子链更加容易滑动,二者作用相互抵消,导致拉伸强度没有明显变化。可以预见,继续增加EBA含量,当ABS树脂中橡胶分散达到极限后,EBA降低材料拉伸强度的作用将体现出来。
2.5.3 抗氧剂618的作用
本实验中抗氧剂618对ABS树脂的熔流指数、冲击强度、拉伸强度、弯曲强度、白度都没有明显影响,其作为亚磷酸酯类抗氧剂能够吸收高分子氧化过程产生的过氧化物,进而消除过氧化物对高分子链分解的作用。正常情况下增加抗氧剂618含量能够改善ABS树脂加工过程中氧化降解,提高产品白度,降低黄色指数。本实验中抗氧剂618的最小加入量为0.1%(质量分数),其对产品白度没有影响,说明该加入量大于树脂实际需求量。

表15 抗氧剂618对ABS树脂性能的作用
3 结 论
(1)ABS树脂中润滑剂EBA对材料冲击强度、熔流指数影响大于其他两种助剂。
(2)硬脂酸镁对ABS树脂的白度、黄色指数、拉伸强度贡献率大。
(3)抗氧剂618质量分数为0.1%时,产品性能已经达到最优,再增加用量影响不明显。
(4)助剂对ABS树脂性能的影响范围有限,对冲击强度和白度、黄色指数影响程度相对较大。
(5)3种润滑剂都取最高水平时,ABS树脂综合性能最佳。
猜你喜欢
中国塑料(2022年11期)2022-11-26
化工管理(2022年30期)2022-11-24
中国安全生产科学技术(2022年8期)2022-09-21
合成材料老化与应用(2021年6期)2021-12-23
药品评价(2021年17期)2021-11-06
化工管理(2020年4期)2020-01-14
中等数学(2019年1期)2019-05-20
中国蜂业(2019年3期)2019-04-03
中等数学(2018年7期)2018-11-10
中国科技教育(2016年6期)2016-08-27
