三维电极系统降解靛蓝废水的工艺探究
2019-10-15 11:04吕伟伟姚继明
印染助剂 2019年9期
吕伟伟,张 维,姚继明
(河北科技大学纺织服装学院,河北石家庄 050018)
纺织行业是我国传统型的支柱工业,具体含有纺织、印染、化纤、服装和纺织设备制造等5 个部分。我国在全球纺织和服装产业中占据着举足轻重的位置。但纺织行业带来的环境污染也是巨大的,据统计,纺织印染行业废水排放量位居工业废水排放量的第3 位,其中印染废水的排放量占80%。印染废水具有色度深、有机物含量高、组分复杂、毒性强、生物降解困难等特点。随着牛仔布品种的逐年增加,靛蓝常年保持高需求量。靛蓝染料染色时需要先用保险粉预还原为隐色体,在空气中氧化成靛蓝而固着在纤维上显色,故靛蓝废水具有色度深、碱性大、COD值高等特点。目前降解靛蓝废水的常用方法有吸附法、臭氧降解法、微生物降解法、电化学降解法等[1-2]。
电化学氧化是一种清洁环保的水处理技术,通过电极与有机物之间的电子传递来达到氧化降解的目的,也可以通过电极产生强氧化性物质[3],如在含氯体系中,Cl-通过电解产生强氧化剂ClO-,对染料的脱色及芳香杂环化合物的降解效率高[4],尤其在处理难降解有机废水时,氧化能力、电化学反应速率等都可调节[5]。电化学技术一般采用二维电极系统,传统二维电极系统在电极比表面积、电流效率、电能耗等方面均存在缺陷,限制了电化学技术在实际应用中的推广和发展。三维电极法又称为三维电解或者三元电解,最早由著名化学家Bickhurst J R 在20 世纪60 年代末提出。三维电极法是在二维电极平行的阴阳电极板之间加入颗粒或碎屑类材料(如活性炭),在电场作用下,这些填充粒子材料表面会带有电荷,形成一个个微小电极,与溶液中的物质发生反应,或者在电解时溶液中产生了强氧化性物质如HO·或ClO-,这些物质与废水中的污染物反应,实现氧化分解废水中的有机物和其他需去除物质的目的[6]。
本课题选用单池电解池和电解质NaCl 为二维电极系统组成材料,首先通过单因素实验筛选出合适的电极材料,随后进一步探讨加入活性炭后的三维电极系统对靛蓝废水降解效率的影响,以废水吸光度、COD、BOD/COD(B/C)值为评价指标,采用灰色聚类分析方法找出综合效果较好的工艺条件,为工业生产提供指导。
1 实验
1.1 材料及仪器
材料:氯化钠(NaCl,分析纯,天津市标准科技有限公司),活性炭[梯希爱(上海)化成工业发展有限公司]。
废水:河北新大东纺织印染有限公司。
设备:HZF-B5000 型电子天平(福州华志科学仪器有限公司),250 mL C002 型普通电解池(上海楚兮实业有限公司),FLP201B 型氧化还原电位计(大连弗朗电子有限公司),RXN-1503 型直流稳压电源(兆信电子有限公司),LY-X12 型消解器、LY-C3 型COD 快速测定仪、LY-1A 型BOD 快速测定仪(青岛绿宇环保科技有限公司),磁力搅拌器(上海精宏实验设备有限公司),JH756 型紫外可见分光光度仪(上海菁华科技有限公司)。
1.2 靛蓝废水降解实验
二维电极系统:在电解池中加入250 mL 靛蓝废水和一定质量浓度的NaCl 作为电解质,选取不同电极材料在5 V 电压下降解靛蓝废水60 min,取降解后的废水在670 nm 处测试吸光度。
三维电极系统:在电解池中加入250 mL 靛蓝废水,并加入一定质量浓度的NaCl 作为电解液,在300 r/min 磁力搅拌下加入活性炭,在不同电压下电解不同时间,取降解后的废水测试吸光度、COD 和BOD。
1.3 测试
吸光度:采用紫外可见分光光度仪,在最大吸收波长670 nm 处测定。
BOD:参照HJ/T 86—2002《水质生化需氧量微生物传感器快速测定法》测试,每组废水样测试3 次,取平均值。
COD:参照HJ/T 399—2007《水质化学需氧量的快速测定快速消解分光光度法》测试,先将每组水样在消解器中消解10 min,再测3组水样,取平均值。
2 结果与讨论
2.1 靛蓝废水吸光度的影响因素
2.1.1 电极材料
废水脱色是指通过物理化学等方法去掉废水所含色素,常用吸光度作为评价指标[7],吸光度越小,脱色率越大,降解效果越好。选取阴阳极同为不锈钢材料和阴极为不锈钢材料、阳极为石墨材料作为对比,探究电极材料对靛蓝废水脱色效果的影响,结果如图1所示。
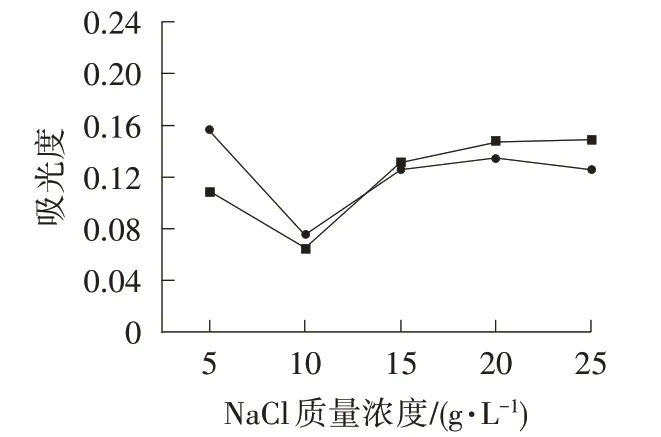
图1 电极材料-吸光度关系图
由图1 可知,在阴极材料为不锈钢、阳极材料为石墨的电解系统中,当NaCl 质量浓度为10 g/L 时,废水吸光度达到最低。随着电解质质量浓度的增加,吸光度变大,降解效果变差。在阴阳极材料均为不锈钢的电解系统中,NaCl 质量浓度在10 g/L 时,吸光度达到最低点,比阴极材料为不锈钢、阳极材料为石墨的降解效果好。这是由于有机物仅在石墨电极表面发生电化学反应,溶液中的有机物降解很少,且石墨电极易发生析氧反应导致电极失活[8]。当NaCl 质量浓度持续增加时,材料为石墨的阳极电流随之增大,且比材料为不锈钢的阳极电流大,增大了石墨电极表面和部分溶液中有机物的降解效率,但过高的电流加速了石墨电极的腐蚀。
2.1.2 三维电极法
由图2 可知,二维电极法降解废水的吸光度随着NaCl 质量浓度的增加而增大,在10 g/L 时吸光度最小,脱色率达到96.71%。三维电极法降解废水的吸光度均低于二维电极法。在NaCl 质量浓度为10 g/L 时加入0.4 g/L 活性炭,脱色率为98.01%。因为在静电场作用下活性炭表面带电,形成许多微小电极,不仅提高了面积体积比、减小了物质间的迁移距离,还进一步提高了传质速率和电流效率[9]。相比二维电极法,三维电极法脱色率提高了1.3%。
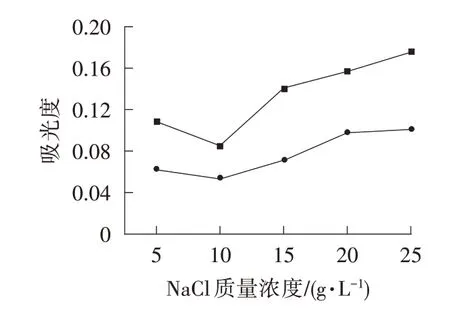
图2 二维/三维电极法处理废水的吸光度变化图
2.2 三维电极法降解靛蓝废水
2.2.1 正交实验
三维电极法影响废水降解的因素有很多。本实验以NaCl 质量浓度、活性炭用量、电解时间、电压作为影响因子,设计4 因素3 水平正交实验,实验因素、水平和结果如表1所示。
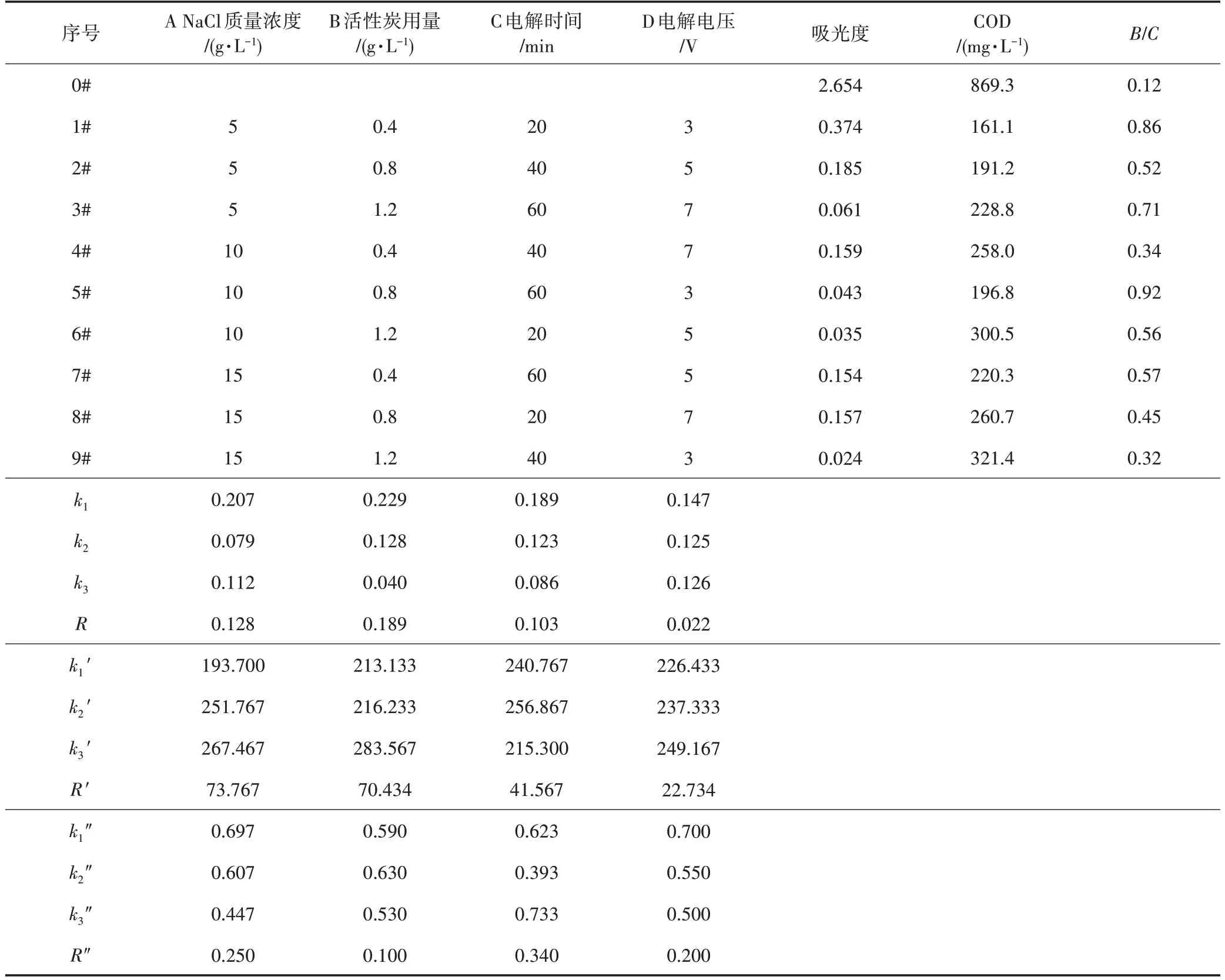
表1 降解废水正交实验
由表1 可知,与原废水相比,降解后废水的吸光度、COD 显著降低,吸光度最低可达0.024,脱色率为99.09%;COD最低为161.1 mg/L,去除率为81.47%。B/C值作为衡量可生化性的指标,大于0.3的废水属于可生物降解废水。B/C值越高,表明废水采用好氧生物处理效果越好。从表1 中可以看出,三维电化学体系降解靛蓝废水的可生化性较好。
从均值上看,当NaCl 质量浓度10 g/L、活性炭用量1.2 g/L、脱色时间60 min、电压5 V 时,吸光度最低,脱色效果最好。由极差可知,活性炭用量对吸光度影响最大,各因素显著性影响从大到小的次序为B、A、C、D。这是由于活性炭具有高表面积、疏松多孔、吸附容量大等特点,作为粒子电极加入到三维电极中,极大地增强了单位槽体积的电极表面积,使反应速度明显提升[5]。
当NaCl 质量浓度5 g/L、活性炭用量0.4 g/L、脱色时间60 min、电压3 V 时,COD 值达到最低。从极差可知,NaCl 质量浓度对COD 去除率影响最大,各因素显著性影响从大到小的次序为A、B、C、D。有机污染物在阳极氧化降解过程中的主要竞争副反应是析氧反应,析氧电位越高,析氧副反应就越不易发生[10]。粒子电极活性炭的加入增大了析氧电位,有利于产生ClO-等强氧化剂,使溶液中污染物氧化降解,有效提高电流效率[11]。
在NaCl 质量浓度5 g/L、活性炭用量0.8 g/L、脱色时间60 min、电压3 V 时,B/C值达到最大,可生化性最好。废水中污染物被活性炭吸附,有利于提高强氧化性物质ClO-的间接氧化效率,进一步提高了废水的可生化性[12]。各因素显著性影响从大到小的次序为C、A、D、B,降解时间对可生化性影响最大。
2.2.2 灰色聚类分析
将电化学降解后废水的吸光度、COD 和B/C值进行均值结果分析,各指标对应的优选工艺条件如表2所示。
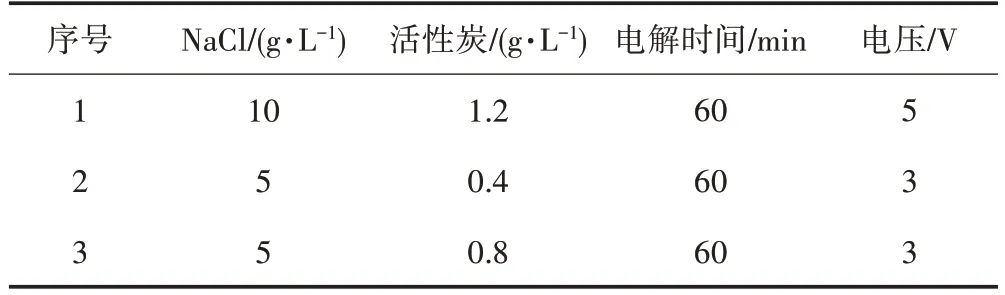
表2 正交分析的优选工艺参数
废水3 项指标各自对应的优选工艺条件不同,要找出综合所有指标的优选工艺还需进一步实验。按表2 实验方案氧化降解靛蓝废水,测得处理后废水的性能指标如表3所示。
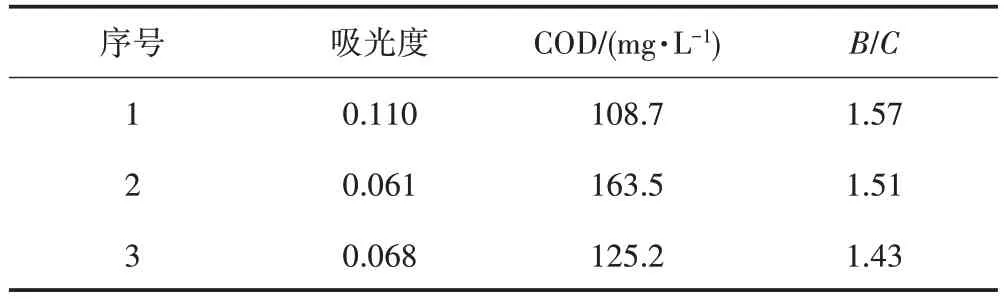
表3 优选工艺下废水降解指标
对表3 的单项指标逐一对比无法综合评价废水的降解情况,需采用数据分析方法对靛蓝废水氧化降解指标综合评价。灰色聚类分析研究“小样本、贫信息”的不确定性系统,因此,采用灰色聚类分析法对废水降解情况进行综合评价[11]。
将3 个实验方案记为聚类对象i(i=1、2、3),将废水吸光度、COD、B/C等3项测试指标记为聚类指标j(j=1、2、3),将综合性能分为好、中、差3 种,记为k1、k2、k33个灰类,具体聚类过程如下。
靛蓝废水吸光度、COD 越小越好,B/C越大可生化性越好,在灰色聚类的计算中,所有数据均须以正相关关系计入。
(1)矩阵中行为分析时的3 个实验,列为相对应废水降解指标的测试值,将表3 中的相关数据构成一个3×3的矩阵Dij,如式(1)所示。

(2)定义j指标对s个灰类(s=k1、k2、k3)的区间,计算方法如下。
A 综合性能好的灰类区间为:
B 综合性能中等的灰类区间为:
C 综合性能差的灰类区间为:
(3)定义j指标k子类的白化权函数,具体的计算方法如下。
分别取Xj、Yj、Zj为舒适性能好、中、差的灰类区间中点,有:
定义白化权函数如下:
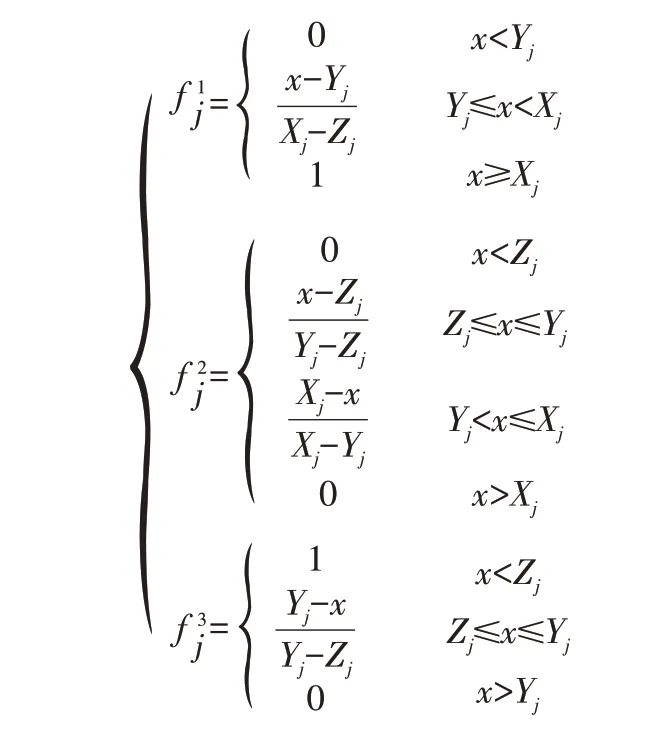
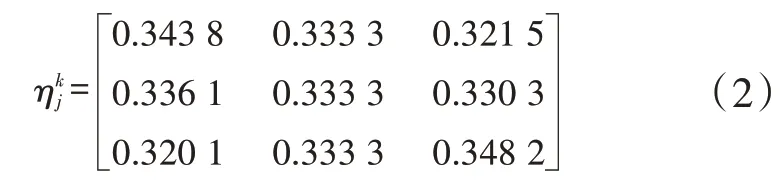
(4)根据白化权函数,确定j指标k子类临界值并计算j指标k子类的权计算结果如式(2)所示:
计算聚类系数矩阵,计算结果如式(3)所示:
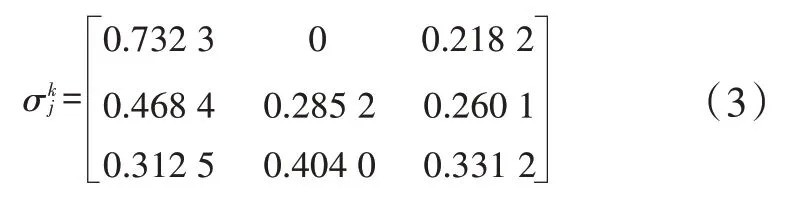
式(3)中,每一横行的3 个数值对应着靛蓝废水综合评价属于好、中、差3 个灰类的可能性大小,哪个数值最大,则这种材料即属于哪个灰类[4]。例如3 个数值对应着相应第二组实验方案中属于好、中、差3 个灰类的可能性大小最大,则说明第二组废水降解效果为差的一类。
根据灰色聚类分析法的结果,第1、3 组的综合性能较好,且大于即第一组实验靛蓝废水降解效果最好,即在电压5 V、NaCl 质量浓度10 g/L、活性炭用量0.3 g/L 条件下,电解靛蓝废水60 min 时可获得最好的降解效果。
3 结论
(1)以不锈钢作为阴阳极,采取二维、三维电极法氧化降解靛蓝废水,吸光度结果显示:三维电极法降解废水具有明显优势。二维电极法脱色率达到96.71%,三维电极法脱色率高达98.01%。
(2)以NaCl 质量浓度、活性炭用量、电解时间、电压为影响因子,吸光度、COD、B/C为降解指标,通过正交实验得出,当NaCl 质量浓度10 g/L、活性炭用量1.2 g/L、脱色时间60 min、电压5 V 时,废水吸光度最低。当NaCl 质量浓度5 g/L、活性炭用量0.4 g/L、脱色时间60 min、电压3 V 时,COD 值达到最低。在NaCl质量浓度5 g/L、活性炭用量0.8 g/L、脱色时间60 min、电压3 V 时,B/C值达到最大,可生化性最好。
(3)灰色聚类分析表明,三维电极法降解靛蓝废水优选工艺为:电压5 V、NaCl 质量浓度10 g/L、活性炭用量1.2 g/L。在此条件下电解靛蓝废水60 min,脱色率为95.84%,COD 去除率可以达到87.50%,B/C为1.57。
猜你喜欢
电子测试(2022年16期)2022-10-17
兵器装备工程学报(2022年9期)2022-10-14
粮食与食品工业(2021年4期)2021-08-19
黑龙江水利科技(2021年12期)2021-02-18
化工管理(2020年33期)2020-12-10
汽车电器(2019年1期)2019-03-21
济宁医学院学报(2018年6期)2018-12-28
河北工程大学学报(自然科学版)(2017年4期)2017-12-26
中国光学(2015年5期)2015-12-09
特产研究(2014年4期)2014-04-10