
拉舍尔蕾丝边部的结构设计与分离工艺
2019-08-08 07:36贺克杰蒋高明
纺织学报 2019年7期
贺克杰, 蒋高明
(1. 泉州师范学院 纺织与服装学院, 福建 泉州 362000;2. 江南大学 教育部针织技术工程研究中心, 江苏 无锡 214122)
拉舍尔蕾丝因其精致的花型和高档的品质被广泛用作服装、内衣和流行配饰的装饰材料,根据蕾丝花型宽度的大小可划分为全幅蕾丝面料和条带蕾丝花边。拉舍尔蕾丝边部是指限定蕾丝花型的高度和宽度时上下、左右边缘部分,除蕾丝主体花型组织外,边部设计是直接影响蕾丝设计质量的主要因素,尤其是应用广泛的条带蕾丝和定位蕾丝面料。
近年来对拉舍尔蕾丝的研究主要集中在蕾丝主体纹样[1-2]和主体结构工艺[3-4]方面,对蕾丝边部的研究和可查阅的文献较少。于静等[5]研究了多梳拉舍尔蕾丝边部的纹样构成元素和设计方法;何甜等[6]研究了多梳定位蕾丝面料的边部纹样设计原理与技巧。二者均从美学角度出发,分别对条带和面料蕾丝边部的花型设计作了一定的研究。对于蕾丝花边边部结构工艺,王春兰等[7]研究了多梳拉舍尔条带花边边部“牙”结构的工艺设计方法,陈晓东等[8-9]从边部贾卡组织和原料选用方面研究了基于切割法的拉舍尔花边边部分离工艺,对经编蕾丝边部设计做了初步探讨。然而,随着消费者对蕾丝品质要求的不断提高,蕾丝设计需要更多样化的边部结构和更优的分离方法,传统的生产工艺难以满足发展需求。
为此,本文在已有研究基础上,从组织结构、穿经循环和原料选择等方面重点研究了经编拉舍尔蕾丝边部形态分类、边部结构形成方法和边部分离工艺,旨在为开发出更精美、优质的经编蕾丝产品提供参考依据。
1 蕾丝边部形态
限定花型循环宽度的左右边称为横向边部,常配合牙边和睫毛结构形成波型边和直型边蕾丝。限定花型循环高度的上下边为纵向边部,多采用纵向睫毛结构编织,形成有较强悬垂感的装饰性流苏。按照边部形态特点将蕾丝分为直边型、波边型和复合型。
1.1 直边型
直边型蕾丝是指边缘呈直线形状的横向边部,根据边部是否有“牙齿”装饰结构可以细分为有“牙”直边型和无“牙”直边型,其中前者主要用于多梳拉舍尔蕾丝,后者常用于贾卡拉舍尔蕾丝。“牙”是指在边部边缘处形成一个个凸出的类似于牙齿的结构,多梳拉舍尔“牙”结构一般由1把衬纬梳栉垫纱编织单列衬纬组织形成,如图1(a)所示。为了保证牙边的美观,其排列要均匀一致,过于密集或稀疏都会直接影响花边的美观。无“牙”直边型蕾丝通常由贾卡梳栉或多梳梳栉在边部进行规则的多纵行垫纱以加固蕾丝边部,形成直线型轮廓,如图1(b)所示。
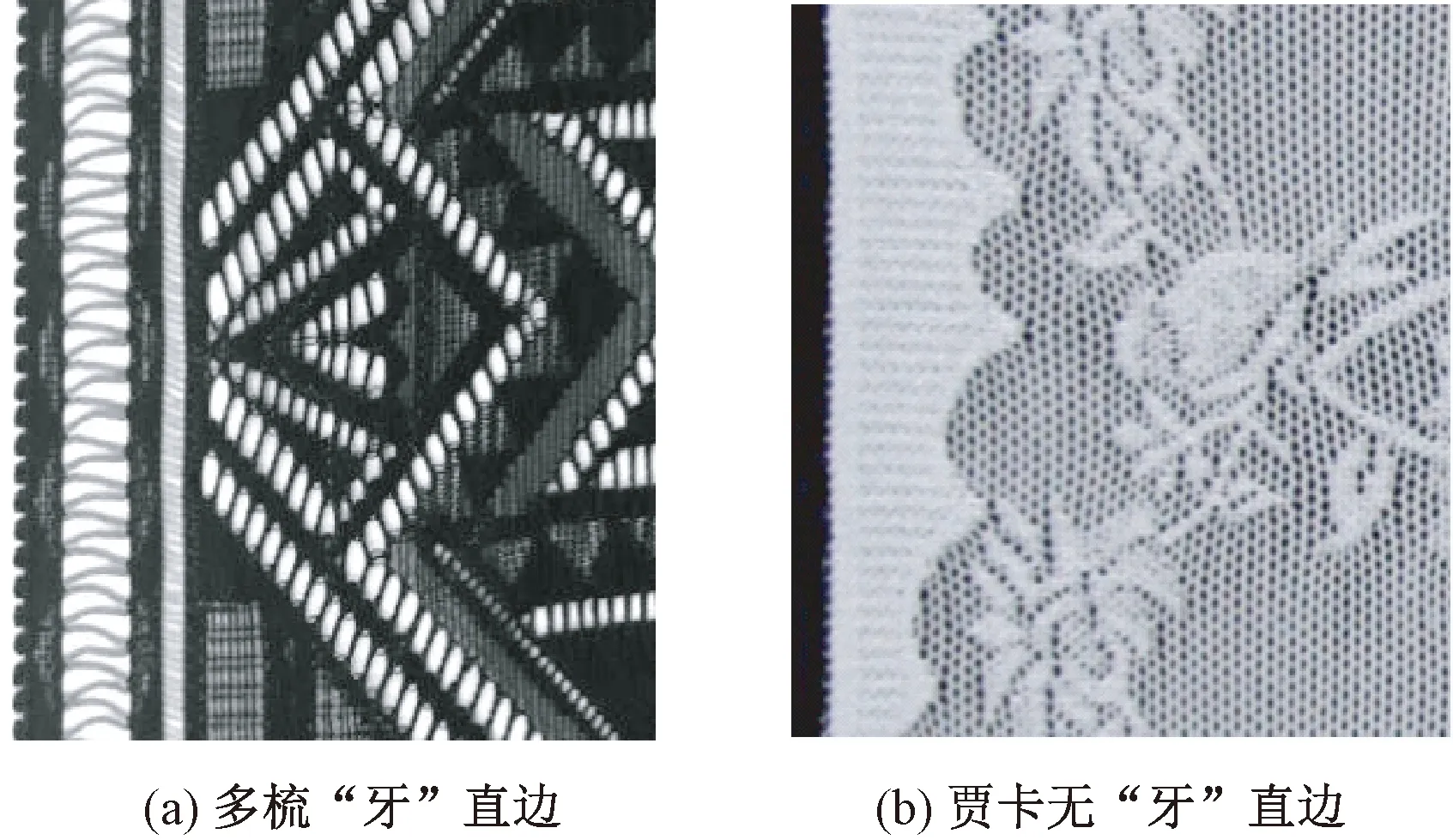
图1 直边结构
Fig.1 Line selvage. (a) Multi-bar teeth; (b) Jacquard selvage without teeth
1.2 波边型
波边型是蕾丝最常用的一种边部结构,通过贾卡组织或多梳垫纱设计形成具有一定弧度的波纹型横向边部或纵向边部。波型边部按组织结构可以细分为“牙”波边型、“睫毛”波边型[10]、包边波边型和贾卡波边型。其中“牙”波边型和包边波边型用于多梳拉舍尔蕾丝,如图2(a)所示;贾卡波边型用于贾卡拉舍尔蕾丝,如图2(b)所示;“睫毛”波边型用在多梳拉舍尔和贾卡拉舍尔蕾丝中,可同时用在横向边部和纵向边部设计中,如图2(c)~(f)所示。
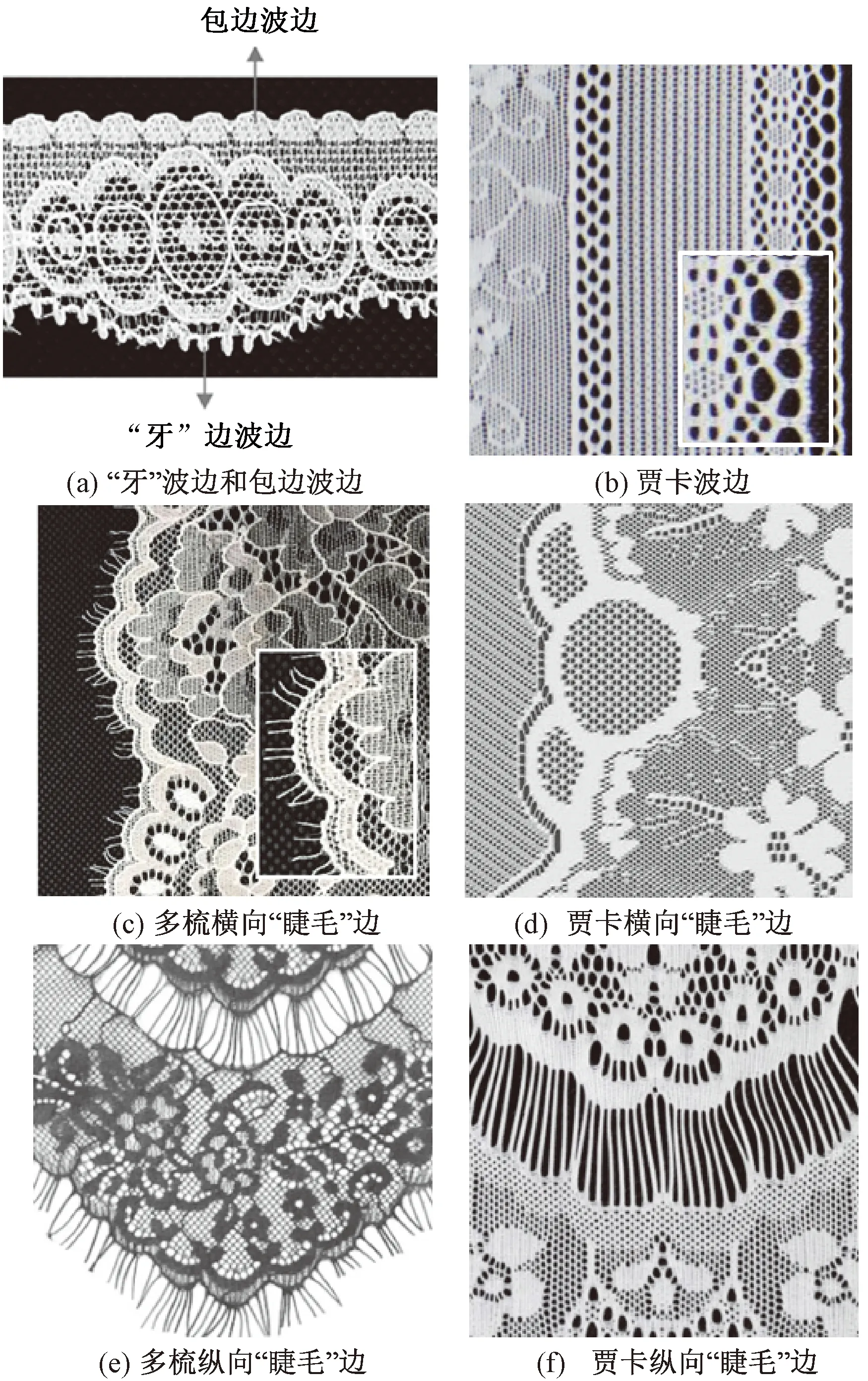
图2 波边结构
Fig.2 Wavy selvage. (a) Teeth and borderline selvage; (b) Jacquard selvage; (c) Multi-bar weft eyelash; (d) Jacquard weft eyelash; (e) Multi-bar warp eyelash; (f) Jacquard warp eyelash
实际上贾卡波边型从工艺而言属于贾卡直边型,由于边部内侧网孔组织和连接组织的交替出现导致边部间隔性收紧,最终呈波纹形态。按照花型循环的宽度大小分为条带波型花边和满幅波型面料。条带波型花边宽度在3~22 cm之间,主要用作高档女士内衣或服装辅料;满幅波型面料幅宽在120~160 cm之间,常作为服装或家居纺织品[11-12]。
1.3 复合型
同时含有直型边和波型边的蕾丝称为复合型边部蕾丝,如图3所示。常见于窄条镶边蕾丝,将其镶嵌在织物中起装饰效果,直型边用作缝纫边,而波型边用作装饰边[13]。
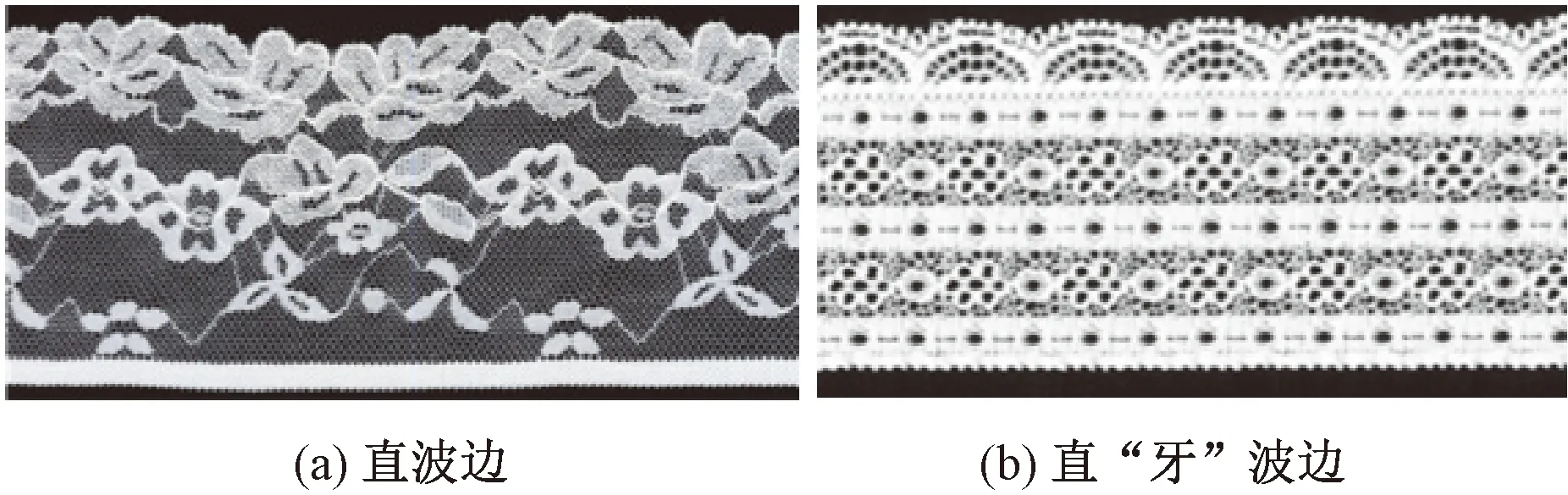
图3 复合型边部
Fig.3 Compound selvage. (a) Straight and wavy-borderline; (b) Straight and wavy-teeth
2 边部结构设计
拉舍尔蕾丝边部形态决定了边部结构的选择和编织方法,边部结构不仅与贾卡组织、多梳垫纱、穿经循环设计有关,还直接影响边部分离工艺的选用[14]。
2.1 “牙”边结构
直边型“牙”结构和波边型“牙”结构中各牙长均需相等,一般取2个针间距为宜,“牙”与“牙”之间的经向间距为6~8个横列。以条带花边右边部为例,为保证花边边部轮廓顺滑、方便后整理工序中利用切刀进行边部分离,在边部轮廓内凹部位即波谷,不编织“牙”,选用横跨3个纵行的厚效应贾卡组织连接编链纵行,产生由循环外侧向内侧的收缩趋势,同时边缘处连接分离纱的纵行选择网孔组织,从而使波谷纵行呈现内凹轮廓,整体边部波型更圆顺且利于牙边的分离,如图4(a)所示。在“牙”右侧填充2个纵行的白色网孔组织(0-0/1-1//)以确定边部分离时的切割路径。
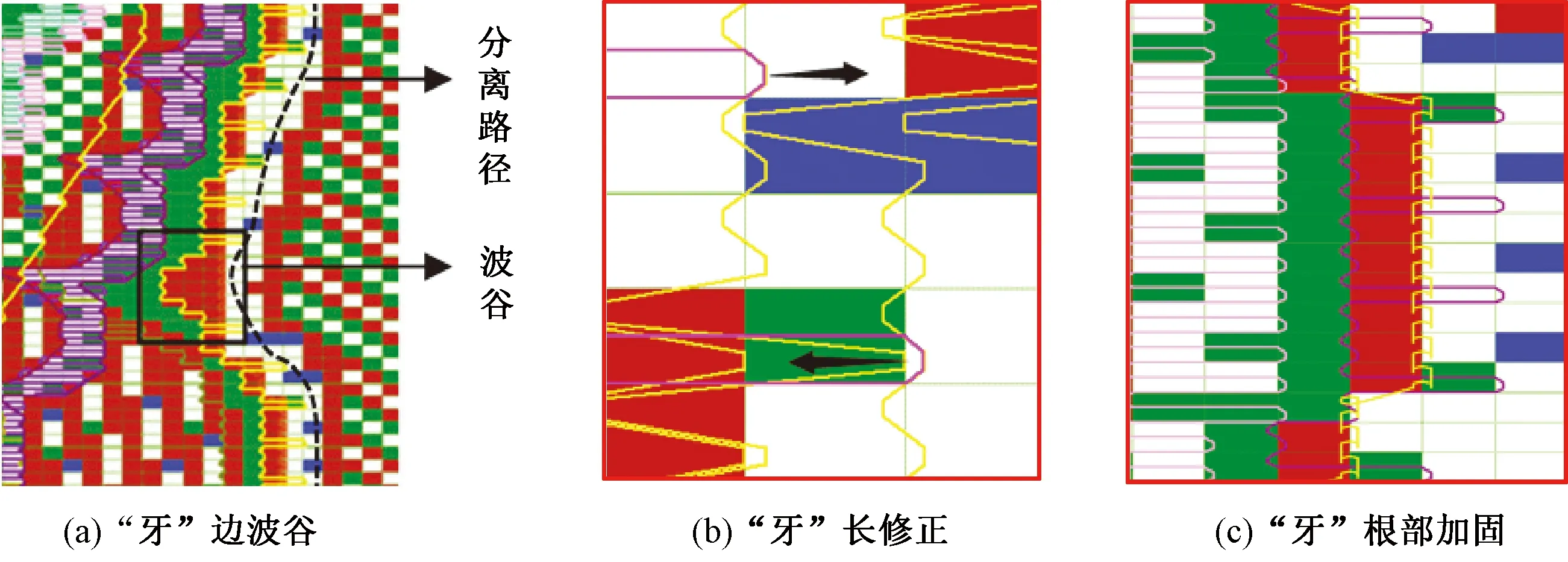
图4 多梳拉舍尔“牙”边结构
Fig.4 Teeth selvage design. (a) Trough structure; (b) Modification of teeth length; (c) Reinforcement of teeth roots
牙边形态除受组织结构影响外,还与织物所受张力有关。织造时织物下方受牵拉卷曲机构的作用力将“牙”向外侧拉伸变长,织物上方靠近成圈机构位置处受织针和针床作用力将“牙”向内侧拉伸变短。为抵消外界作用力产生的变形(如图4(b)所示),在设计“牙”边部贾卡组织时,在波边下圆弧位置的“牙”下面填充绿色薄组织(0-0/2-2//),贾卡延展线连接“牙”向循环内部拉伸使其受力变短;在波边上圆弧位置的“牙”旁边填充蓝色薄组织(2-2/3-3//),贾卡延展线连接“牙”向循环外部拉伸使其变长,从而对“牙”长短进行修正,确保所有“牙”均匀整齐。
由于形成牙边的衬纬组织未进行成圈,在织物中的固定力较差,可采取2种方法对“牙”根部加固(如图4(c)所示):1)用1把成圈花梳在“牙”根部进行成圈垫纱加固;2)在“牙”根部纵行填充红色贾卡厚组织(0-0/3-3//),利用相邻循环内侧纵行的约束力进行加固。
2.2 “睫毛”边结构
“睫毛”边蕾丝在边部利用贾卡梳栉或花梳栉垫纱形成横向或纵向的链状组织,因其形状与睫毛相似而得名。根据形成的方向不同分为横向“睫毛”蕾丝和纵向“睫毛”蕾丝。
2.2.1 横向“睫毛”结构
对于多梳拉舍尔蕾丝,横向“睫毛”结构可以利用衬纬型花梳栉进行多个针距的针背横移,并在针背横移中间位置填充1个纵行的贾卡网孔组织(0-0/1-1//)标记边部分离路径。织物后整理时,刀片沿网孔组织纵行进行切割,将横向衬纬延展线割断,在边部形成“睫毛”,其长度可通过改变衬纬花梳栉针背横移跨越的针距数调整,如图5(a)所示。为加固多梳横向“睫毛”根部,需在分离纵行的两侧各填充一个纵行的红色贾卡厚组织(0-0/3-3//)。
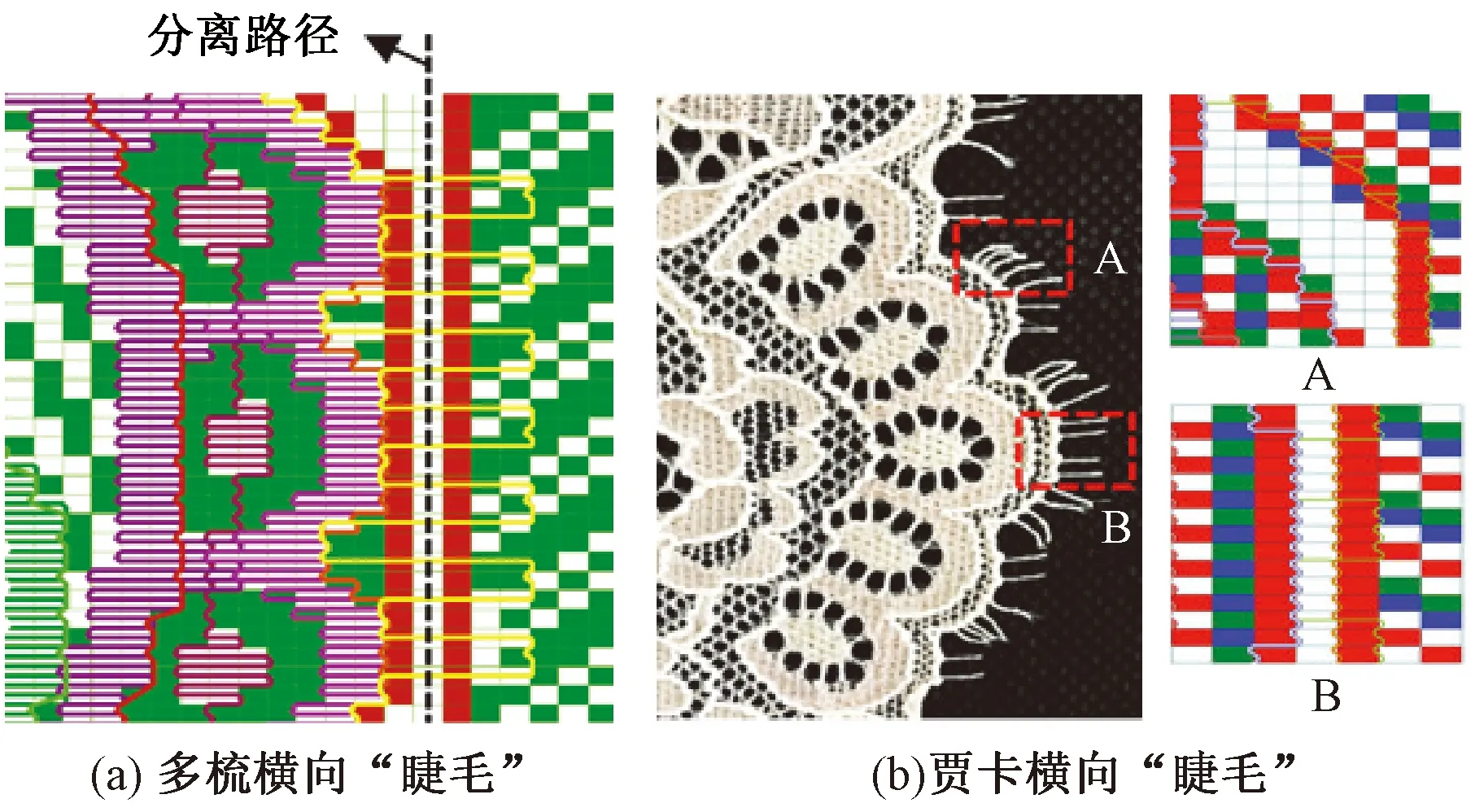
图5 横向“睫毛”结构
Fig.5 Weft eyelash design. (a) Multi-bar eyelash; (b) Jacquard eyelash
“横向”睫毛还可由贾卡梳栉结合地梳编链形成,如图5(b)所示。图中A区域由直编链和相邻纵行的一组白色贾卡网孔组织编织,后定型时边部受定型外力作用产生向循环外侧的变形,直编链由垂直方向变为斜向的“睫毛”;B区域“睫毛”呈水平状态,由衬纬花梳针背横移的延展线连接编链纵行形成,“睫毛”根部加固一个纵行的红色贾卡厚组织,在后整理时延展线被割断即可形成横向“睫毛”。由于贾卡网孔组织数量限制,该方法形成的横向“睫毛”长度一般较短。
2.2.2 纵向“睫毛”结构
多梳拉舍尔蕾丝的纵向“睫毛”蕾丝利用衬纬型花梳或成圈型花梳始终在同一个纵行垫纱,与地梳直编链编织在一起形成直条,直条间使用一个纵行的白色贾卡网孔组织分离,形成纵向“睫毛”效果,如图6(a)所示。若要加粗“睫毛”,可以选择红色贾卡厚组织将多个地梳编链连接起来。为加固“睫毛”根部,沿主体花型与“睫毛”连接的波状边缘处,填充宽度为1个意匠格的红色贾卡厚组织。

图6 纵向睫毛结构
Fig.6 Warp eyelash design. (a)Multi-bar eyelash; (b) Jacquard eyelash with parallel lapping; (c) Jacquard eyelash with opposite lapping
贾卡拉舍尔蕾丝纵向“睫毛”仅由贾卡垫纱完成,图6(b)、(c)分别示出成圈型贾卡梳栉同向垫纱(JB1.1:1-0/1-2//;JB1.2:1-0/1-2//)和反向垫纱(JB1.1:1-0/1-2//;JB1.2:1-2/1-0//)形成的纵向“睫毛”。同向垫纱时与多梳拉舍尔类似,用厚贾卡组织连接相邻直编链形成;反向垫纱时通常无成圈地梳编织直编链,2把半机号贾卡梳通过对称垫纱将2个成圈纵行连接起来。反向贾卡采用两色设计模式[15],其中红色贾卡意匠格表示反向对称垫纱组织(见图6(c)中放大部分),而蓝色贾卡意匠格表示网孔组织。
2.3 包边结构
对于无“牙”或“睫毛”装饰的蕾丝常采用1把以上的花梳栉沿边缘编织圆顺的波型边,称为包边边部。为使边部更牢固不易变形,额外增加一把花梳栉编织包边线,包边线通常采用较粗的220 dtex以上的包覆纱[16]。类似地,包边蕾丝边部的固定也可采用2种方式,如图7所示。1)包边线沿蕾丝边部轮廓外边缘进行小针距垫纱;2)包边线外边缘填充一个纵行的贾卡红色厚组织。与牙边工艺不同,包边边部外侧仅需一个纵行的白色贾卡网孔组织进行边部分离。
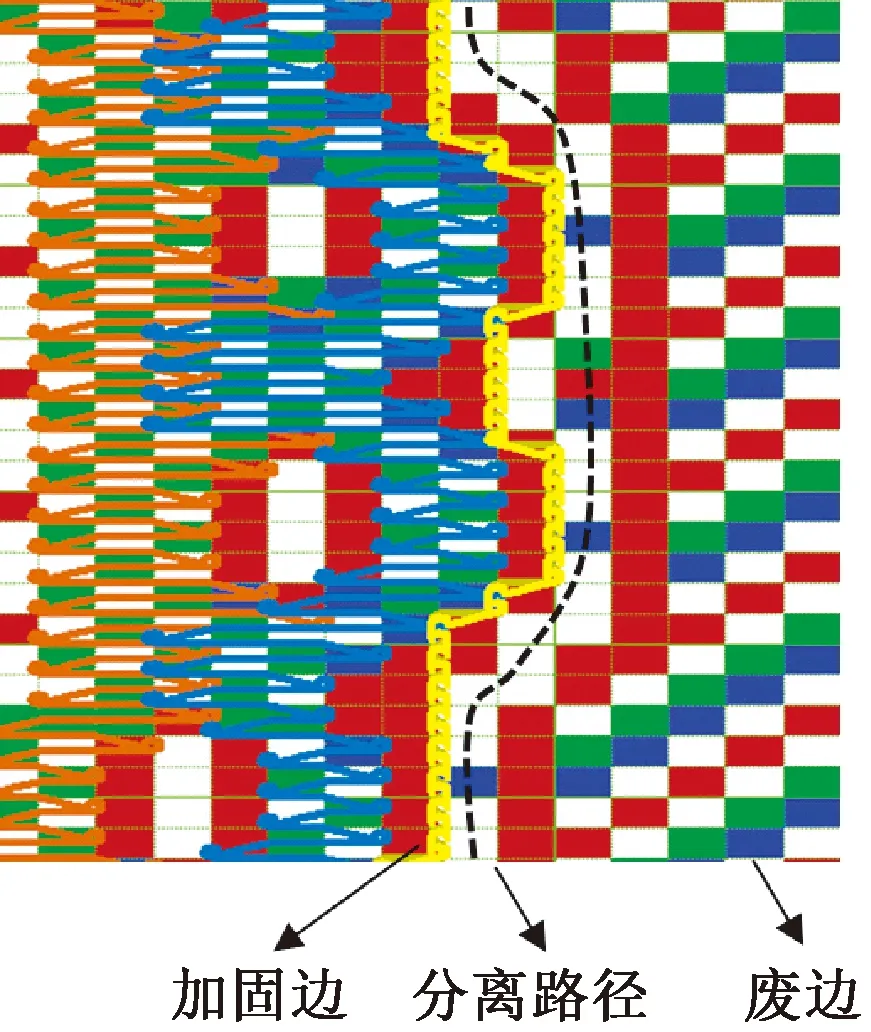
图7 包边结构设计
Fig.7 Wavy-line selvage design
与“牙”边和“睫毛”边不同,包边结构可同时用作窄条花边和全幅面料的横向边部。全幅面料边部一般采用分部段设计法,先设计面料主体循环,再根据幅宽要求排列循环花型和边部,如图8所示。幅宽内的花型排布为b+a×3+c。左侧边b由部分主体循环a和左边部组成。
Fig.8 Selvage design of full-set lace based on segments
3 边部分离工艺
实际生产中,条带花边是多条连接成整幅一起编织,花边间用废纱连接,全幅面料仅在整幅边侧位置通过直型边或波型边与废纱连接,后整理过程中经过脱散、切割等分离技术去除废纱,形成具有装饰效果的边部,因此,蕾丝边部分离工艺决定了蕾丝是否可以进行高效地分离,直接影响蕾丝成品质量。常见的蕾丝边部分离法包括利用组织结构设计实现的抽拉法和脱散法,以及利用物理工具或化学溶剂实现的裁剪法、熔断法和溶解法等。本文重点介绍基于组织结构设计的抽拉法和脱散法。
3.1 抽拉法
抽拉法常用于多梳拉舍尔条带蕾丝边部分离,自条带花边开始工业化生产时就已存在,用1根衬纬纱将相邻2个蕾丝主体的边缘连接在一起,形成光滑的直边型或波边型轮廓。抽拉法分离的蕾丝边缘纵行要求为编链组织,确保编织该纵行的织针在每个横列都可以成圈。图9示出直编链地组织和六角网眼地组织抽拉分离边部的工艺。为便于抽拉分离,衬纬纱需要间隔地在2个纵行间垫纱。
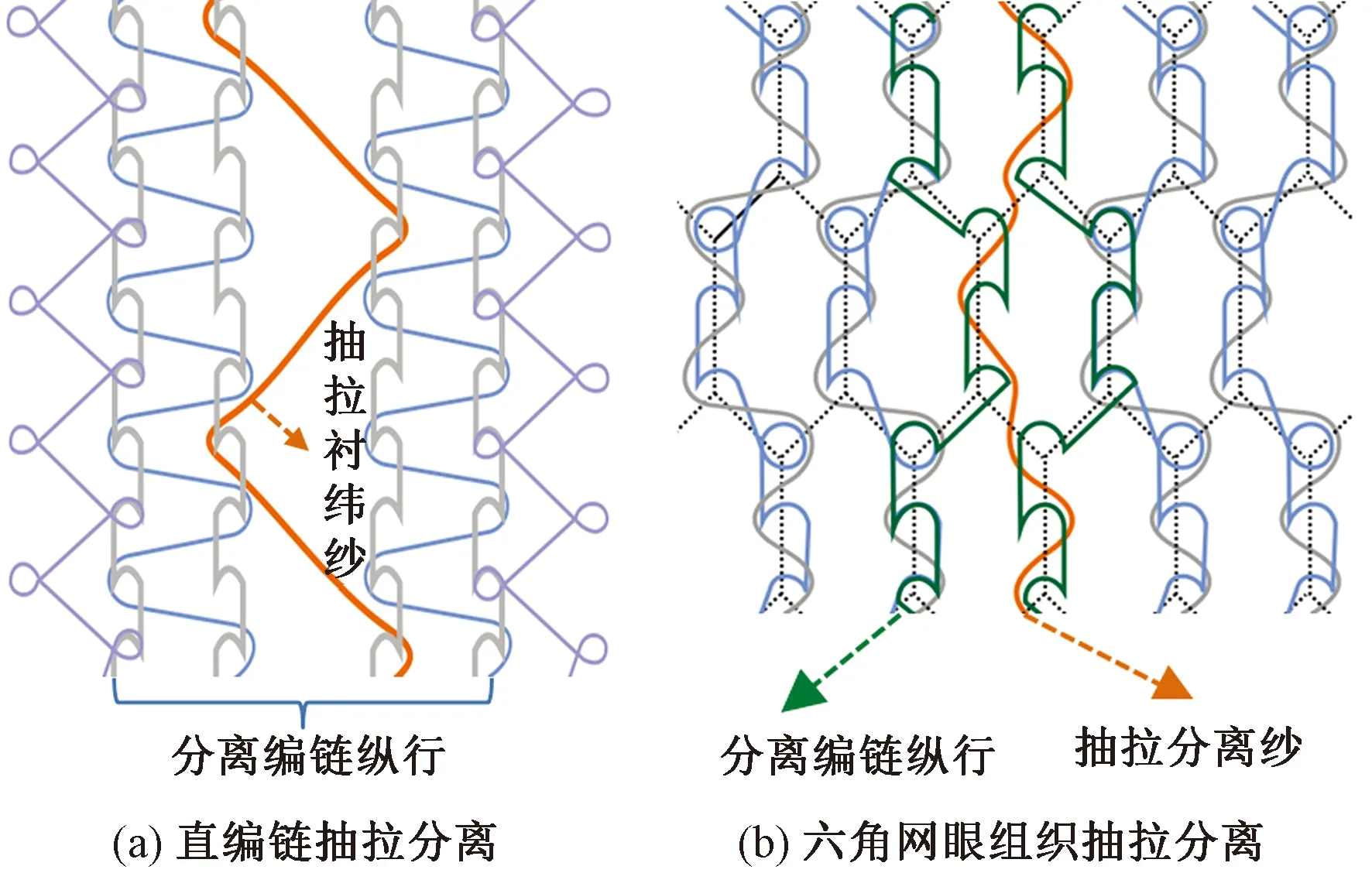
图9 抽拉法分离边部
Fig.9 Draw-off separation method. (a) Separating straight pillars; (b) Separating hexnet wales
3.2 脱散法
对于多梳拉舍尔和贾卡拉舍尔蕾丝而言,直编链和六角网眼是最常用的地网组织,利用编链组织逆编织方向的脱散性[17]可将蕾丝花边与废纱边分离,形成直型边部。
3.2.1 多梳拉舍尔边部脱散
多梳蕾丝边部分离的编链纵行一般采用220 dtex黑色粗纱,与地组织编链同向垫纱,如图10所示。废纱分离纵行A和C的纱线移穿至连接编链纵行B部段,A与C改穿黑色分离纱,连接编链纵行与分离编链纵行之间通过衬纬组织的单丝连接在一起。
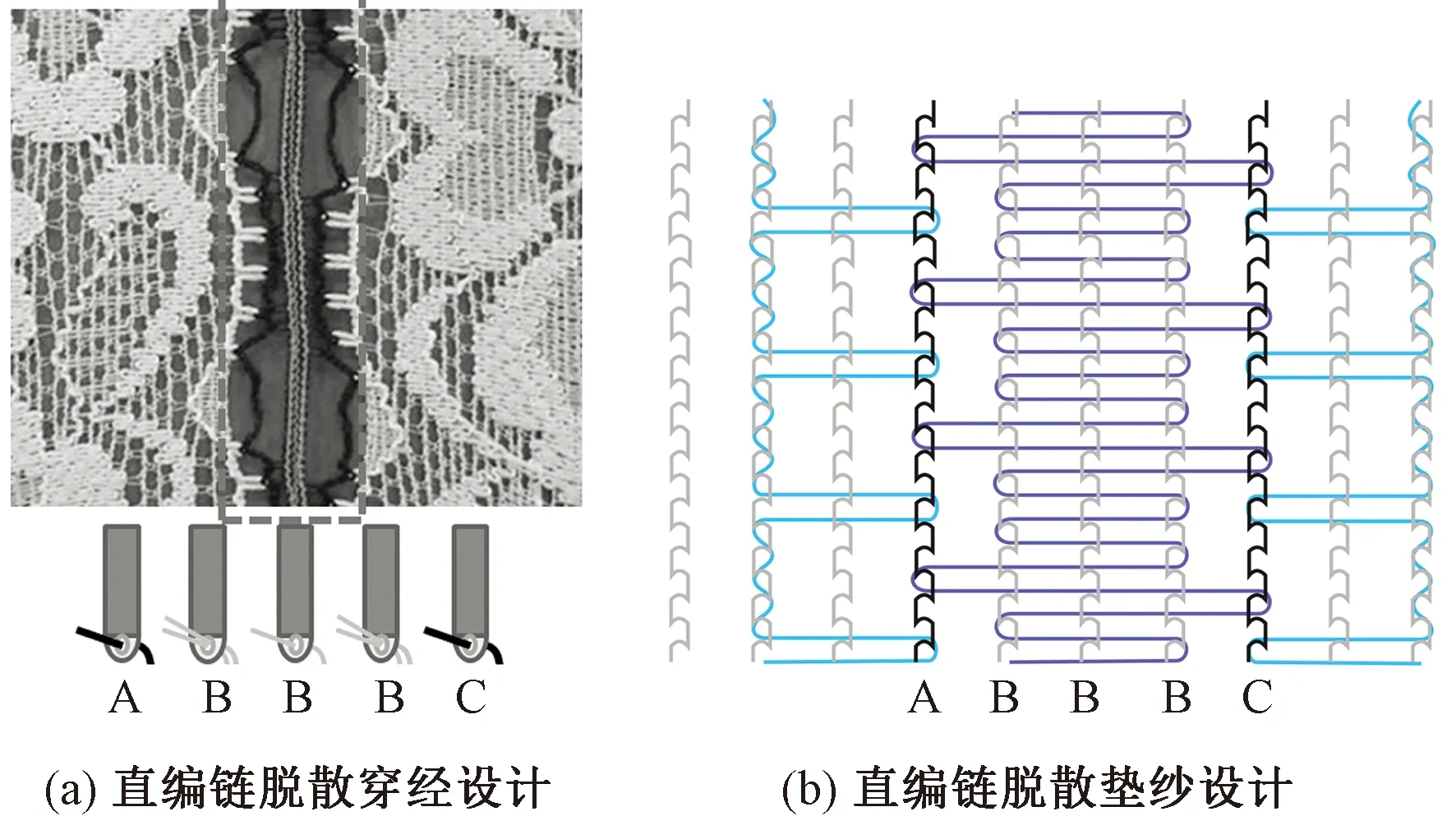
图10 直编链脱散法分离
Fig.10 Raveling separation method. (a) Threading design of pillar selvage; (b) Lapping design of pillar selvage
对于不带贾卡的多梳拉舍尔蕾丝,地网通常用六角网眼组织编织,也可称作变化编链组织。为确保分离位置编链纱线的脱散性,地梳栉在该处空穿3根纱,由另一把成圈梳栉代替编织分离编链纵行,如图11所示,其中分离编链纱线必须与地梳栉进行同向垫纱。
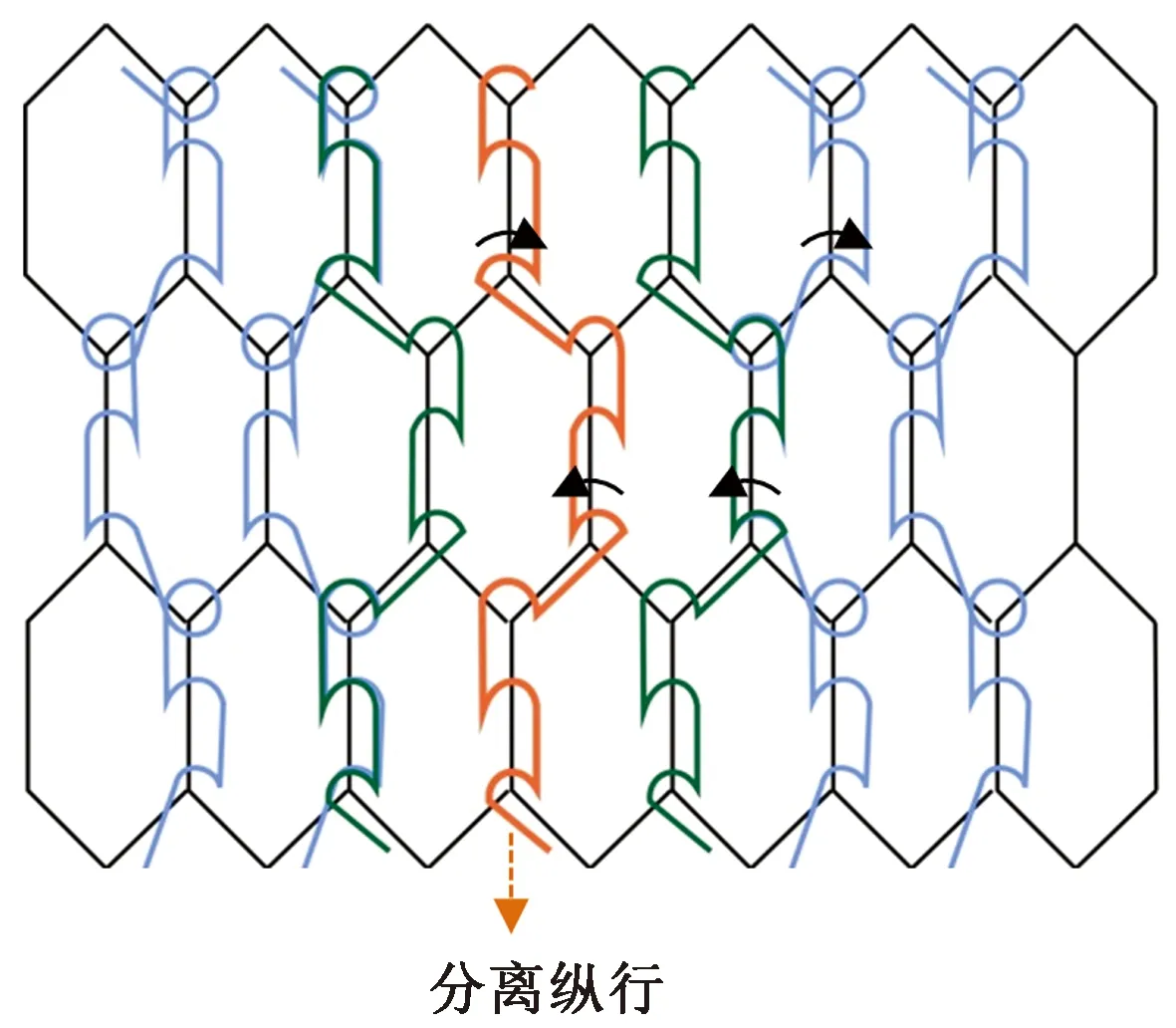
图11 六角网眼组织脱散法分离
Fig.11 Raveling separation of hexnet wales
3.2.2 贾卡拉舍尔边部脱散
贾卡拉舍尔蕾丝使用脱散法进行边部设计时,主要用于成圈型贾卡组织编织条带花边。
以贾卡同向垫纱的一个分离工艺为例,地网为弹力网眼组织,各梳栉垫纱数码和穿纱数据如表1所示,其中“*”表示空穿,A~E代表纱线类型。
表1 贾卡同向垫纱边部分离工艺
Tab.1 Separation technique when jacquardbars similarly lapping
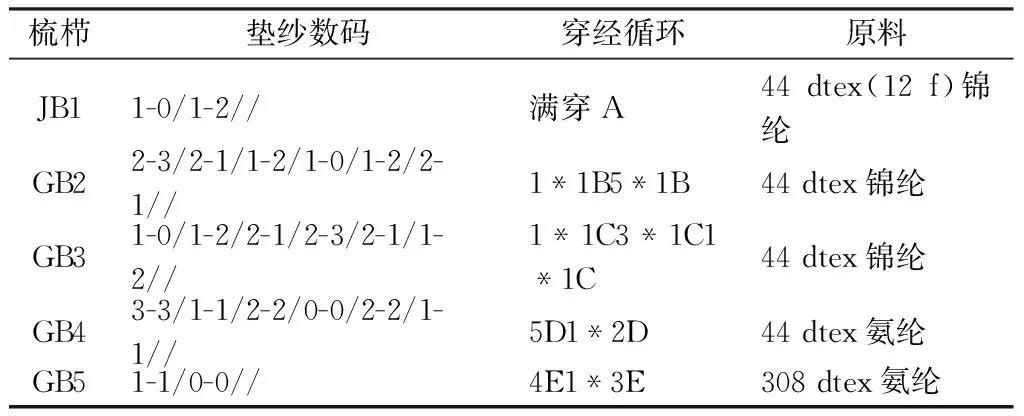
梳栉垫纱数码穿经循环原料JB11-0/1-2//满穿A44 dtex(12 f)锦纶GB22-3/2-1/1-2/1-0/1-2/2-1//1*1B5*1B44 dtex锦纶GB31-0/1-2/2-1/2-3/2-1/1-2//1*1C3*1C1*1C44 dtex锦纶GB43-3/1-1/2-2/0-0/2-2/1-1//5D1*2D44 dtex氨纶GB51-1/0-0//4E1*3E308 dtex氨纶
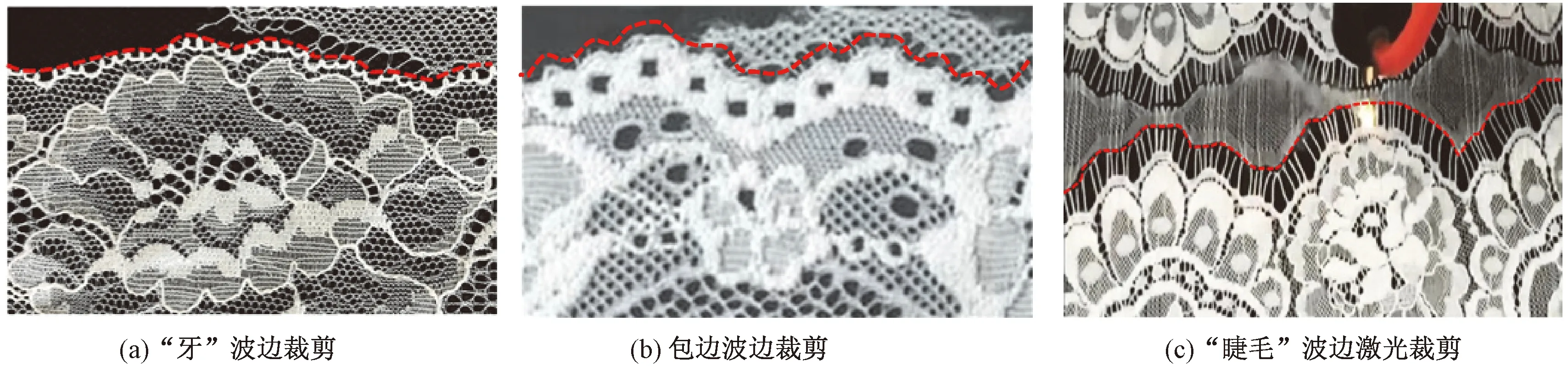
图14 波型蕾丝边部裁剪分离
Fig.14 Separation of wavy selvage by cutting. (a)Teeth selvage; (b)Borderline selvage; (c)Eyelash selvage
贾卡同向垫纱时,边部分离处的贾卡意匠图和各梳栉垫纱效应如图12所示。图中A、B、C、D、E表示不同规格的纱线。贾卡在分离纵行位置编织白色网孔组织,形成直编链进行边部脱散分离,在分离纵行两侧分别用绿色和蓝色贾卡组织形成连接延展线以加固分离边;GB2和GB3对称成圈垫纱,在分离纵行处空穿纱线以避免成圈;GB4穿有用于脱散分离的抽边弹性氨纶,在分离纵行两侧进行交错垫纱使分离编链连接两侧边部,当编链脱散后,氨纶由于较强的弹性回复性缩回两侧边缘位置,形成整齐的直型边部。GB4在蕾丝横向边部两侧一定宽度范围内穿纱,利用针背横移编织衬纬组织,形成弹性的加固布边。
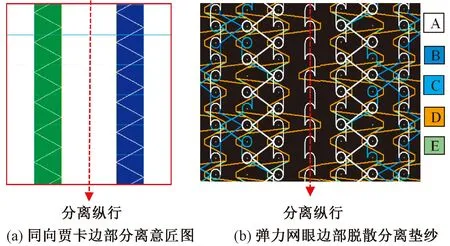
图12 贾卡同向垫纱边部脱散分离法
Fig.12 Raveling separation of Jacquard Raschel lace with parallel lappings. (a) Jacquard bitmap; (b) Lapping diagram
贾卡反向垫纱时一般无成圈地梳参与,仅由2把半机号贾卡和2把氨纶衬纬地梳编织轻薄型提花蕾丝。表2示出反向垫纱时各梳栉垫纱数码和穿纱数据,图13示出该贾卡反向垫纱边部分离的提花意匠图和线圈编织图。
表2 贾卡反向垫纱边部分离工艺
Tab.2 Separation technique when jacquard barsoppositely lapping
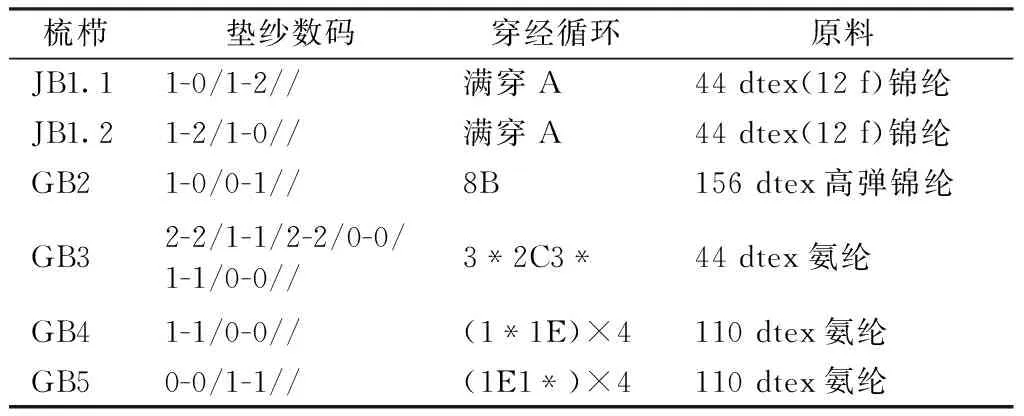
梳栉垫纱数码穿经循环原料JB1.11-0/1-2//满穿A44 dtex(12 f)锦纶JB1.21-2/1-0//满穿A44 dtex(12 f)锦纶GB21-0/0-1//8B156 dtex高弹锦纶GB32-2/1-1/2-2/0-0/1-1/0-0//3*2C3*44 dtex氨纶GB41-1/0-0//(1*1E)×4110 dtex氨纶GB50-0/1-1//(1E1*)×4110 dtex氨纶
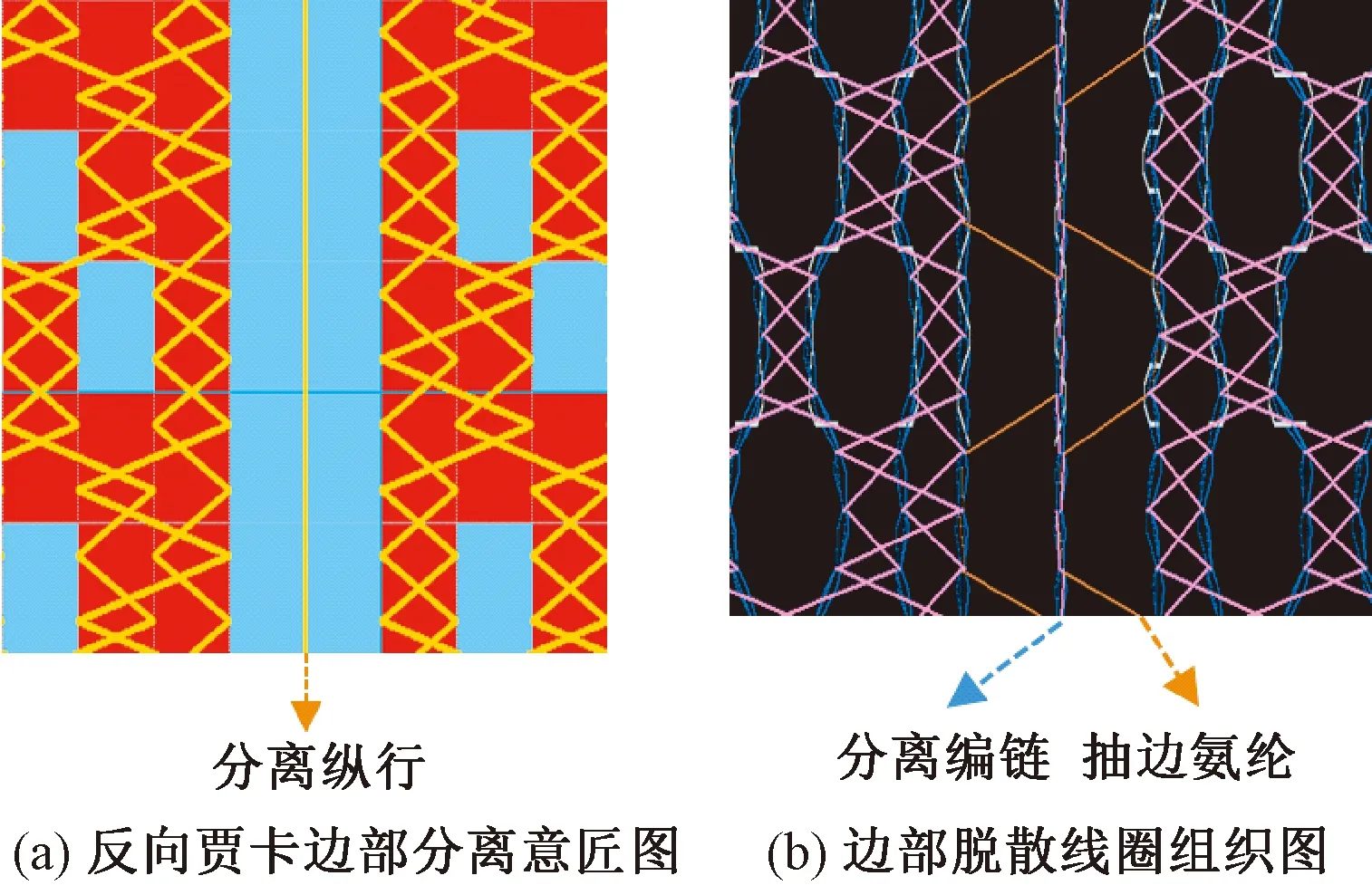
图13 贾卡反向垫纱边部脱散分离法
Fig.13 Raveling separation of Jacquard Raschel lace with opposite lappings. (a) Jacquard bitmap; (b) Lapping diagram
3.3 裁剪法
裁剪法是最常用的物理分离法,用带有刀片的切割机将蕾丝主体与连接纱之间的组织切断分离,该方法要求蕾丝边部波型曲率不能太大,且边缘轮廓清晰。传统切割机装有固定或旋转刀片,需由人工控制操作,沿工艺设计的裁割路径进行分离,常用于分离包边波型蕾丝和“牙”边波型蕾丝,如图14所示。
新式激光切割机利用智能排版软件设计切割路径,利用刀片带有的自动识别切割装置全面提升刀片运动性能,切割效率和精准度较高,用于带“睫毛”边部的条带蕾丝和满幅蕾丝的分离[18]。为确保切割质量,花型边缘与相邻的连接纱之间横向距离至少有2个纵行宽度。
除上述基于组织结构设计和穿经循环设计的抽拉法、脱散法和裁剪法外,拉舍尔蕾丝还可采用电热熔断法分离边部,可适用于多种化纤原料,但操作的便捷性不够;还可通过边部纵行穿特殊原料纱线,例如水溶纱或热熔纱,在后整理过程中通过水溶或热熔处理去除废纱,得到直边型或波边型边部,但由于使用原料的特殊性而增加了生产成本。
4 结束语
多梳拉舍尔蕾丝和贾卡拉舍尔蕾丝织物的用途决定了蕾丝边部形态、边部结构以及边部分离工艺,合理选择边部设计方法既可保证蕾丝边部的成形品质和牢固性,也使边部分离更顺畅、高效,提高蕾丝产品的整体质量。
1)拉舍尔蕾丝根据两侧边部形态特征划分为直边型、波边型、复合型3类。直边型多利用均匀贾卡提花组织或等针距花梳纱形成,波边型一般由贾卡网孔组织和连接组织交替编织形成或通过花梳栉小针距横移垫纱编织波型轮廓形成。
2)边部结构配合边部形态进行设计,在直型边和波型边中编织的“牙”结构其“牙”长整齐、“牙”间距均匀和“牙”根紧固;通过地梳编链纵行、交替的贾卡网孔和贾卡连接纵行以及花梳栉单针距垫纱设计形成的波型边“睫毛”结构美观、别致;利用贾卡厚组织和成圈花梳纱编织的波型包边结构,用于满幅定位蕾丝使边部圆顺而坚固。
3)基于组织结构、穿经循环和原料设计的抽拉分离法和脱散分离法可快速、高效地分离蕾丝边部与废纱,尤其地网为六角网眼组织时,能够形成整齐、坚固的分离边部。
猜你喜欢
毛纺科技(2021年8期)2021-10-14
考试与评价·七年级版(2021年4期)2021-08-14
模具制造(2020年6期)2020-08-03
英语世界(2019年1期)2019-09-10
阅读(快乐英语中年级)(2019年9期)2019-09-10
现代装饰(2019年1期)2019-03-27
物理通报(2017年11期)2017-11-16
爱你(2016年15期)2016-11-25
Coco薇(2016年8期)2016-10-09
读者·校园版(2016年18期)2016-09-07
