
一种气动输送机结构设计及其基于Flow 3D的输送性能分析
2019-07-25 10:22:20刘志海崔鑫龙柏海龙刘涵彬
食品工业 2019年7期
刘志海,崔鑫龙,柏海龙,刘涵彬
山东科技大学交通学院(青岛 266590)
在中国,豆腐是一种传统的大豆制品,其制作步骤有选豆、浸泡、磨浆、滤浆、煮浆、点脑、蹲脑、破脑、上脑、成型、成品[1]。当前,豆腐加工进入到规模化和市场化阶段,引入大型机械和自动化设备已成为业界常态,选豆、浸泡方面有沥水筛选清洗机,磨浆方面有磨浆机,滤浆方面有浆渣分离机,煮浆方面有煮浆机,点脑、上脑方面有自动上脑点卤机,成型方面有豆腐压机。但在豆腐加工厂房内,豆浆从磨浆机转移至分离机,豆腐脑从点卤机转移至压机,以及后期豆腐从成型箱转移至储运盒,像这样的输送工作却普遍还是先将豆浆、豆腐脑或豆腐装入不锈钢制食品盒,由人工搬运或板车运输,耗费时间与体力,而且效率低下。由于厂房内部作业环境过于潮湿,企业经营者们出于安全考虑,希望能有一款气动输送设备来实现厂房内的运输作业。现如今,市面上的气动输送搬运设备样式繁多,吴吉莹[2]基于推拉行走原理利用2组三足机构设计1种全气动迈步式运输装置,用于矿井下短距离安全运输;冯明伦等[3]通过将气动马达与胶带输送机相结合,设计1款气动胶带输送机,解决易燃、易爆、高温环境下的输送难题;刘建芳等[4]根据静压型气浮支撑的工作原理设计1种气动悬浮式非接触自动输送装置,实现重载物体的非接触输送;段华荣等[5]设计一种用于步进输送的气缸输送机构,满足长物料如拖拉机桥壳类零件的横向步进输送需求。由于这些气动设备是针对特殊作业环境下的特殊设计,所以无法直接应用在豆腐加工厂中。
基于上述实际情况,前期在传统无动力辊子输送机的基础上做了改进,增加1套气动驱动系统,设计1款气动输送机。该输送机通过气缸伸缩提供动力,利用固定在链条上的拨块推动食品盒在辊子台架上移动,实现潮湿环境下的安全运输。为使输送平稳性与输送效率进一步得到提升,在前期研究的基础上改进驱动方案。对改进后的气动输送机结构原理与传动方案进行介绍,对食品盒的速度变化进行分析,并借助流体仿真软件Flow 3D对输送机输送豆浆这一过程进行仿真,为后期输送机的速度控制提供数据参考。
1 输送机整体方案确定
输送机输送原理见图1,铰接头连接气缸活塞与驱动杆,并把气缸活塞的直线往复运动转变为驱动杆的周向往复摆动,驱动杆通过单向轴承在单一转向上向齿轮2传递扭矩,齿轮2经齿轮1、链轮将动力传递至链条,由安装在链条上的拨块推动食品盒在辊子台架上移动。同时,为保证输送机的运输效率,在驱动方案上采用1个气缸加2套单向轴承(见图2)。
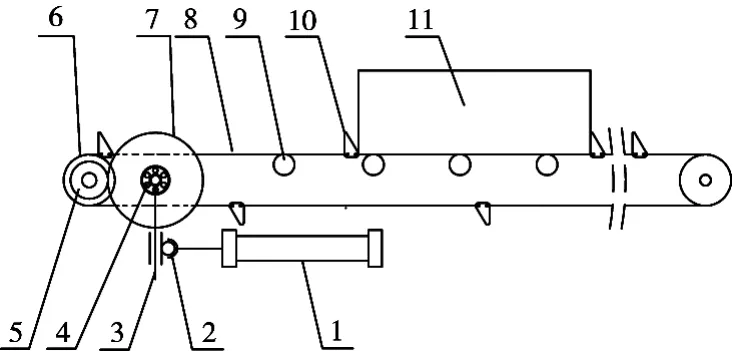
图1 输送机输送原理
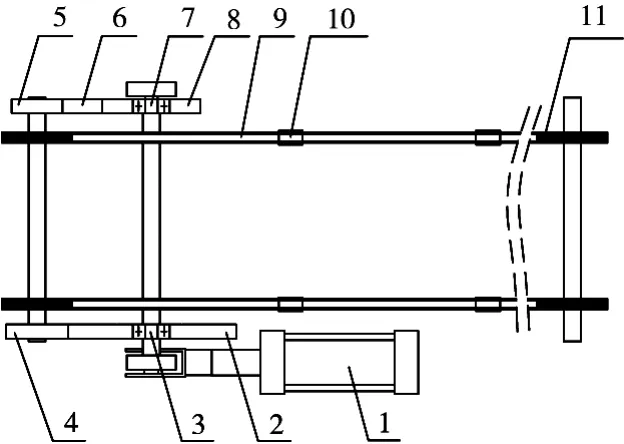
图2 传动系统方案
2 食品盒运动速度分析
为便于后期对输送机进行设备控制与改进,对气缸伸缩速度vq与食品盒在输送机上的移动速度vh之间的关系进行分析。气缸活塞杆做直线往复运动,作用区间为点a至点b(见图3)。气缸伸长1次,驱动杆正摆90°,收缩1次,驱动杆反摆90°,循环往复。假设气缸活塞杆作用端从点a匀速移动至点b,推动驱动杆转过角度θ(0°≤θ≤90°),在这一过程中(见图4),通过将活塞杆端速度vq分解为垂直于杆的vq1与沿杆的v[6],可得气缸伸缩速度vq与驱动杆转速n1满足关系。

式中:n1为驱动杆转速,r/min;l为点o与直线ab之间的垂直距离,m;t为驱动杆转过角度θ所经历的时间,s。
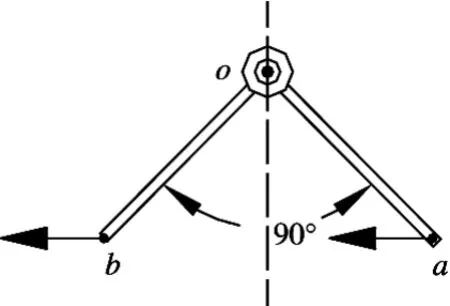
图3 驱动杆旋转示意
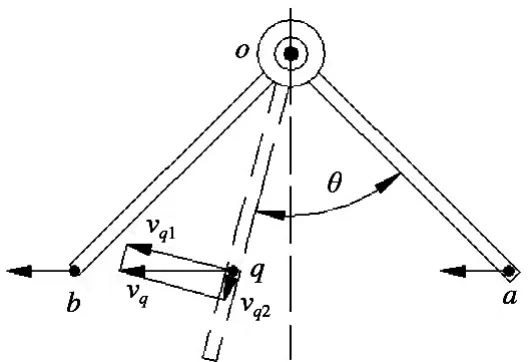
图4 驱动杆速度分析图
为保证食品盒被输送时的平稳性,避免输送机链条在工作时速度出现过多波动,设计时,特意保证:

式中:i21为齿轮2至齿轮1的传动比;i53为齿轮5至齿轮3的传动比。
如此,无论气缸伸缩速度vq如何变化,皆能保证:

式中:n11为齿轮1转速,r/min;n33为齿轮3转速,r/min。
动力经齿轮、链轮传递到链条上,不计链传动的多边形效应,链的平均速度vl(m/s)为[7]:

式中:z为链轮的齿数;n2为链轮转速,r/min;p为链条的节距,mm。
无论气缸伸长还是收缩,食品盒在辊子台架上的移动速度vh与链条的运动速度vl同步,可得食品盒移动速度vh与气缸伸缩速度vq之间的关系。

改进后的气动输送机数字化样机如图5所示。
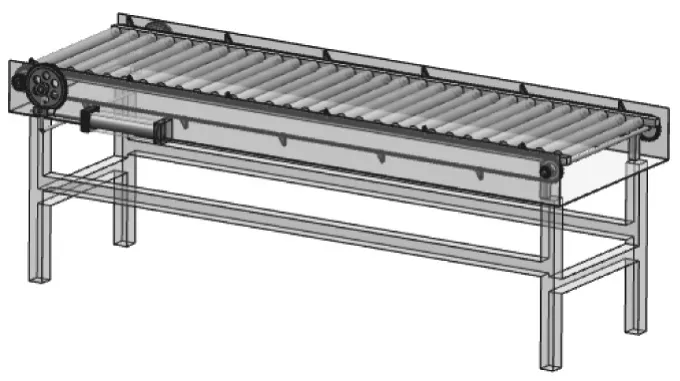
图5 输送机数字化样机
3 输送过程仿真
气缸的伸缩速度vq与输送机的输送效率Q息息相关,为提高Q,应适当增大vq,但输送机用于运输豆浆时,为防止豆浆从食品盒中溅出,速度不宜过快。适当控制好速度才能获得相对更佳的输送效率,决定利用流体仿真软件Flow 3D分析食品盒中豆浆液面不同高度下的最佳输送速度,以便为后期的设备控制提供数据参考。
青岛某企业A所设计的气动输送机部分零件参数见表1[6],此次仿真沿用此参数。综合表1与式(6)(7)可得食品盒移动速度vh与气缸伸缩速度vq之间的关系。


表1 输送机部分参数
3.1 仿真模型搭建
在Flow 3D的流体数据库中添加新流体代表豆浆,豆浆的黏度普遍>4 mPa·s[8],密度与水接近[9],故设黏度4 mPa·s,密度1 g/mL即可。前期推广应用的企业A目前使用的是由0.8 mm厚不锈钢板制成的520 mm×360 mm×160 mm长方盒体,利用Solidworks建立好模型,生成stl格式文件,将stl文件导入Flow 3D中。
利用Flow 3D进行仿真分析时,网格尺度将直接影响模拟结果[10],网格尺度越小,对水流的解析度越高[11],出于对计算时间和数据处理量的考量,决定采用最小尺寸0.1倍的网格尺度模拟结构。在三维模型内部添加初始流体区域,模拟盛装有豆浆的食品盒。为检测输送机在工作时是否会有豆浆从盒内溅出,在三维模型正下方添加Baffles,Baffles作为没有厚度的虚拟平板,可用于测量通过某断面的水流流量且完全不影响水流流动[12],搭建好的仿真模型见图6。

图6 仿真模型
3.2 速度、液高参数设定
一般情况下,气缸的使用速度需大于40 mm/s[13]且小于3 m/s,速度小于40 mm/s时,由于气缸的密封、润滑、供气压力、温度等因素产生的不稳定摩擦力影响[14],气缸活塞可能不会稳定移动,时走时停,出现“爬行”现象,若速度大于3 m/s,气缸缓冲效果不明显,寿命会严重缩短[15-16]。
为准确把握在豆浆液面不同高度L下的气缸最佳伸缩速度vq,以获得一相对更佳的输送效率Q,需在L值一定、vq取不同值的情况下进行多次仿真。设L的变化梯度为10 mm,vq的变化梯度为0.04 m/s。

式中:j为仿真第j阶段;i为仿真次数。
仿真过程中暂不考虑实际情况下可能由电磁阀或气缸内置缓冲装置等造成的气缸速度波动以及换向延时[6]。以第1阶段第1次仿真为例,vq取值0.04 m/s时,食品盒速度变化如图7所示。
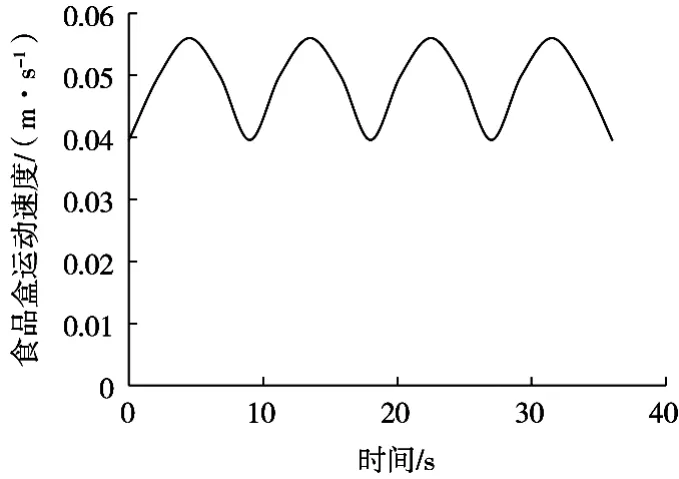
图7 食品盒运动速度
3.3 仿真结果及分析
Flow 3D采用VOF(Volume of fluid)方法进行自由表面追踪,方法的核心是通过求解流体体积函数的运输方程来重构运动的自由液面,并将自由液面以分段常数来近似表示[17]。
以L=130 mm时仿真为例,根据追踪器监测到的数据,前8次仿真,流经虚拟平板的流量为0,表明气缸伸缩速度vq低于0.32 m/s时,食品盒内的豆浆不会溅出,输送机可以正常运行。第9次仿真过程中豆浆液面变化见图8,食品盒运动速度过快,液面活动剧烈。追踪器监测到的流量统计结果见图9,表明气缸以0.36 m/s的速度伸缩时,食品盒内的豆浆很容易被溅出。与上一代气动输送机相比,液面高度同为130 mm,但输送效率提高1倍。
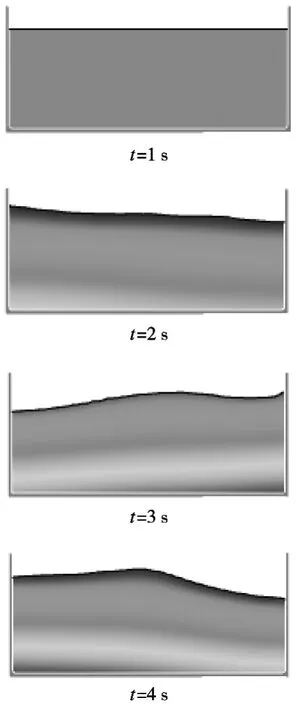
图8 不同时刻自由液面的活动情况
经过对豆浆液面不同高度下输送过程仿真,得到的结果汇总于表2。
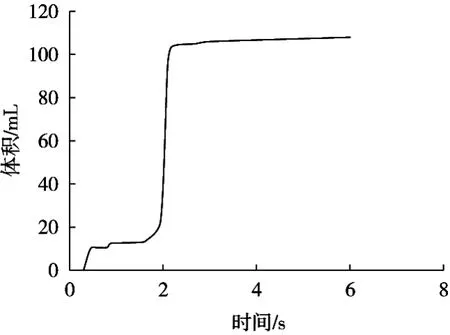
图9 流经追踪面的流体体积变化曲线

表2 不同液高时气缸最大伸缩速度
4 结论
1) 对前期设计的气动输送机做了驱动方案方面的改进,气缸的动力经由一对同轴并反向安装的单向轴承传递至链轮,提高输送效率。
2) 经推导,根据输送机的驱动原理与相关参数得出气缸伸缩速度与食品盒运动速度之间的关系。
3) 根据实际情况,利用Flow 3D对输送机输送豆浆这一过程做了仿真分析,得出不同液面高度下对应的最佳气缸伸缩速度,为满足企业后期的多样化需求提供数据参考。
改进设计虽满足企业的实际需求,但输送机的输送速度仍存在波动,后期可从机械传动方式上再作改进,以适应不同环境下的需要。
猜你喜欢
装备制造技术(2021年1期)2021-05-21 07:55:14
模具制造(2019年4期)2019-06-24 03:36:42
阅读(科学探秘)(2019年4期)2019-06-19 01:13:34
小哥白尼(趣味科学)(2018年9期)2018-12-18 01:52:08
中国生殖健康(2018年1期)2018-11-06 07:14:26
小哥白尼(趣味科学)(2018年4期)2018-06-21 06:23:26
小哥白尼(趣味科学)(2018年2期)2018-05-25 02:31:07
电子测试(2018年6期)2018-05-09 07:31:47
科技创新导报(2016年9期)2016-05-14 09:12:16
河南科技(2014年14期)2014-02-27 14:11:57
