不同焊接方法焊接Ti-22Al-25Nb合金
2019-04-19 08:47崔恩红
中国材料进展 2019年3期
邵 玲,崔恩红
(1. 北京航空航天大学材料科学与工程学院,北京 100191)(2. 歌尔股份有限公司 理化实验室,山东 潍坊 261031)
1 前 言
近些年钛铝合金由于其低密度及良好的力学性能,作为航空发动机部件应用的潜在材料而受到广泛关注[1, 2]。在钛铝合金中,斜方晶系的Ti2AlNb基(O基)钛金属间化合物比Ti3Al基(α2基)和TiAl基(γ基)钛金属间化合物具有更好的热机械加工性,更高的强度、断裂韧性、室温韧性和更低的热膨胀系数,且Ti2AlNb基合金的蠕变和疲劳行为与Ti3Al基合金的相似[3-6]。由于Ti2AlNb基合金与传统的钛合金、钛铝合金相比,有优越的综合力学性能(高温强度、蠕变阻力和韧性),Ti2AlNb基合金吸引了众多研究者[7]。
Ti-22Al-25Nb合金作为一种Ti2AlNb基合金,具有高强度和室温及高温下大的延伸率[4, 8],因此人们对其进行了大量的研究[9]。Ti-22Al-25Nb合金可以通过各种各样的焊接方法连接在一起,如扩散钎焊[10-13]、电子束焊[14-16]、搅拌摩擦焊[17]和激光焊[18, 19]。然而这些焊接方法连接Ti-22Al-25Nb合金时往往受到高成本或工件形状的限制。本研究分别采用设备简单、成本低及对工件形状没有特殊要求的脉冲钨极惰性气体(tungsten inert gas,TIG)焊接方法、活性剂钨极惰性气体(activated tungsten inert gas,A-TIG)焊接方法和超音频脉冲TIG焊接方法对Ti-22Al-25Nb合金进行焊接。焊后对不同焊接接头的显微组织和力学性能分别进行表征和比较。
2 实验材料及方法
本研究中用于焊接的材料为Ti-22Al-25Nb合金,其化学成分如表1所示。Ti-22Al-25Nb合金由O相和β/B2相两相组成(如图1所示),基体是β/B2相,板条状的相是O相。Ti-22Al-25Nb合金用三重真空熔炼炉进行重熔。重熔后的锭子先进行均匀化,再在β/B2相域锻造成板状,随后进行空冷。锻造后的Ti-22Al-25Nb合金板在1100 ℃下固溶处理2 h后水淬,接着在650 ℃下时效处理3 h后空冷。经固溶和时效处理的Ti-22Al-25Nb合金板有良好的力学性能:抗拉强度为1035 MPa,屈服强度963 MPa,维氏显微硬度1095 MPa。从板上切割下来用于焊接的试样几何尺寸为:长度130 mm,宽度30 mm和厚度1.5 mm。

表1 Ti-22Al-25Nb合金的化学成分
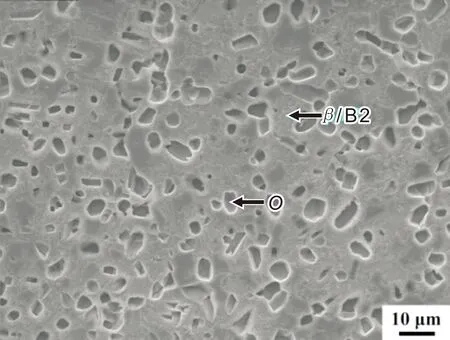
图1 Ti-22Al-25Nb合金的显微组织结构Fig.1 SEM image of the microstructure of Ti-22Al-25Nb alloy
在焊接之前先去除Ti-22Al-25Nb合金板试样上的氧化层,用丙酮和酒精清洗试样后再进行干燥。分别采用脉冲TIG焊接方法、A-TIG焊接方法和超音频脉冲TIG焊接方法对Ti-22Al-25Nb合金板进行对接焊接,焊接参数见表2。焊接过程中,焊接板的背面没有惰性气体保护,焊炬的极性是直流电极正极性(direct current electrode positive, DCEP)。焊后,将焊接接头沿着垂直于焊接方向采用线切割机切割成试样。切割下来的试样在颗粒粒径为125、37.5、18.75、12.5、7.5和6 μm的SiC水砂纸上依次进行粗磨,再在绒布上依次用3和1 μm金刚石研磨液进行抛光。接着采用2 mL HF、2 mL HNO3和80 mL蒸馏水混合液对试样进行腐蚀,再分别用丙酮和酒精清洗试样并干燥。采用Keyence VHX-500F数显光学显微镜(optical microscope, OM)观察试样显微组织。
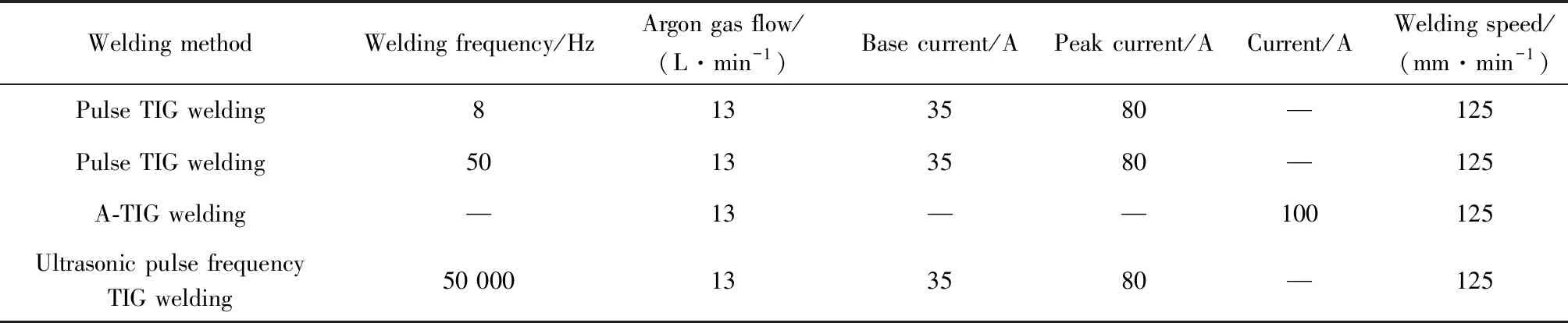
表2 采用不同焊接方法焊接Ti-22Al-25Nb合金的焊接参数
本研究中所有力学性能的测试都在室温下进行。让焊缝座落在标距的中间,垂直于焊缝的焊接方向使用线切割机切下标距宽度3 mm、标距长度15 mm和标距厚度1.5 mm的Ti-22Al-25Nb合金狗骨头形状试样。标距区域采用颗粒粒径为18.75 μm的SiC水砂纸沿载荷方向去除线切割时留下的切痕以达到光滑的表面。狗骨头形状试样在CRIMS RPL-001万能测试仪上用位移控制模式进行轴向拉伸测试,位移速率为0.2 mm·min-1。Hitachi UHR CFE SU8230扫描电子显微镜(scanning electron microscope, SEM)用于观察拉伸断口形貌。维氏显微硬度的测量在Wilson Instruments 402 MVD维氏显微硬度计上进行,最大载荷为500 g,保值时间为10 s。本文中给出的维氏显微硬度值是3次测量值的平均值。
3 结果和讨论
3.1 脉冲TIG焊接
Ti-22Al-25Nb合金脉冲TIG焊接分别采用8和50 Hz的焊接频率。不同焊接频率下获得的焊接接头的横截面如图2所示。从图2可见,焊缝边缘的柱状晶整齐地朝向熔合区伸长。在熔合区,柱状晶很少。在热影响区,晶界严重的过烧,尤其在热影响区的根部。热影响区中的晶粒是最大的,最大的晶粒尺寸大约为200 μm。此外,焊接接头中的层状偏析明显。相较于8 Hz焊接频率下的焊接接头(图2a),50 Hz焊接频率下的焊接接头(图2b)中熔合区的深度较大且宽度较窄。对于过烧现象,8 Hz焊接频率下焊接接头的过烧比50 Hz焊接频率下的严重。因此,Ti-22Al-25Nb合金脉冲TIG焊接的焊接接头在一定的焊接频率范围内较高频率下形成的显微组织优于较低频率下形成的显微组织,且较高频率下形成的缺陷少于较低频率下形成的缺陷。
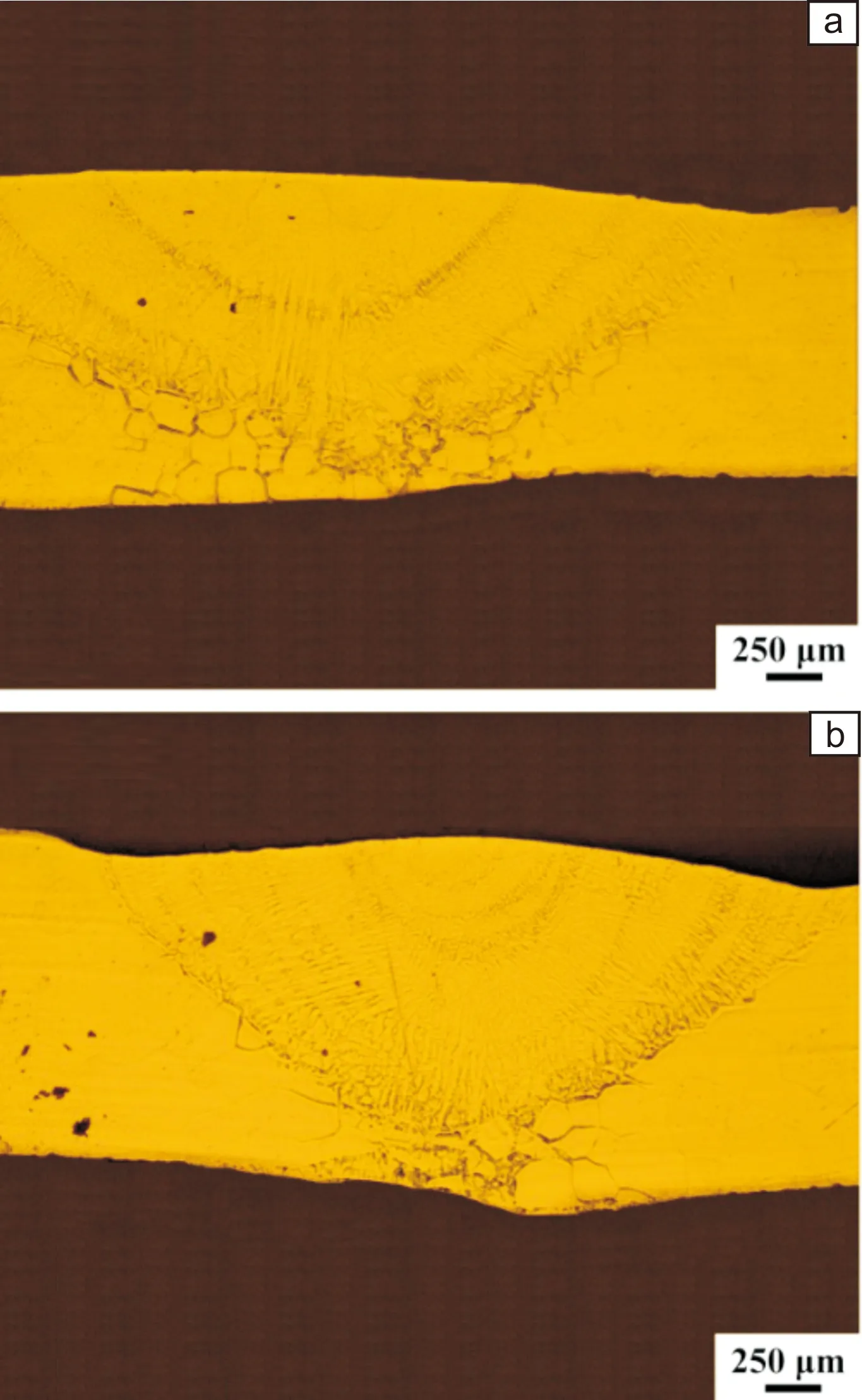
图2 不同焊接频率下使用脉冲TIG焊接方法焊接Ti-22Al-25Nb合金对接接头的显微组织:(a)f =8 Hz,(b)f=50 HzFig.2 Microstructure of the weld joints of Ti-22Al-25Nb alloy using pulse TIG welding method at different welding frequencies: (a) f =8 Hz, (b) f =50 Hz
3.2 A-TIG焊接
活性化剂MnCl2用于Ti-22Al-25Nb合金的A-TIG焊接。图3展示了A-TIG焊接接头的横截面。与脉冲TIG焊接接头相比较,A-TIG焊接接头在焊接过程中完全焊透,且在熔合区的柱状晶是无序排列的。这表明,活性化剂影响了熔池中液态金属的结晶过程。
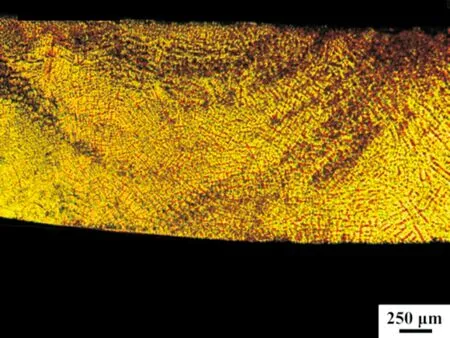
图3 A-TIG焊接方法焊接Ti-22Al-25Nb合金对接接头的显微组织Fig.3 Microstructure of the butt joints of Ti-22Al-25Nb alloy using A-TIG welding method
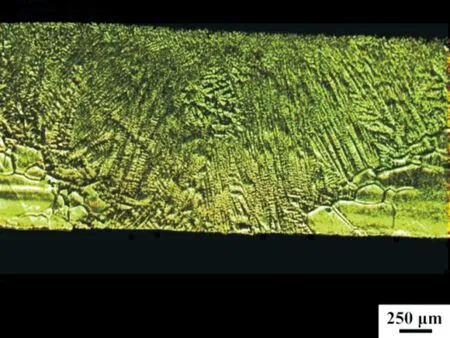
图4 超音频脉冲TIG焊接方法在50 kHz焊接频率下焊接Ti-22Al-25Nb合金对接接头的显微组织Fig.4 Microstructure of the butt joint of Ti-22Al-25Nb alloy using ultrasonic pulse frequency TIG welding method at 50 kHz welding frequency
3.3 超音频脉冲TIG焊接
Ti-22Al-25Nb合金超音频脉冲TIG焊接在50 kHz焊接频率下进行。焊接接头的横截面如图4所示。焊接接头中的熔合区由粗大的柱状晶组成,并朝向焊缝中心生长。在柱状晶中胞状晶沿着熔合线生长,局部区域中也有树枝状晶。此外,在焊缝中心有一小块区域是等轴晶,且在热影响区附近没有明显的晶界过烧现象。
3.4 拉伸性能
使用不同焊接方法获得的Ti-22Al-25Nb合金焊接接头抗拉强度如表3所示。超音频脉冲TIG焊接接头的抗拉强度显著高于脉冲TIG焊接接头和A-TIG焊接接头。脉冲TIG焊接接头的断口几乎是平坦的(如图5a~5d所示),断口上有许多小的解理面。脉冲TIG焊接接头的断裂机制是脆性穿晶解理断裂和柱状晶间断裂。因为在8 Hz焊接频率下的脉冲TIG焊接接头中有一些大尺寸的气孔,其抗拉强度低于50 Hz焊接频率下的脉冲TIG焊接接头。A-TIG焊接接头的断裂机制是脆性穿晶解理断裂(图5e和5f)。从图5f可见,在A-TIG焊接接头的断面上有明显起伏的解理面和撕裂棱。在50 kHz焊接频率下的超音频脉冲TIG焊接接头的断裂机制是脆性穿晶解理断裂和韧窝断裂的混合模式(图5g和5h)。
表3不同焊接方法获得Ti-22Al-25Nb合金焊接接头的抗拉强度
Table3UltimatestrengthoftheweldjointsofTi-22Al-25Nballoyusingdifferentweldingmethods
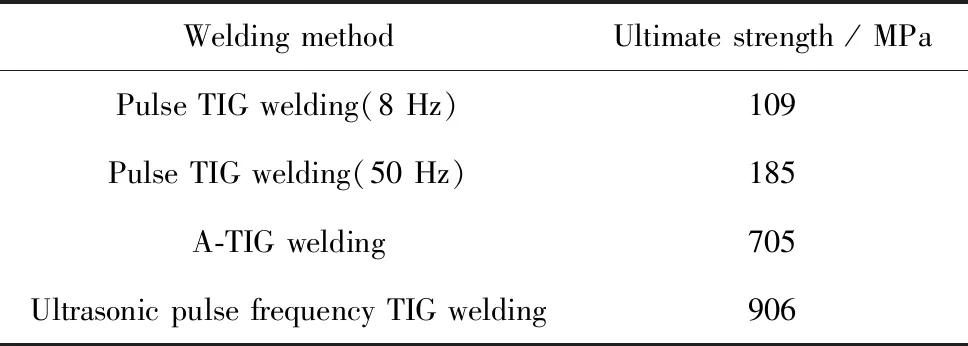
Welding methodUltimate strength / MPaPulse TIG welding(8 Hz)109Pulse TIG welding(50 Hz)185A-TIG welding705Ultrasonic pulse frequency TIG welding906
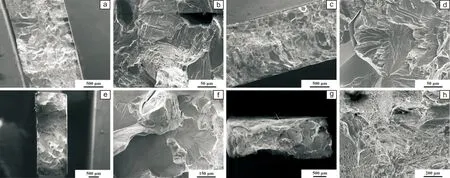
图5 Ti-22Al-25Nb合金使用不同焊接方法获得的对接接头的断口形貌:脉冲TIG焊接在8 Hz焊接频率下(a, b),脉冲TIG焊接在50 Hz焊接频率下(c, d),A-TIG焊接(e, f),超音频脉冲TIG焊接在50 kHz焊接频率(g, h)Fig.5 Fracture morphology of the weld joints of Ti-22Al-25Nb alloy using different welding methods: pulse TIG welding at 8 Hz welding frequency(a, b); pulse TIG welding at 50 Hz welding frequency (c, d); A-TIG welding(e,f); ultrasonic pulse frequency TIG welding at 50 kHz welding frequency (g, h)
3.5 显微硬度
图6给出了不同焊接方法焊接Ti-22Al-25Nb合金所获得的焊接接头中显微硬度的分布。从图6可见,脉冲TIG焊接接头和A-TIG焊接接头中的显微硬度分布规律是一致的。从熔合区到热影响区显微硬度增加,且从热影响区到母材显微硬度继续增加。而超音频脉冲TIG焊接接头的显微硬度从熔合区到热影响区增加,从热影响区到母材逐渐减小。整体来看,超音频脉冲TIG焊接接头中各区域的显微硬度高于脉冲TIG焊接接头和A-TIG焊接接头中不同区域的显微硬度。这也是为什么超音频脉冲TIG焊接接头的抗拉强度最高的原因。
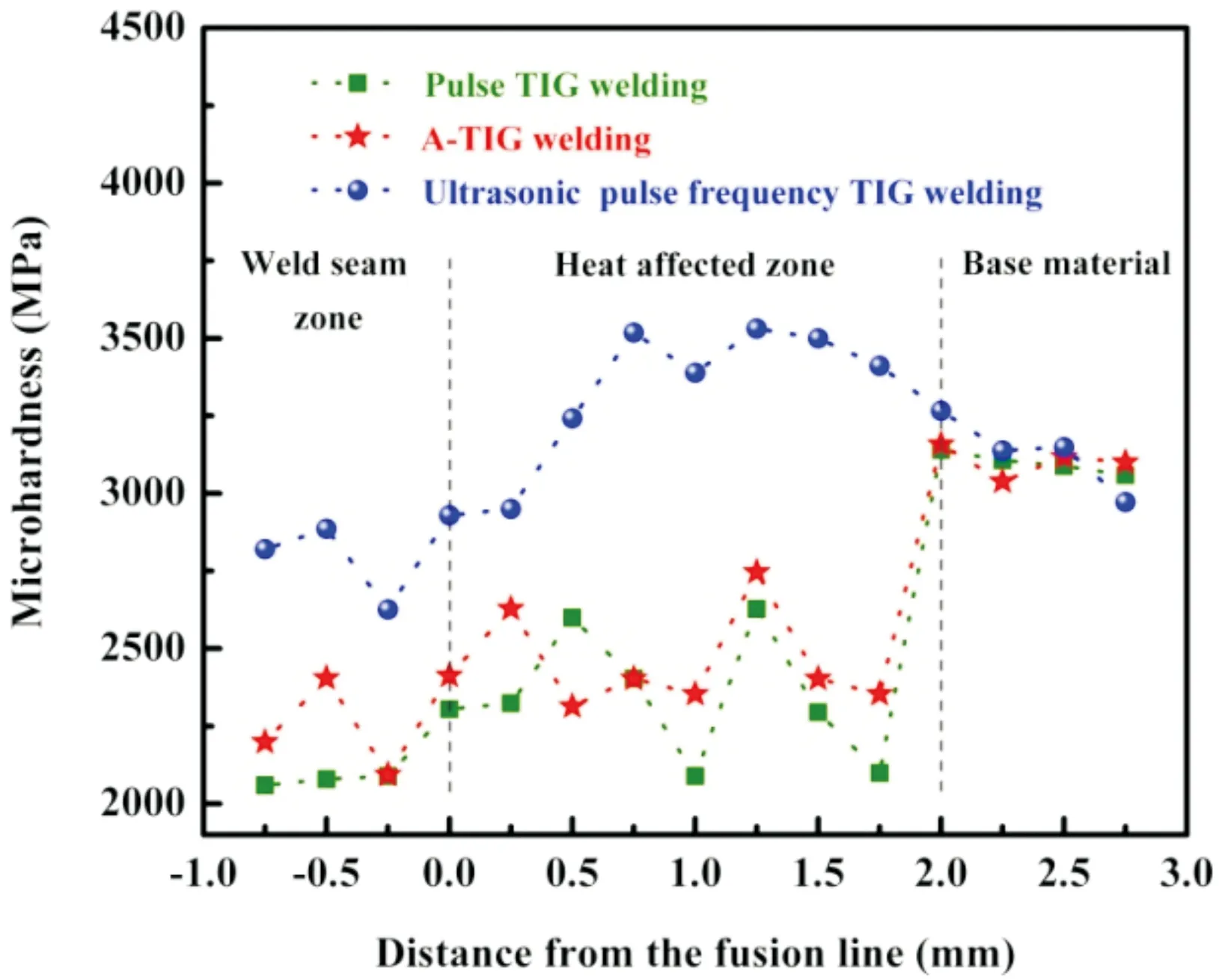
图6 不同焊接方法获得Ti-22Al-25Nb合金的对接接头中显微硬度的分布Fig.6 Microhardness distribution in the butt joints of of Ti-22Al-25Nb alloy using different welding methods
4 结 论
脉冲TIG焊接,A-TIG焊接和超音频脉冲TIG焊接3种不同焊接方法分别用于焊接Ti-22Al-25Nb合金。为了解哪种方法最适合Ti-22Al-25Nb合金的焊接,分别进行显微组织观察,拉伸性能测试和显微硬度测量。从本研究可以得出如下的结论:
(1)采用超音频脉冲TIG焊接方法焊接Ti-22Al-25Nb合金,可以获得无缺陷的焊接接头。
(2)Ti-22Al-25Nb合金超音频脉冲TIG焊接接头的抗拉强度高于脉冲TIG焊接接头和A-TIG焊接接头的抗拉强度。
(3)从整体来看,超音频脉冲TIG焊接接头中不同区域的显微硬度高于脉冲TIG焊接接头和A-TIG焊接接头中不同区域的显微硬度。
猜你喜欢
山东冶金(2022年1期)2023-01-14
鞍钢技术(2022年3期)2022-06-12
失效分析与预防(2021年3期)2021-08-08
表面技术(2019年6期)2019-06-27
家庭影院技术(2018年11期)2019-01-21
电子制作(2018年19期)2018-11-14
电子制作(2017年9期)2017-04-17
科技创新与应用(2016年5期)2016-10-21
中国新技术新产品(2016年6期)2016-05-14
人间(2015年8期)2016-01-09