不同晶粒的纯铜表面划痕实验研究
2019-04-08 05:42茅梦云彭林法来新民
上海交通大学学报 2019年3期
茅梦云, 彭林法, 来新民
(上海交通大学 机械系统与振动国家重点实验室;上海市复杂薄板结构数字化制造重点实验室, 上海 200240)
模具与材料接触界面的摩擦行为是金属成形过程中最重要的边界条件之一,对成形零件的质量有明显的影响.同时,由于摩擦过程复杂,对摩擦行为的准确描述也成为了金属成形领域的研究难点之一[1-2].从摩擦机制的角度来看,由于模具与材料表面都不是理想光滑的,且存在大量微小的形貌,所以在材料与模具的接触与滑移过程中同时存在黏着和犁沟两种摩擦阻力[3].黏着力主要来自于材料与模具在接触压应力下形成的“冷焊”结点;犁沟力则主要是滑移时模具形貌对材料表面产生的划伤力[4].Wilson[5]认为黏着和犁沟效应在整体摩擦力中的占比主要取决于材料与模具表面粗糙度的相对大小及“冷焊”结点的强弱.对于金属薄板的成形过程,材料与模具表面的粗糙度接近,且一般存在润滑作用[6],表面摩擦力中黏着力占比较小,因此犁沟效应对薄板成形过程中摩擦行为的影响更为明显.
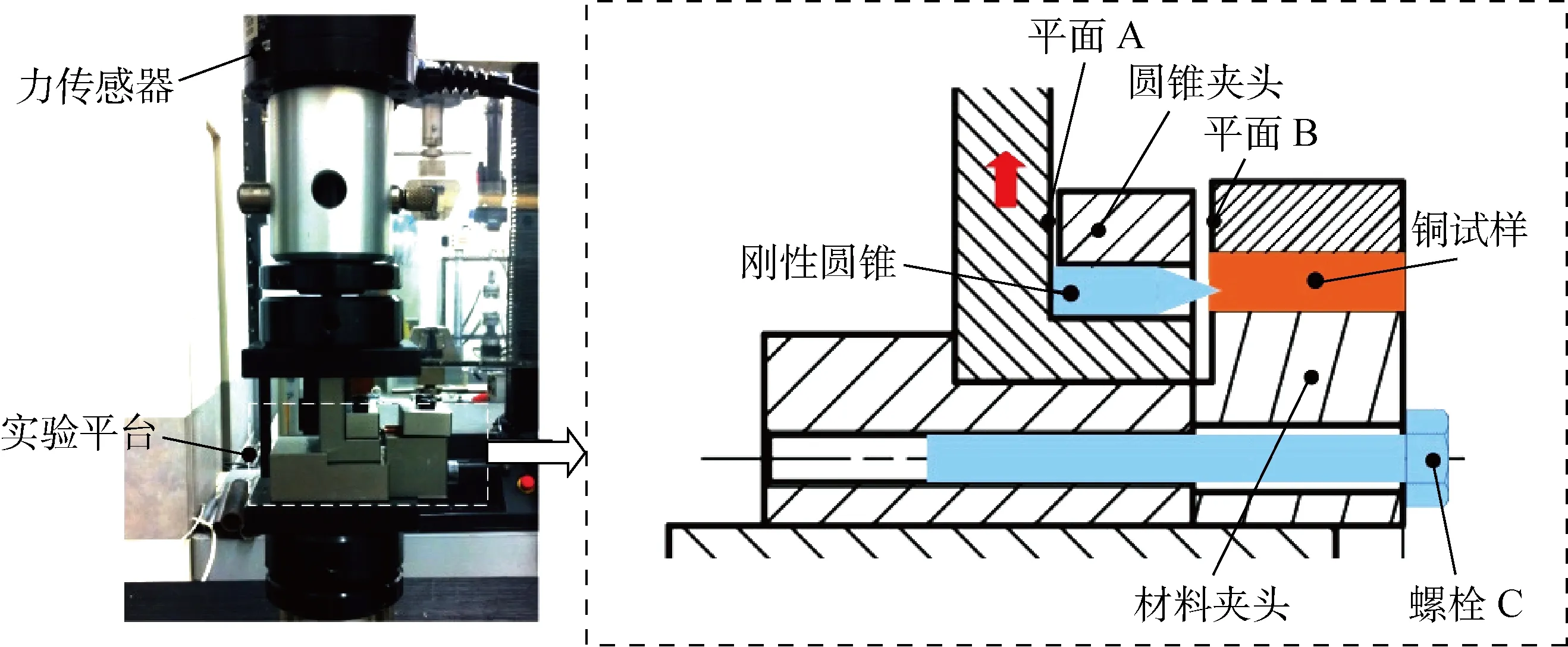
图1 圆锥划痕实验装置Fig.1 Scratching test facility
单个刚性形貌犁沟较软材料的表面划伤实验可用于研究摩擦的犁沟效应,且其实验结果能够反映出整体粗糙表面的犁沟特性[7].在表面划伤过程中,材料的损伤机制较为复杂,包含塑性变形、断裂失效以及材料剥离等过程.根据划伤过程中表面是否会产生断裂失效以及是否能形成连续切屑等特点,划伤可以分为摩擦、磨损和切削3种类型,且3种划伤类型中材料的损伤机制各不相同.摩擦型的表面划伤以材料的塑性变形为主;磨损型的表面划伤以材料的断裂为主;切削型的表面划伤以材料的剥离为主[8].不同的损伤模式将会产生不同的材料划伤应力,进而对犁沟摩擦力产生不同的影响.此外,Peng等[9]发现随着材料晶粒尺寸的增大,以犁沟效应为主要机制的摩擦系数也逐渐增大.但是在摩擦过程中模具各形貌之间的犁沟作用存在着相互影响,无法单独观察和研究晶粒尺寸对摩擦系数的影响,因此通过相关的实验来研究晶粒的尺度效应是非常必要的.
本文设计了不同角度的圆锥压头,对不同晶粒尺寸的材料进行表面划伤实验,并通过对比划痕表面的裂纹分布以及材料的划伤硬度和堆积高度揭示材料的损伤机制,研究晶粒尺寸对划伤过程中材料损伤的影响规律.
1 圆锥划伤实验
1.1 实验装置设计
在表面划痕实验中,需要将刚性压头垂直于材料表面并压入一定深度,再沿着平行于材料表面的方向移动,在材料表面形成永久划痕.通过记录滑移过程中的阻力、观察表面划痕的形状尺寸及材料的损伤状况,研究划伤过程中材料的变形及损伤.为了在同一条件下比较材料的性能,所有试样均在同一压入深度下进行划伤实验.
圆锥划痕实验装置如图1所示.为了达到法向压入深度相同及测量划伤力的目的,将实验装置设计为分离的两部分,并在万能材料试验机上完成实验.试样装夹过程主要分为刚性圆锥固定和铜试样装夹两个部分.刚性圆锥固定在圆锥夹头上,以圆形端面与夹头侧壁(图1中平面A)接触为定位基准,圆锥夹头与试验机传感器连接,可随试验机横梁自由上下移动.实验前,将圆锥压头固定好后,放置在实验平台上.铜试样固定在材料夹头上,以靠近圆锥的侧壁(图1中平面B)为定位基准面,并使基准面与铜试样的测试表面处于同一平面内,再拧紧装夹螺栓使铜试样与夹头紧固.由于铜试样夹头与实验平台分离,每次装夹完成后采用激光共聚焦显微镜扫描装夹表面,确保装夹误差在5 μm以内.装夹完成后,通过螺栓C将试样夹头与平台压紧.压紧后,圆锥压头压入材料至一定深度,此深度由平面A与B之间的距离及圆锥压头的长度共同决定.对于不同的铜试样,实验中不需要更换刚性圆锥.通过控制圆锥压头的加工精度及调整装配过程,可以确保每次压入深度误差小于5 μm.
1.2 试样的制备
试样采用不同晶粒尺寸的T2紫铜材料,以电解抛光的方式将测试表面抛光至镜面光滑等级(其粗糙度见表1).利用不同的热处理工艺制备细小、中等、粗大3种晶粒尺寸的试样,并通过金相实验观测材料的微观结构,结果如图2所示.
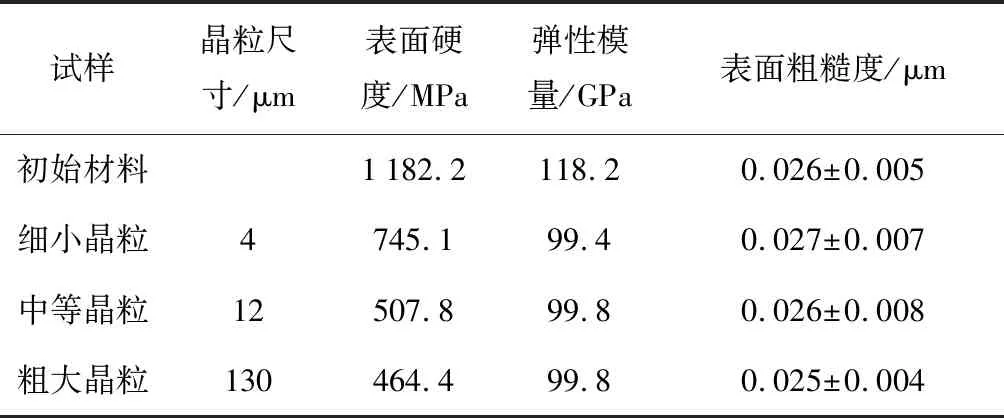
表1 试样的力学性能和表面参数Tab.1 Mechanical and surface properties of specimen
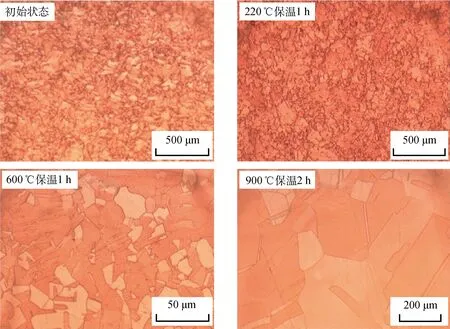
图2 不同晶粒尺寸材料的微观结构Fig.2 Microstructures of the copper samples
分别对不同晶粒尺寸的试样进行显微硬度和纳米压痕实验.试样的材料力学及表面参数如表1所示.其中,材料的晶粒尺寸依照ASTM标准采用截距法测量[10].由表中数据可以看出,材料的表面硬度随着晶粒尺寸的增大逐渐减小,这主要是由于材料内部晶界含量的减小所致[11].
1.3 实验参数与测量方法
为了探究不同晶粒尺寸在犁沟过程中产生的材料损伤行为及对犁沟阻力的影响,选取4种不同顶角角度(θ)的圆锥压头来模拟模具的表面形貌,并进行相关实验,参数如表2所示.为了减小接触界面黏着效应的影响,材料与圆锥压头表面都采用润滑油进行润滑,由试验机的传感器记录滑移时的阻力(F)与滑移位移(w).
实验测得的滑移阻力与压头位移的关系曲线如图3所示.由图可见,随着位移的增大,滑移阻力从0迅速增大,随后慢慢趋近于一个稳定值Fm,因此可以将整个滑移过程区分为阻力上升段和阻力稳定段.起始时的滑移阻力上升主要是由于材料变形而导致的其在前端面的堆积及自身的硬化.随着滑移量的增大,堆积和硬化不断累积,致使滑移阻力不断增大.当滑移达到一定量后,压头前端面的材料逐渐进入动态平衡状态,其相应的犁沟力也趋于稳定.
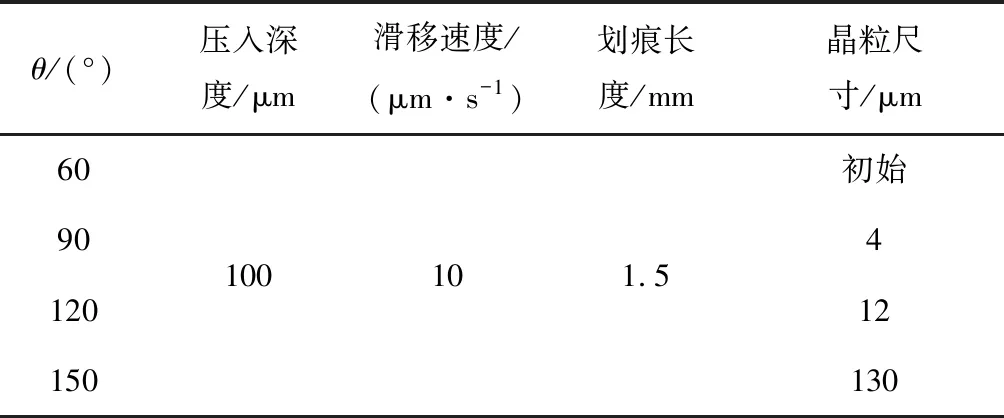
表2 圆锥划伤实验参数设计Tab.2 Process parameters of scratching tests
采用Keyency激光轮廓扫描仪对所有实验后的划痕进行扫描,最终获得的划痕三维结构图如图4所示.其中:Ap为投影面积;hpi为实验测量的划痕前端最高点到表面的距离;h为隆起高度;x为水平距离.由扫描结果可以看出,材料在压头运动方向前端面及划痕两侧大量堆积,前端隆起的高度甚至超过压头的压入深度.本文采用对称截面上的隆起高度表征材料的隆起高度.
为了更准确地体现材料在划伤过程中的硬化情况,一般采用划伤硬度HT来表征材料抵抗压头移动的阻力,其表达式为[12]
(1)
由此,通过实验中获得的测量值即可确定材料的划伤硬度.
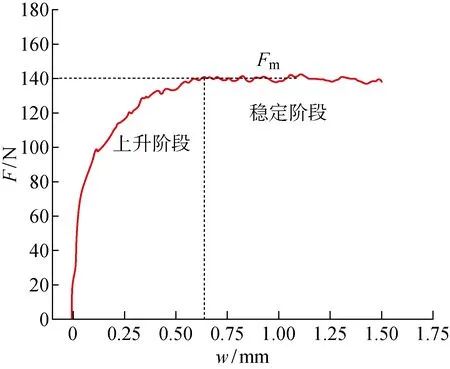
图3 滑移阻力和位移的关系曲线Fig.3 Scratch force as a function of scratch displacement
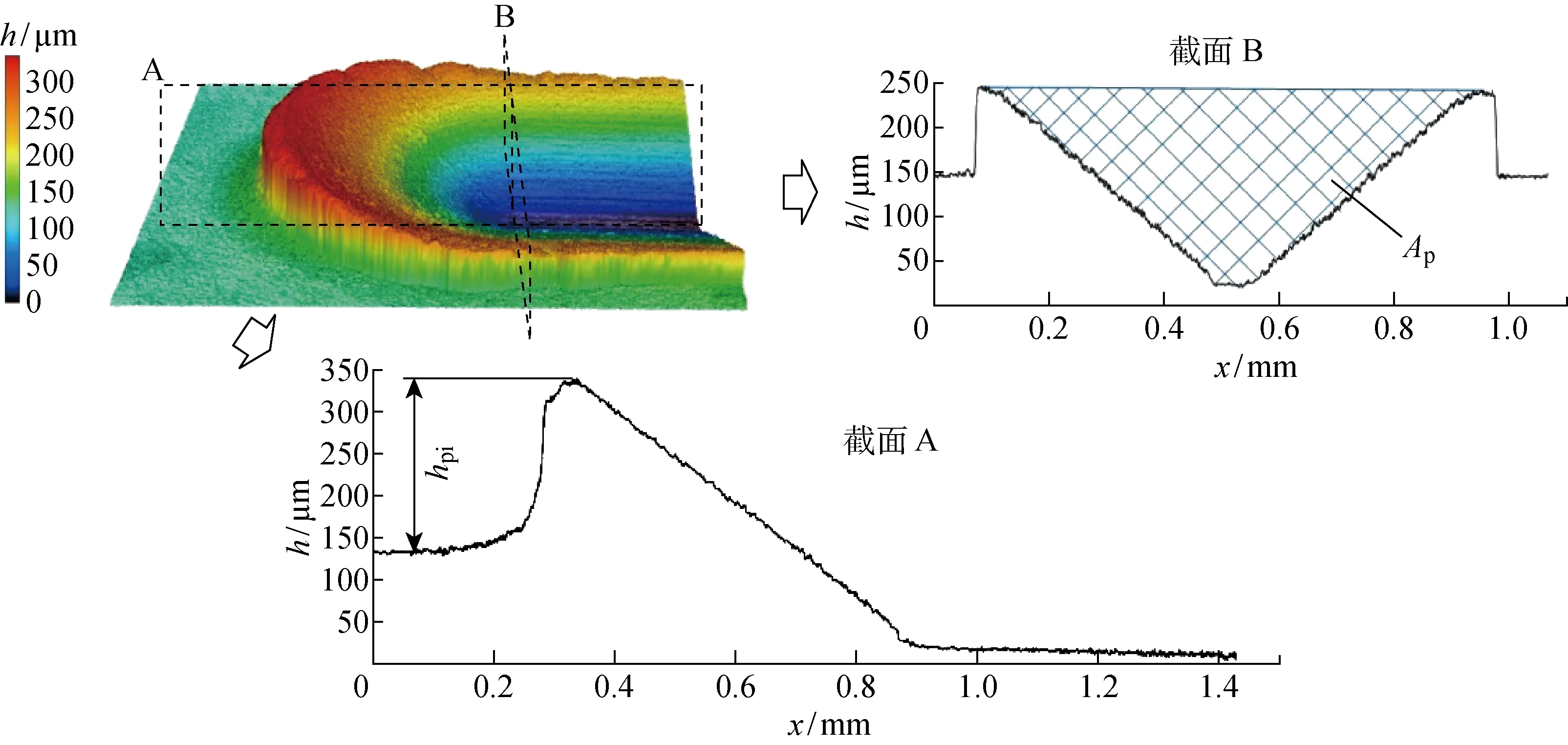
图4 划痕的三维形貌以及隆起高度和投影面积的测量方法Fig.4 3D profile of scratching trajectory and the measurements of pileup height and projected contact area in the vertical plane
2 实验结果与讨论
2.1 材料破坏的机制
在不同圆锥角度条件下得到的划痕微观形貌扫描电镜(SEM)图像如图5所示.由图5(a)可见,划痕前端形成了连续的切屑,且划痕外轮廓不规则,有明显断裂失效的痕迹,此时材料的损伤模式为切削模式.
由图5(b)可见,划痕前端不再形成连续切屑,而是在划痕前端对称面附近形成大量裂纹(图5(b)上图),且裂纹形状不规则,从顶端向底部延伸,裂纹长度约占划痕总体长度的1/3.根据材料的流向可以推断出顶端裂纹是由对称面两侧材料分别向圆锥两侧流动产生的拉伸应变引起的.此外,在划痕底部出现了波纹状形貌,呈自下而上层层覆盖状,同时伴有大量的材料剥离现象(图5(b)下图),这是由材料沿圆锥表面向下滑移而导致的.当圆锥沿平行于材料表面的方向移动时,圆锥自身的角度使其对前端材料有向下的分作用力,从而导致材料有相对于圆锥表面向下运动的趋势.然而,材料与圆锥接触表面的黏着力阻碍了这种相对运动,使位于接触表面的材料由于圆锥的带动而覆盖了一层上部的材料,最终形成了波纹状自下而上层层覆盖的形貌.材料剥离的主要原因是划痕底部的压应力较大,导致材料内部出现裂纹,伴随着材料的整体向下流动及表面黏附作用,因此表层材料从基体被剪断剥离.
由图5(c)可见,划痕外轮廓出现了缺口(图5(c)中图).缺口主要形成于划痕前端的顶部区域(图5(c)下图),随着圆锥的运动,缺口被逐渐拉大.划痕表面存在与θ=90° 的实验相似的波纹状形貌特征,但没有明显的裂纹.位于划痕底部的波纹状形貌为连续层状(图5(c)上图),随着高度的增大,出现断续现象.这表明在θ=120° 的情况下,材料向两侧流动的趋势相对θ=90° 的情况有所减弱,材料的失效形式同样为断裂与塑性变形,但断裂失效范围较小.
由图5(d)可见,划痕轮廓连续且稳定,无裂纹产生,材料以塑性变形为主.划痕表面分布有层状波纹形貌,表明材料主要向圆锥底部流动从而产生了变形.
θ=90° 时不同晶粒尺寸材料的裂纹扩展情况如图6所示.由图可以看出,此时,3种材料均出现了裂纹.其中:细晶和中晶材料的裂纹较为明显,类似折线形状,尺寸与晶粒大小相近;粗晶材料的裂纹不明显,且形状模糊.由于压头尺寸固定,对于细晶和中晶材料而言,压头施加的应力相当于同时作用在数目众多的晶粒上,故裂纹较易于位错及在缺陷较多的晶界处产生并沿着晶界扩展,从而形成了折线状的裂纹;而对于粗晶材料而言,晶粒尺寸与压头尺寸接近,压头所施加的应力主要作用在几个晶粒上,由于晶界所占比例较少,裂纹较易于在晶粒内部形成并扩展,从而形成了形状较模糊的裂纹.相似的现象也出现在脆性摩擦磨损实验研究中[13-14],其结论为:由于晶粒尺寸的减小,沿晶断裂占比增多,从而导致摩擦阻力的减小[15].由此可知,在划伤过程中,裂纹较易在晶界处产生并扩展,而晶粒尺寸的增大降低了材料内晶界的占比,从而能够抑制断裂的发生.
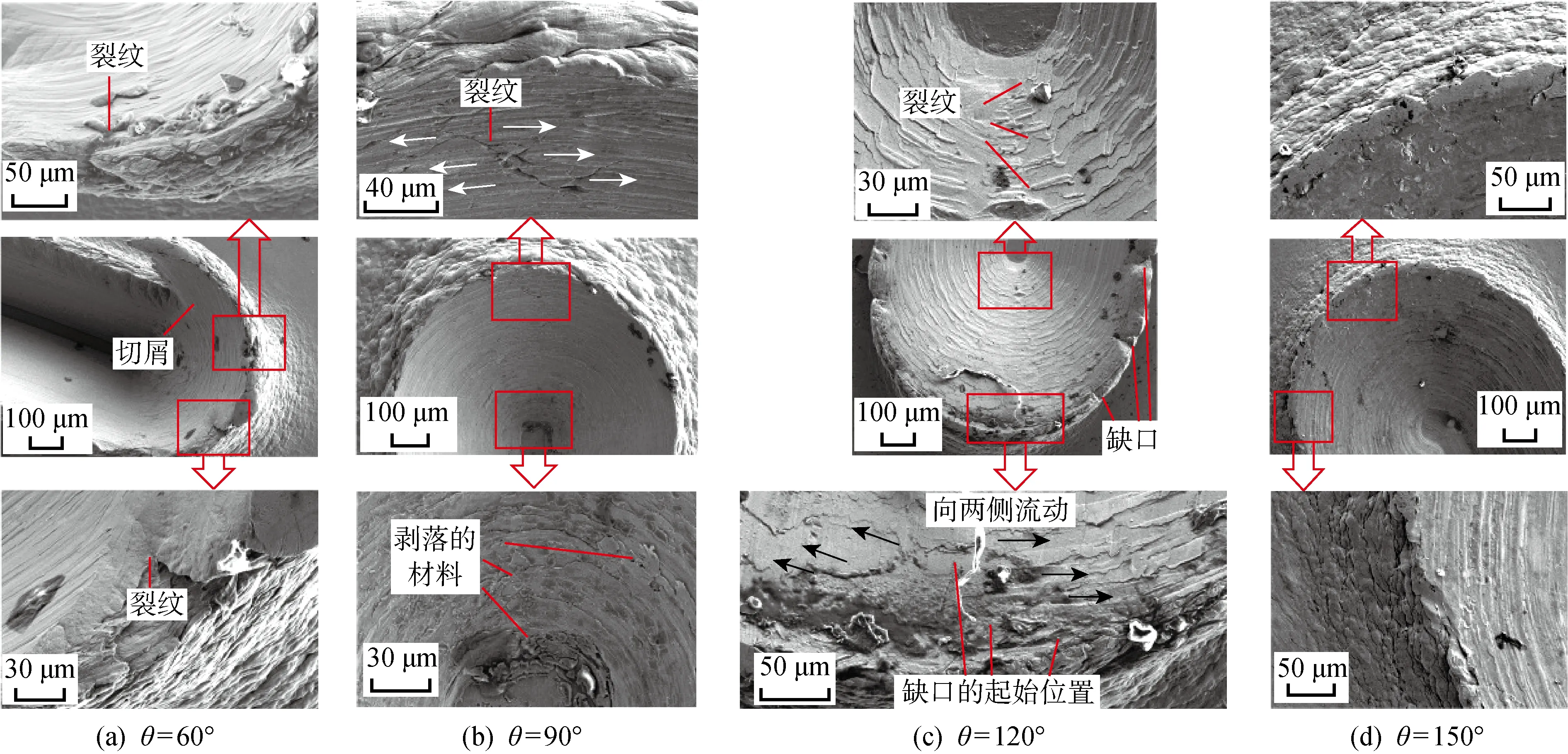
图5 划痕微观形貌SEM图像Fig.5 SEM image of microstructures in scratching trajectory
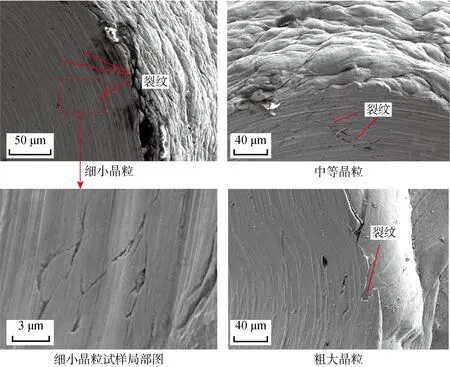
图6 犁沟过程中3种晶粒尺寸材料的裂纹形貌(θ=90°)Fig.6 Crack profiles of different grain sized specimens in scratching process (θ=90°)
2.2 划伤硬度与隆起高度分析
实验中不同圆锥角度情况下,不同晶粒尺寸材料的划伤硬度HT(由式(1)计算得出)如图7所示,其中,σ为划伤应力.随着θ的增大,HT有逐渐增大的趋势.圆锥角度越小,材料越容易产生裂纹,断裂失效所占的比例也越大.这是由于裂纹尖端产生的应力集中,使裂纹扩展所需的载荷远小于材料变形所需的载荷.在划伤过程中,已经存在裂纹的材料将以耗能更小的裂纹扩展为主,自身变形较小且硬化少,因此抵抗压头运动的阻力也小.当θ=150° 时,材料完全以塑性变形的方式抵抗压头滑动,因此划伤阻力明显大于其他几种情况.当θ=60° 时,部分材料的划伤硬度略高于θ=90° 及θ=120° 时的实验数据,且测量值的偏差较大.产生这种现象的原因是材料在被60°圆锥划伤的过程中产生了连续切屑.切屑在压头前端堆积,起到了抵抗压头运动的作用.
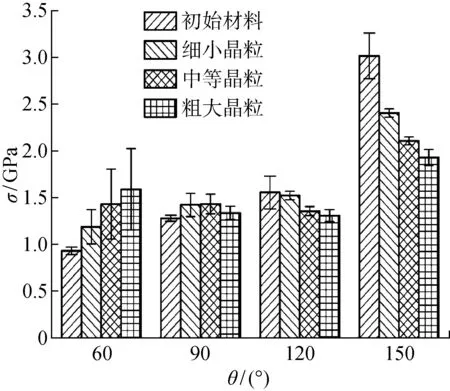
图7 不同圆锥角度下晶粒尺寸对材料划伤硬度的影响Fig.7 Grain size effects on the scratching hardness of specimens scratched by different angled cones
另一方面,在不同圆锥角度条件下,晶粒尺寸对材料划伤硬度的影响也不同.当θ=60° 时,HT随着晶粒尺寸的增大而增大;当θ=120°,150° 时,HT随着晶粒尺寸的增大而减小;当θ=90° 时,试样从细晶变为粗晶,则其HT先增大后减小.
晶粒尺寸对划痕前端面隆起高度的影响如图8所示.由于隆起高度与初始压入深度有关,本文采用初始压入深度对实验测量值进行标准化,即
(2)
式中:hin为初始压入深度.当θ=60° 时,材料表面将产生连续切屑,无法形成稳定的材料隆起,故在这里不作讨论.由图8可以看出,当θ=90°,120°,150° 时,表面划痕前端面的隆起高度从细晶到粗晶逐渐减小.对于相同的晶粒尺寸,隆起高度随着圆锥角度的增大而减小.划痕的隆起高度反映了材料在达到稳定状态时的变形程度,隆起高度越高,材料的变形量越大,应变也就越大.
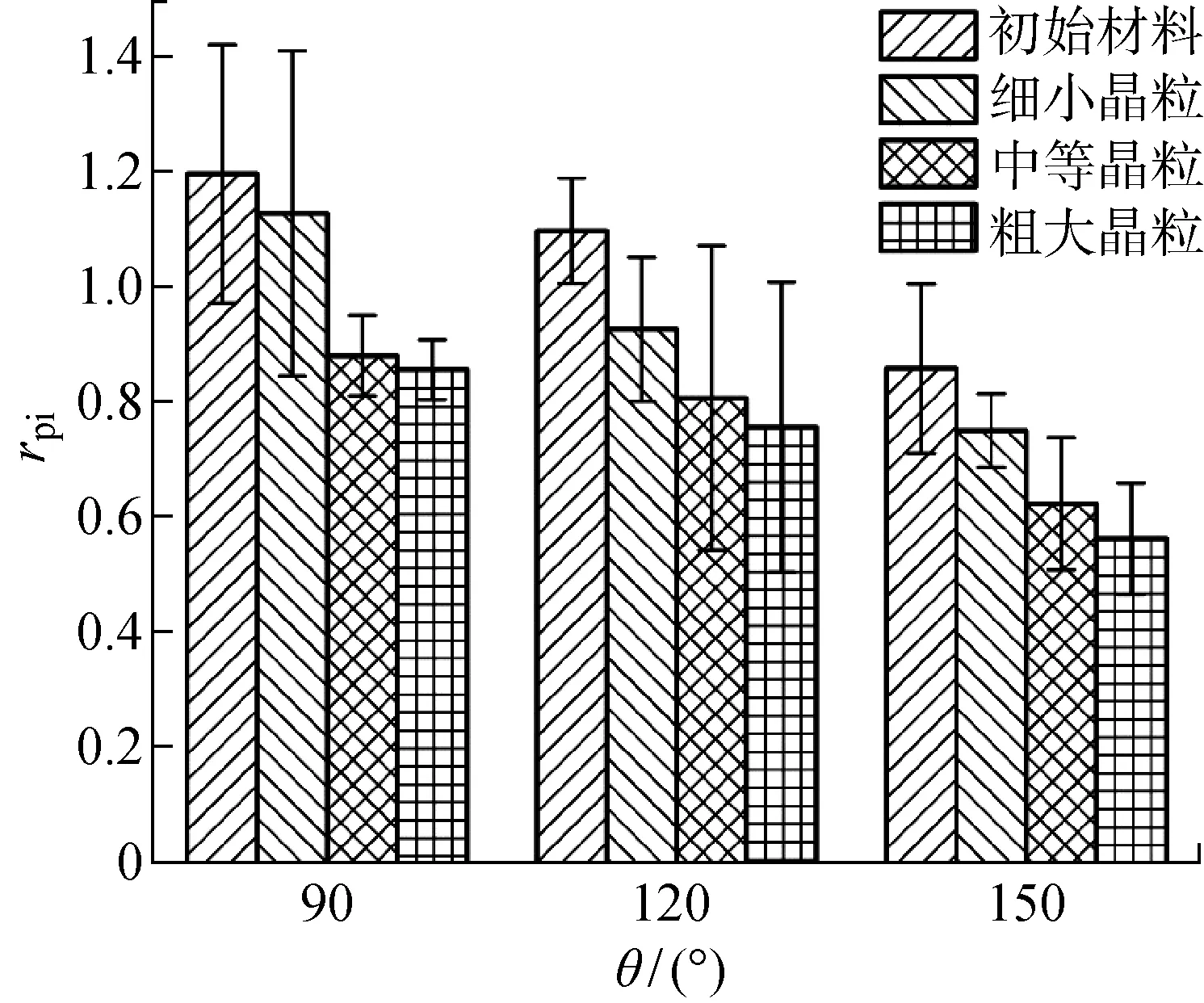
图8 不同圆锥角度下晶粒尺寸对划痕前端材料隆起高度的影响Fig.8 Grain size effects on the pileup ratio of specimens scratched by different angled cones
3 结论
(1) 圆锥角度影响材料的流动方式及裂纹位置.当θ=60° 时,裂纹在划痕底部产生并扩展,材料向上流动形成连续切屑;当θ=90°,120° 时,裂纹在划痕中部或上部产生并扩展,裂纹以上的材料向圆锥两侧流动,裂纹以下的材料向圆锥底部流动;当θ=150° 时,划痕内部不产生裂纹,材料向圆锥底部塑性流动.
(2) 晶粒尺寸的增大一方面能够降低材料的整体应变,从而降低前端隆起高度;另一方面能够降低晶界的占比,从而抑制划伤过程中材料内裂纹的产生.
(3) 材料的划伤硬度随圆锥角度的增大而增大;当θ=120°,150° 时,材料以塑性变形为主,划伤硬度主要受材料硬化的影响,随晶粒尺寸的增大而减小;当θ=90° 时,划伤硬度受材料硬化和断裂的共同作用,从细晶到粗晶先增大后减小.
猜你喜欢
武汉理工大学学报(交通科学与工程版)(2022年6期)2023-01-18
西北工业大学学报(2022年6期)2023-01-11
宝钢技术(2022年4期)2022-12-23
中学生数理化(高中版.高考理化)(2022年5期)2022-06-01
中等数学(2021年6期)2021-08-14
皮肤病与性病(2021年3期)2021-07-30
小学生学习指导(高年级)(2021年6期)2021-06-19
哈尔滨轴承(2021年4期)2021-03-08
自动化仪表(2020年9期)2020-11-12
东北大学学报(自然科学版)(2020年5期)2020-05-22