
汽车覆盖件冲压模具热处理研究
2019-03-06 12:42:20赵子海曹长才谭植文谭文娟
模具制造 2019年12期
赵子海,曹长才,谭植文,谭文娟,王 健
浙江吉利汽车实业有限公司(浙江宁波 315336)
1 引言
大型覆盖件模具、中型结构件模具,在冲压自动线高节拍生产时,对做功部分凸模、凹模、压边圈等零件进行合理的热处理,会提高模具做功部分零件的硬度、韧性、耐磨性,从而提高模具使用寿命,保证冲压稳定批量生产。
本文主要针对冲压大型覆盖件模具,中型结构件模具的凸模、凹模、压边圈等零件在模具加工制造过程中热处理方式和要求进行研究。
2 模具做功部分零件的热处理方式定义、分类
2.1 整体淬火
通过专用工具对钢块进行加热、保温、冷却来改变钢块晶相组织的一种热处理工艺。
优点:淬火硬度高,属于整体淬火。
缺点:淬火变形大,容易出现淬火裂纹;淬火后不易补焊,维修困难。
2.2 火焰淬火(FH)
用乙炔一氧火焰(最高温度3,100℃)将工件表面快速加热,随后喷液(水或有机冷却液)冷却的表面淬火方法;淬透层2~6mm。
优点:设备简单、成本低,操作简便。
缺点:表面容易烧化、过热、淬裂,很难达到均匀的淬火层与高的表面硬度;淬火变形大。
2.3 感应淬火(IH)
利用高、中频电磁感应在工件内产生涡流,而将工件表面进行加热,然后快速冷却的表面淬火方式;淬透层2~4mm。
优点:感应淬火硬度比火焰淬火高(2~3HRC),工件加热时间短,表面氧化脱碳量少;淬火比较均匀。
缺点:需根据不同的零件尺寸形状,设计不同的感应线圈。
2.4 激光淬火(LH)
利用聚焦后的激光束快速加热钢铁块的材料表面,使其发生相变,形成马氏体淬硬层的过程;激光淬火的功率密度高,冷却速度快,不需要水或油等冷却介质,是清洁、快速的表面淬火方式;淬透层0.3~1.2mm。
优点:激光淬火淬硬层均匀,淬火硬度比感应淬火高(1~3HRC),工件变形小,加热层深度与加热轨迹容易控制。
缺点:激光淬火设备比较昂贵,淬透层比较浅。
3 拉伸模热处理要求
3.1 拉伸模工作部分常用材质分类
(1)GGG70L/MoCr铸铁用于薄板料的普板拉伸。
(2)Cr12MoV/XW-42/SLD/KD11MAX,用于高强度板拉伸及厚板料拉伸,凹模、压边圈压料面处镶锻件。
3.2 拉伸模工作部分热处理要求
3.2.1 拉伸模工作部分采用GGG70L/MoCr铸铁材质时的热处理要求
(1)凸、凹模、压边圈工作区域,热处理方式选择感应淬火或者激光淬火方式,不选火焰淬火方式;外板模具的工作区域必须先淬火后再进行精加工(精加工留量max0.3mm),以保证零件质量要求;内板结构件模具,采用激光淬火时,可以先精加工再进行激光淬火。
(2)凸、凹模、压边圈,对于R≤15mm的所有外凸R角区域,必须进行热处理。
(3)凸、凹模、压边圈,对于R>15mm的所有外凸R角区域,如果现场调试时,走料较多(CAE分析走料超过20mm),磨损严重处,需做热处理。
(4)拉伸CAE分析易起皱区域,需做热处理。
(5)压边圈拉伸筋内侧管理面区域,需做热处理。
(6)淬透层,激光淬火≥1mm;感应淬火≥2mm。
(7)淬火硬度:50~55HRC。
(8)圆角处淬火要求,如图1所示,热处理必须超出圆角切点最小5mm。

图1 拉伸模圆角处表面淬火范围
3.2.2 拉伸模工作部分采用Cr12MoV/XW-42/SLD/KD11MAX材质时的热处理要求
(1)热处理采用整体淬火方式。
(2)淬火硬度:55~60HRC。
4 修边冲孔模具热处理要求
4.1 修边冲孔模工作部分常用材质分为三种
(1)铸造ICD-5,用于薄板料的普板修边冲孔镶块。
(2)HMD5,用于普板或者薄板料的普通高强度钢板的修边冲孔镶块。
(3)Cr12MoV/XW-42/SLD/KD11MAX,用于高强度板拉伸及厚板料修边冲孔镶块。
4.2 修边冲孔模工作部分热处理要求
4.2.1 修边冲孔模工作部分采用铸造ICD-5、HMD5材质时的热处理要求
(1)热处理方式选感应淬火,局部无法感应淬火的区域,可以采用火焰淬火,采用感应淬火或者火焰淬火时,需淬火后再进行精加工。
(2)淬火硬度:55~58HRC。
(3)刃口部位的侧壁与顶部,必须进行热处理。
(4)淬透层最小2mm。
(5)刃口部位淬火区域,如图2、图3所示。
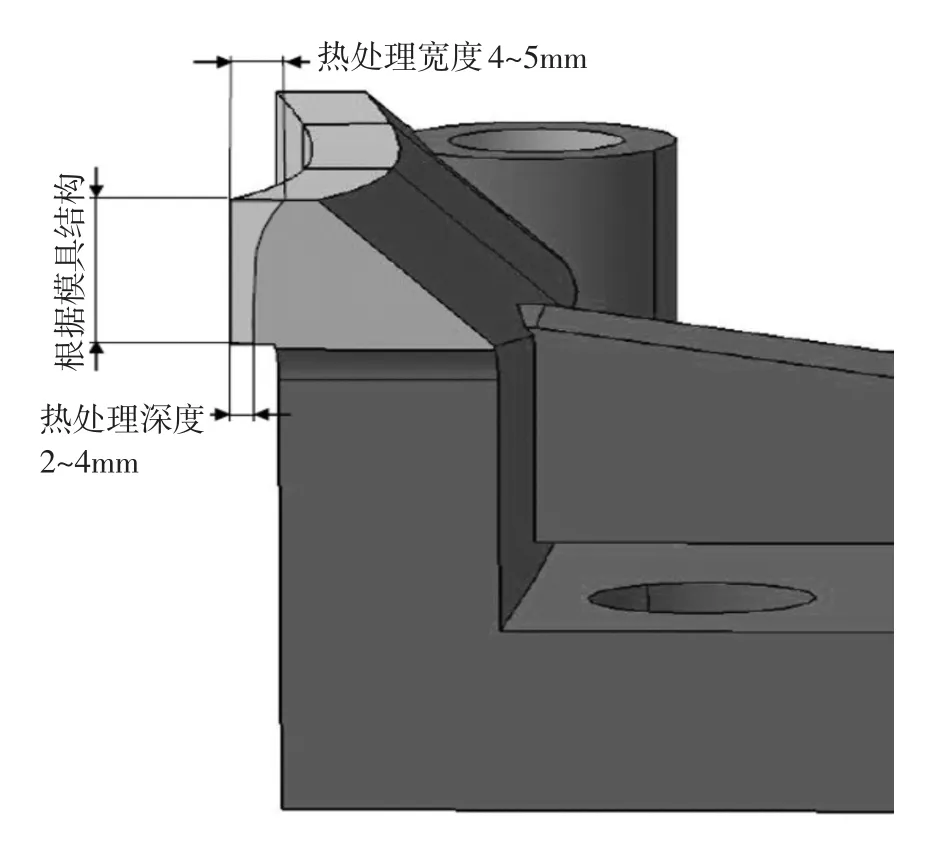
图2 上模修边刀块和废料刀的表面淬火范围

图3 下模修边刀块的表面淬火范围
4.2.2 修边冲孔模工作部分采用Cr12MoV/XW-42/SLD/KD11MAX材质时的热处理要求
(1)热处理采用整体淬火方式。
(2)淬火硬度:58~62HRC。
5 翻边整形模具热处理要求
5.1 翻边整形模工作部分常用材质
(1)GGG70L/MoCr铸铁,用于普板或者薄板料的普通高强度钢板的翻边整形凸、凹模。
(2)铸造ICD-5/HMD5,用于普板或者薄板料的普通高强度钢板的翻边整形凸、凹模。
(3)Cr12MoV/XW-42/SLD/KD11MAX,用于高强度板拉伸及厚板料翻边整形凸、凹模镶块。
5.2 翻边整形模工作部分热处理要求
5.2.1 翻边整形模工作部分采用GGG70L/MoCr铸铁,铸造ICD-5、HMD5材质时的热处理要求
(1)热处理方式选感应淬火或者激光淬火,不选火焰淬火。工件采用激光淬火时,可以精加工后再淬火,但需保证拉伸零件精度及外观质量要求,工件型面采用感应淬火时,需在感应淬火后再进行精加工。
(2)淬火硬度:铸造 ICD-5/HMD5,55~58HRC;GGG70L/MoCr铸铁,50~55HRC。
(3)淬透层,激光淬火≥1mm,感应淬火≥2mm。
(4)翻边模工作部位淬火区域,如图4所示。
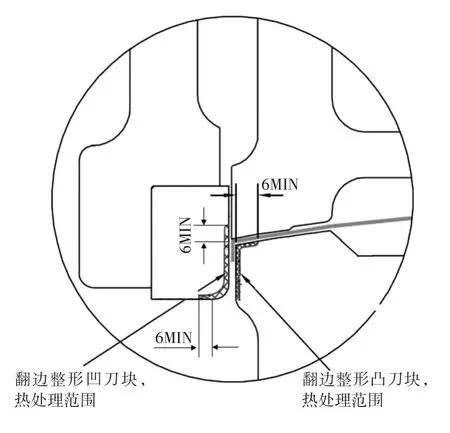
图4 翻边刀块的表面淬火范围
(5)整形模工作部位零件及需淬火区域,见图5所示,内容如下:
a.整形整形凸、凹模,R≤15mm的外凸R角区域,必须进行热处理。
b.整形整形凸、凹模,R>15mm的外凸R角区域,如果现场调试时,走料较多,需做热处理。
c.圆角处淬火要求,热处理必须超出圆角切点最小5mm,参照拉伸模圆角部位淬火要求。
5.2.2 翻边整形模工作部分采用Cr12MoV/XW-42/SLD/KD11MAX材质时的热处理要求
(1)热处理采用整体淬火方式。
(2)淬火硬度:55~60HRC。
6 模具工作部分表面处理或镀层要求
对高强度板零件、大型覆盖件零件的拉伸成形模,除了要求做功区域硬度外,还需进行表面处理或者镀层来进一步提高做功区域的光洁度耐磨性。
(1)表面复合PVD处理,用于拉伸模或翻整类模具成形部分的Cr12MoV/XW-42/SLD/KD11MAX材质镶块。需要做PVD处理的镶块增加高温回火的要求,高温回火的时间和工艺曲线符合国家标准,温度500℃~650℃,次数3次。
(2)DLC处理,用于铝板零件的修边冲孔镶块和翻整类镶块。
(3)镀铬处理,用于拉伸模或翻整类模具成形部分的MoCr铸铁/GGG70L/铸造ICD-5/HMD-5材质部件。
7 结语
主要通过对冲压模具热处理方式和要求的解析,对冲压模具做功部分零件热处理区域做出规范,对进行冲压模具做功区域的热处理具有实际指导作用。

图5 整形模工作部位零件
猜你喜欢
建材发展导向(2022年18期)2022-09-22 07:13:10
模具制造(2022年2期)2022-03-25 11:41:26
辽宁师专学报(自然科学版)(2021年1期)2021-07-21 03:17:06
橡胶科技(2021年7期)2021-07-20 01:23:06
模具制造(2021年3期)2021-05-03 13:37:22
中国设备工程(2021年1期)2021-02-01 04:41:18
制造技术与机床(2018年11期)2018-11-23 01:07:36
科技创新导报(2017年34期)2018-06-05 10:17:28
环球市场(2017年21期)2017-09-10 07:22:44
山东工业技术(2016年15期)2016-12-01 05:30:44
