八连杆伺服压力机传动机构设计与分析
2019-01-19 01:18李鹏孔德宇吴琼
五邑大学学报(自然科学版) 2018年4期
李鹏,孔德宇,吴琼
(1.五邑大学 轨道交通学院,广东 江门 529020;2.一重集团天津重工有限公司,天津 300301;3.中国铁路广州局集团有限公司,广东 广州 510100)
伺服压力机是上世纪90年代发展起来的一种新型冲压设备,具有复合高效、高精度、高柔性和低噪环保等特点,是冲压设备的发展方向. 伺服压力机采用伺服电机作为驱动源,其加工工艺轨迹柔性可控,弥补了传统压力机冲压模式固定和冲压工艺适应性差等缺点,能够显著提高复杂形状零件、深拉深零件以及高强度钢板冲压加工的成形质量和生产效率,在模具制造厂和汽车制造厂有广泛的应用前景[1-3]. 如汽车制造厂对冲压生产效率(采用伺服压力机可以提高生产效率)、生产成本(伺服压力机低速拉深可以有效避免破裂缺陷,从而达到降低板材规格的目的)、节能减排(伺服压力机采用能量管理模式,可以降低能耗)、高强度钢板应用普及(采用伺服压力机可以降低回弹,提高成形质量)等方面的追求进一步提高,伺服压力机将是汽车制造厂首选的冲压生产设备.
目前,德国、日本等汽车制造大国相继推出公称压力25 000 kN、30 000 kN的伺服压力机,其传动机构也有曲柄滑块、双曲柄、六连杆等,主要应用于宝马、丰田等公司生产线上. 国内只有一流主机厂全套引进国外伺服冲压生产线,其他主机厂都是引进一台作为试模压力机使用或冲压线首台采用伺服压力机. 国内具备大型伺服压力机制造能力的厂家目前有中国一重和济南二机床,济南二机床为奇瑞汽车开发的伺服试模压力机于2012年11月19日调试成功,其公称压力为16 000 kN,公称压力行程为13 mm,滑块行程为1 000 mm,其能力较中国一重开发的25 000 kN伺服压力机(公称压力行程为13 mm,滑块行程为1 200 mm)还有一定的差距.
随着各汽车厂对伺服压力机技术的了解越来越深刻,对伺服压力机提出的技术条件也很高,其中绝大多数厂家要求传动机构为曲柄滑块机构或六连杆和八连杆机构. 本文主要对研发的八连杆伺服压力传动方案进行分析.
1 八连杆传动原理
八连杆是现代拉延压力机较为先进的传动机构,采用八连杆作为压力机主传动机构[4-7],滑块工作行程较大且速度平稳,可满足覆盖件拉深成形时需要滑块速度低且等速的工艺要求;较曲柄压力机,可使滑块在较大曲柄转角范围内承受70%~80%的额定压力;具有较大的增力比;结构紧凑,可以减小上梁高度. 图1为八连杆传动原理图,该机构为双曲柄机构,OB杆为主曲柄,逆时针旋转带动刚性杆CAF偏摆从而将电机的旋转运动转化为G点(滑块)的上下直线运动.

图1 八连杆传动原理图
2 八连杆设计目标
表1所示为本文研发的伺服压力机技术参数,其中公称压力、公称压力行程、滑块行程次数、滑块行程、生产率是影响传动方案设计的关键因素[8-9]. 图2为伺服电机特性曲线,参数中额定扭矩、最大扭矩、额定转速、最大转速、堵转扭矩是影响杆系设计的关键因素. 可以看出,伺服电机提供额定扭矩时,必须保证转速在600 rpm以下;伺服电机处于最大负载状态时,必须保证转速在400 rpm以下. 当转速降低时,会增加拉深工作时间,降低拉深速度,提高产品质量;相应的连续行程次数会下降,为了满足生产效率,结合电机散热情况、机械手送取料时间等因素,必须对系统传动比、滑块空行程下行时间段、拉深工作时间段、滑块返回上死点时间段及上死点停止时间段进行合理的分配和优化.

表1 25 000 kN伺服压力机技术参数

图2 交流伺服电机特性曲线
受当前交流伺服电机技术参数限制,杆系设计需满足以下要求:
1)为达到冲压联线时大覆盖件生产效率10件/min、小覆盖件14件/min的厂家要求,在满足滑块连续行程次数达到18 spm条件下,折算到电机轴上的扭矩应低于伺服电机能够提供的最大扭矩;
2)根据P=MW=FV公式,滑块在拉深阶段(一般取距离下死点250~300 mm为宜),设计出的杆系自然速度(即伺服电机按额定转速匀速运转情况下滑块在拉深区的速度)应该较低,才能保证滑块在拉深阶段提供较大的负荷力,为拉延阶段提供充足的成形力.
3)核算电机加减速阶段所需的电机轴转动惯量及电机最高转速是否超出电机范围;
4)核算电机负载时间段,保证电机不能长时间负载,需落实电机负载时间比例.
3 八连杆杆系设计参数
伺服电机传递给主轴扭矩计算表达式为

式中T为主轴扭矩,N·m;M为伺服电机负载扭矩,N·m;SM为使用的伺服电机台数,台;i总为主传动系统总传动比.
本文八连杆主传动系统的总传动比i总=i1*i2= 7 .5*5 = 37.5;采用的伺服电机台数SM=4;伺服电机最大负载扭矩Mmax= 1 1400 N· m;根据图3,伺服电机常用负载扭矩为Mcom= 6 800 N· m . 根据式(1),得

式中Tcom为伺服压力机主轴常用扭矩.

式中Tmax为伺服压力机主轴最大负载扭矩.
通过分析和优化,设计的八杆杆系参数为a= 1 550,b=- 3 00,LOB= 2 35,LOD= 2 85,L2= 1 395,L4=1395,L5= 8 05,LCF= 1 816,L6= 1 235,L7= 1 660,L8= 1 220.
1)当公称压力为25 000 kN,公称压力行程为7 mm时,主轴所需扭矩T计算= 1 865000 N· m,即T计算>Tmax,
2)当公称压力为25000 kN,公称压力行程为5.5 mm时,主轴所需扭矩为T计算= 1 674 000 N· m,即T计算<Tmax,
3)当公称压力为25000 kN,公称压力行程为5.7 mm时,主轴所需扭矩为Tmax= 1 710 000 N· m,即T计算=Tmax.
由于杆系结构已经没有优化的空间,在保证滑块能够提供满足典型覆盖件侧围板成形力的前提下,可以将公称压力行程从7 mm降低到5.5 mm. 图3分别为公称压力为25 000 kN、公称压力行程分别为7 mm、5.7 mm、5.5 mm时的滑块负荷曲线,分析图3可知,公称压力行程为5.5 mm和5.7 mm时滑块输出力差距不大,在拉深行程300~25 mm范围内,滑块输出力最大差25 t,最小为9 t. 图4为公称压力行程分别为5.7 mm、7 mm滑块负荷差随位移变化曲线,从图中可以看出,在拉深行程300~25 mm范围内,滑块输出力最大差124 t,最小为48 t,在25~5.7 mm范围内,滑块输出力最大差为213 t,但是在25 mm处,滑块输出力分别为1312 t,1462 t,此时滑块提供的输出力足以满足拉深零件所需的成形力,此时力差距意义不大.

图3 公称压力行程分别为7 mm、5.7 mm、5.5 mm滑块负荷曲线

图4 公称压力行程分别为7 mm、5.7 mm滑块负荷差随位移变化曲线
以距离下死点250 mm处作为覆盖件拉深成形开始点,到下死点为拉深成形结束点,生产大型覆盖件时滑块连续行程次数按16 spm计算,生产小型覆盖件时滑块连续行程次数按18 rpm计算,滑块空负载下行、拉深工作区、滑块返回所对应的曲柄旋转角度及消耗时间如图5所示,从图中可以看出滑块空负载下行阶段对应曲柄旋转角度为70°、拉深工作区对应曲柄旋转角度为90°、滑块返回对应曲柄旋转角度为130°. 伺服电机在整个工作周期内运行状况分“加速1-平稳运行1-减速1-平稳运行2-加速2-平稳运行3-减速2-在上死点停止”等8个阶段,如图5下半部分所示.
图5中,t1、t2、t3、t4分别为伺服电机在匀速运转过程中滑块空行程下降、拉深工作、空行程返回及上死点停止时间,下图中st1、st2、st3、st4分别为电机在变速运转过程中滑块空行程下降、拉深工作、空行程返回及上死点停止时间. 图5下图纵坐标为电机转速(rpm),横坐标为时间(s).在保证生产效率、不超过电机性能参数、滑块能够提供较大输出力条件下,根据图5上图时间关系调整对应的图5下图时间段来发挥伺服电机性能. 按大覆盖件生产效率10件/min滑块连续行程次数按16 spm、小覆盖件生产效率14件/min滑块连续行程次数按18 spm计算.
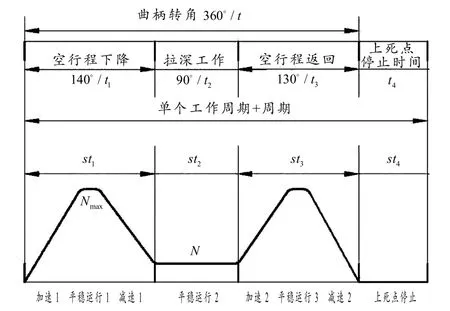
图5 滑块运行状态对应的曲柄转角
1)大覆盖件生产效率10件/min,滑块连续行程次数按16 spm
按电机匀速运转时,滑块在各阶段时间分别为t1= 1 .46s,t2= 0 .94 s,t3= 1 .35s,t4= 2 .25s,t周期=6 s ,根据图3知,电机在平稳运行2阶段必须保证转速为N= 4 00 rpm ,按比例分配关系,调整滑块各阶段时间分别为st1= 1 .22s,st2= 1 .41s,st3= 1 .12 s,st4= 2.25s,t周期=6 s,与电机厂家、自动化厂家进行技术交流,此时间分配关系电机能达到要求,自动化送取料时间够用.
2)小覆盖件生产效率14件/min,滑块连续行程次数按18 spm
按电机匀速运转时,滑块在各阶段时间分别为t1= 1 .3s,t2= 0 .83s,t3= 1 .2 s,t4= 0 .95s,t周期=4.29 s ,根据图3知,电机在平稳运行2阶段必须保证转速为N= 6 00 rpm ,按比例分配关系,调整滑块各阶段时间分别为st1= 1 .24s,st2= 0 .94 s,st3= 1 .15s,st4= 0 .95s,t周期=4.29 s,与电机厂家、自动化厂家进行技术交流,此时间分配关系电机能达到要求,自动化送取料时间够用.
4 八连杆运动学分析[10-12]
4.1 滑块行程解析

4.2 滑块速度解析
通过对滑块行程公式进行求导,可得滑块速度公式:

其中,V2为杆2的角速度;V3为杆3的角速度;V4为杆4的角速度;V5为杆5的角速度;V6为杆6的角速度;V7为杆7的角速度;V8为杆8的角速度;V为滑块的运行速度.
4.3 滑块加速度解析
通过对滑块速度公式进行求导,可得滑块加速度公式:

其中,a2为杆2的角加速度;a3为杆3的角加速度;a4为杆4的角加速度;a5为杆5的角加速度;a6为杆6的角加速度;a7为杆7的角加速度;a8为杆8的角加速度;a9为滑块的运行加速度.
4.4 杆系计算实例
将研发杆系参数编程计算,得到八连杆传动机构运动曲线,如图6所示.
5 八连杆动力学分析[13-14]
定义各杆均受拉,O点扭矩为T,逆时针为正. 根据O点、A点力矩和E点、G点受力平衡关系,有如下方程组成立,将研发杆系参数编程计算,得到八连杆传动机构滑块负荷曲线如图7所示.


图6 八连杆传动机构运动曲线

图7 八连杆传动机构滑块负荷曲线
6 汽车侧围板成形工艺
汽车侧围板是汽车覆盖件中拉深深度、长度、宽度及拉伸力都具有代表性的产品,分析其成形工艺及成形力曲线对于伺服压力机设计是必要的,检查滑块负荷力、滑块速度能否顺利成形拉延出该零件. 图8及表2为侧围板成形工序和参数,图9为侧围板拉延筋及模具示意图.

图8 侧围板成形工序图

表2 侧围板成形工序及参数

图9 侧围板拉延筋及模具示意图
采用DynaForm软件对侧围板进行模拟,模拟参数及板材性能参数见表3.
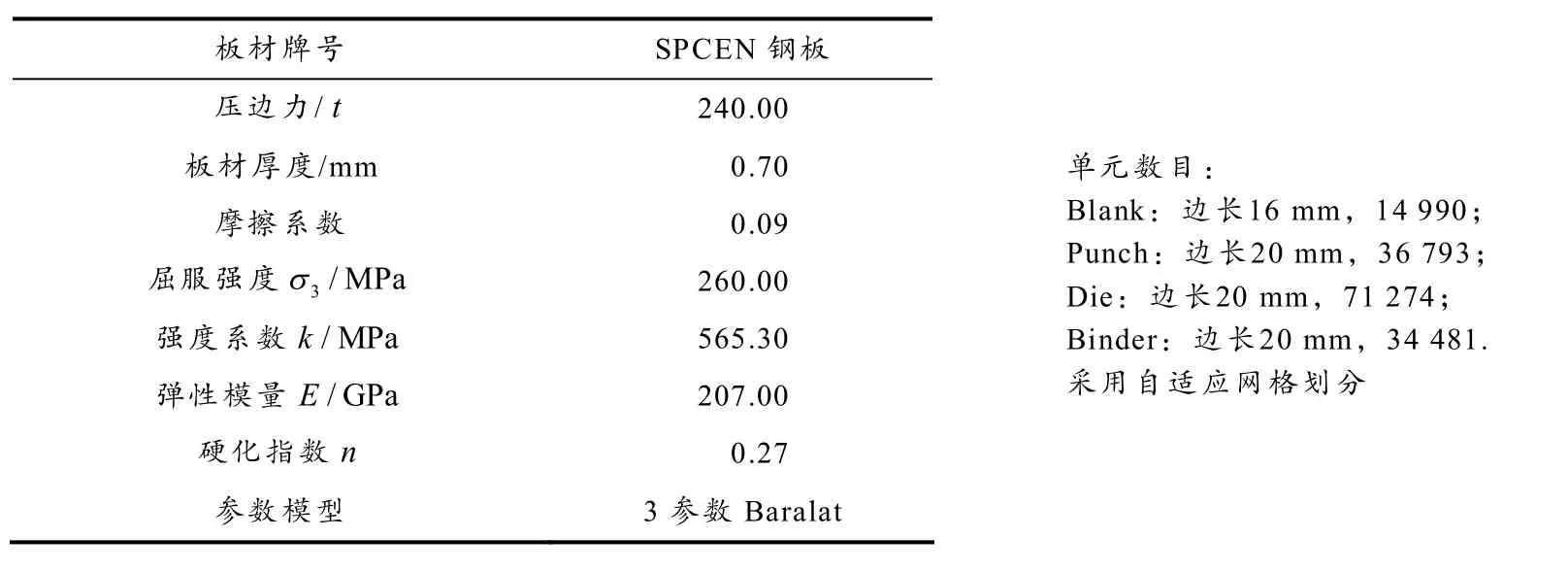
表3 模拟参数及材料性能参数
7 侧围板成形力与伺服压力机滑块负荷比较
图10为侧围板成形力数值模拟结果和滑块输出力比较图,从图中可以看出,在拉深初期,研发的杆系滑块输出力比侧围板生产设备2 400 t压力机力曲线低450 t,在拉深中期,输出力差距逐渐减小,差距为275 t左右,在拉深后期输出力差距逐渐增大,这是由于压力机公称压力行程不同造成的. 通过比较伺服压力机滑块输出力曲线和侧围板成形力曲线可知,伺服压力机能提供的压力远远超过侧围板成形需要的变形力,超出平均为550 t,且在拉伸后期,压力机输出力曲线远远在于侧围板成形力曲线上面,表明设计的八连杆伺服压力机传动方案能够满足典型汽车覆盖件的冲压成形过程.
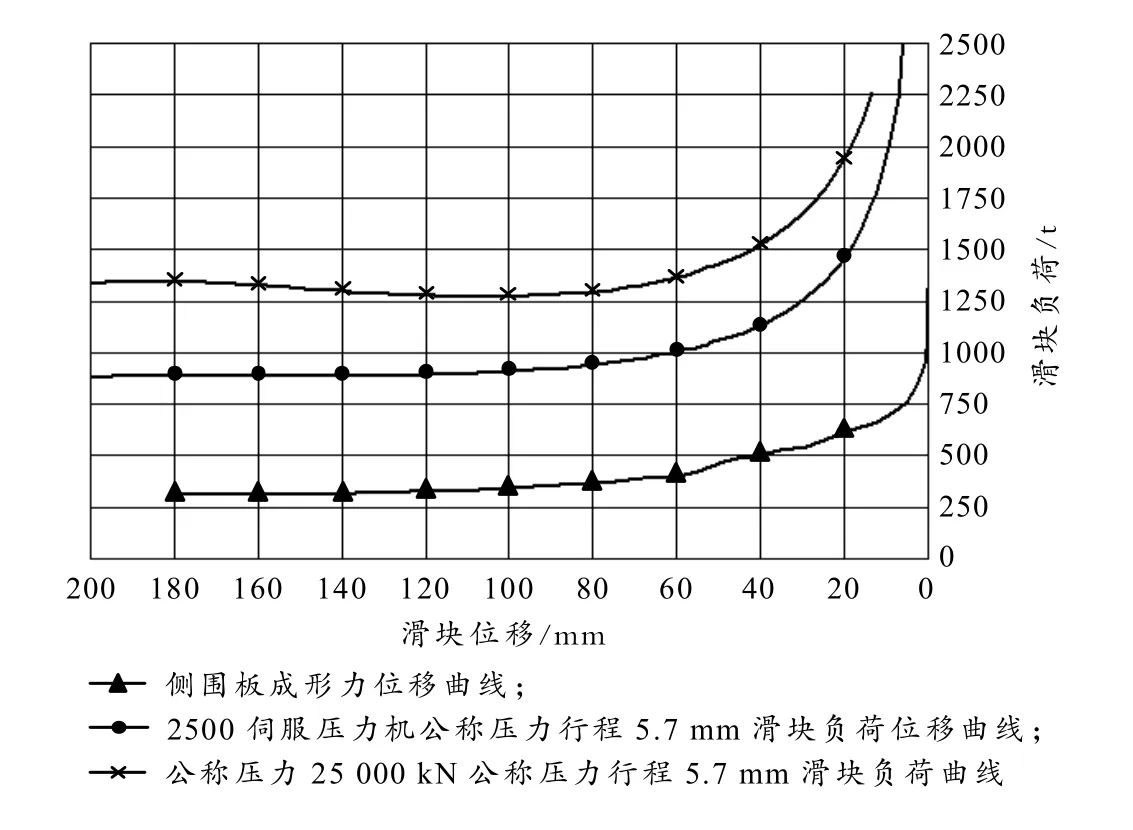
图10 侧围板成形力数值模拟结果与滑块负荷输出力的比较
8 结论
1)通过上述理论分析,设计的八连杆伺服压力机传动方案能够满足典型汽车覆盖件的冲压成形过程,满足重大专项要求;
2)在覆盖件冲压成形初始阶段,滑块速度不到240 mm/s,在覆盖件拉深中期,滑块速度平稳且平均速度为220 mm/s直至减为 0,大大低于传统压力机速度,极大改善了拉延工艺条件,降低了工件拉裂的几率,提高了产品质量.
3)基于伺服电机控制精度高且可调速等优点,在提高产品质量的同时也提高了生产效率,根据八连杆设计参数,该设备能够实现大覆盖件10件/min,小覆盖件14件/min的生产效率,在自动化水平提高的条件下生产效率有进一步提高的空间.
猜你喜欢
建筑与预算(2022年12期)2023-01-09
建筑与预算(2022年10期)2022-11-08
建筑与预算(2022年5期)2022-06-09
建筑与预算(2022年3期)2022-04-22
微特电机(2020年11期)2020-12-30
重型机械(2020年3期)2020-08-24
电子制作(2018年17期)2018-09-28
通信电源技术(2018年3期)2018-06-26
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年3期)2017-06-23