
食用菌液体菌种工厂化生产应用现状及发展浅析
2019-01-08 08:02刘启燕周洪英吴洪丽
食用菌 2018年6期
刘启燕 戚 俊 周洪英 孙 波 吴洪丽
(1湖北省农业科学院经济作物研究所,湖北武汉430070;2中国食用菌协会,北京100801)
2008年以来我国食用菌工厂化生产进入了快速发展时期[1]。据中国食用菌协会工厂化专业委员会调查统计,2008年工厂化栽培食用菌年总产量为27万t,2016年总产量达到257万t,是2008年总产量的9.5倍。目前,工厂化生产中50%以上采用液体菌种,液体菌种的研究最早可以追溯到20世纪40年代中期[2],随抗生素工业的兴起而开始。液体菌种的研究报道非常多,常规品种如金针菇[3]、杏鲍菇[4]、真姬菇[5]、黑木耳[6]、香菇[7]、灰树花[8]、北冬虫夏草[9]等,珍稀品种如羊肚菌[10]、桑黄[11]、松茸[12]等均有采用液体培养制种的报道。但液体菌种技术大规模应用于工厂化生产仅十年左右[13]。笔者分析了液体菌种的特点、生产关键技术控制点及工厂化应用现状,以供参考。
1 液体菌种的特点及生产关键技术控制点
1.1 液体菌种的特点
液体菌种是指用液体培养基在生物发酵罐中通过深层培养(液体发酵)技术生产的液体形态的食用菌菌种。与固体菌种主要从菌种形态上进行区分,有以下三大优点:(1)成本低。液体菌种占空间小、所用原料成本低、需要人工少,其制作成本能大幅降低。(2)生长快。一般菌种在三角瓶和发酵罐中培养时间为7~10 d,大幅缩短了菌种制作周期。(3)品质好。液体菌种纯度高、活力强、菌龄一致,栽培瓶中菌丝均一性好,出菇整齐,产品质量好[14]。在生产应用中,主要优势是成本低。据周峰等(2017年)核算,香菇液体菌种的直接制作成本仅为固体菌种的40%[15]。中国食用菌协会工厂化委员会的调查结果显示,在全面使用液体菌种的金针菇工厂中,菌种成本仅占总成本的2%。
但液体菌种对设备、环境、栽培料等均有较高要求。液体菌种生产过程中需要的主要设备为发酵罐、液体菌种接种机、发酵罐配套灭菌锅、空气压缩机及空气净化系统等,设备要求高、一次性投入大;为最大程度降低污染率,洁净区空间需要做到万级净化,其中接种机和发酵罐接种区需做到百级净化;栽培料需灭菌彻底、水分温度酸碱度合适,便于液体菌种2~3 d内迅速封面[14]。同时,食用菌液体菌种制作工艺是食用菌与工业发酵技术相结合的一门交叉学科[16],对技术人员要求较高,不仅需要掌握食用菌栽培的基础知识,更需要了解并熟练掌握发酵系统、机器设备系统的基础知识。液体菌种不便于保藏[17],生产后需立即投入使用,一般工厂生产过程中净化空气中断时间不能超过3 h,超过后均做报废处理。鉴于此,液体菌种更适宜于食用菌的规模化、周年化、工厂化生产企业[18]。
1.2 液体菌种生产关键技术控制点
经过诸多生产企业摸索验证,发酵罐液体菌种生产工艺流程为培养料配制—灭菌—冷却—接种—发酵罐培养—接种栽培瓶[14]。液体菌种生产关键技术控制点有以下5点[14]:(1)液体培养基配制。配置培养基时选取的原料需营养丰富、价格低廉、质量稳定、容易获取等特点,原料颗粒度在100目以下,pH合适,加入消泡剂避免泡沫形成。(2)液体菌种生产装备。生物发酵罐为菌种生长的容器,工厂一般选用1000 L以内气升式发酵罐,不仅要结构合理、符合菌丝生长要求,还需操作方便、使用安全、灭菌彻底。(3)培养温度控制。温度是菌丝正常生长的关键因素,菌丝的生长是在各种酶催化下进行的,温度是保证酶活性的重要条件[17],生产中通过控制发酵罐室和无菌空气的温度来控制培养基的温度。(4)通气量控制。目前气升式发酵罐在培养过程中不仅为菌丝提供充足的氧气,还通过气体搅拌控制菌丝球的大小和菌液的粘稠度,不同大小的发酵罐通气量稍有不同。(5)杂菌控制。一罐液体菌种一般可接种栽培瓶上万瓶,一旦污染损失惨重。杜绝污染的办法是培养料和发酵罐灭菌彻底,保证液体菌种生产全程无杂菌污染,培养阶段通入的洁净空气严格保证无水、无油、无菌。
2 工厂化食用菌液体菌种生产应用现状
2.1 金针菇液体菌种生产应用现状
金针菇液体菌种得到生产企业一致认可[6],是液体菌种应用量最大、技术最成熟的品种之一。据中国食用菌协会工厂化专业委员会统计,2016年全国工厂化生产金针菇总产量为116万t,占工厂化生产的45%。除了极少数小型企业仍采用固体菌种,其他均使用液体菌种。由表1可见,全国产量前十位的金针菇企业全部采用液体菌种。
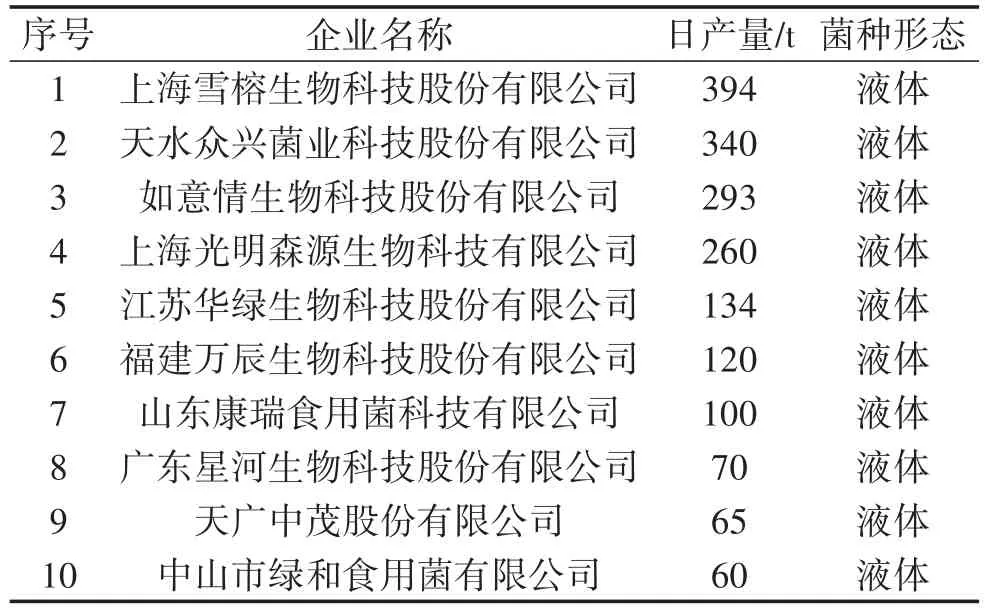
表1 2016年全国产量前十位金针菇企业菌种形态
金针菇液体菌种主要采用气升式发酵罐,发酵罐的体积 50 L、100 L、500 L、2000 L不等。菌种所用主要原料是豆粕粉、玉米粉等农副产品,这些原料不仅为菌丝体生长提供良好的营养,且质量稳定,价格低廉,容易获取,为周年稳定生产奠定良好基础[14]。王桂金(2007年)等,经试产确定金针菇液体培养基配方为黄豆粕 10 g∕L,蔗糖 30 g∕L,KH2PO41 g∕L,MgSO40.5 g∕L,水 1 L。发酵罐的培养工艺为培养温度(20±1)℃,接种量 0.5%,初始pH5~6,通气量 1∶0.8,培养周期 6~7 d[13]。黄竹青(2013年)等筛选出适宜的液体培养基配方为豆粕粉 4%,白砂糖 1%,KH2PO40.1%,MgSO40.05%,VB110 μg ∕100 mL,VB250 μg ∕100 mL;液体菌种适宜的培养温度为16~20℃,适宜的pH为6~7[20]。这些研究与工厂化生产配方比较接近,主料都采用豆粕、蔗糖,缓冲剂为KH2PO4和MgSO4,配方比例根据各工厂的实际情况微调。发酵罐培养工艺比较一致,温度控制16~20℃,初始pH为5~7,培养周期7~10 d。
2.2 杏鲍菇液体菌种生产应用现状
杏鲍菇有袋栽和瓶栽两种模式,因袋栽模式下菇房利用率高、单产高且建设成本低、病害发生率低而被国内普遍采用,而韩国、日本由于人工费用高,因而大都采用瓶栽模式[6]。国内早期杏鲍菇工厂化栽培均使用枝条、麦粒等固体菌种,在金针菇液体菌种技术成熟后才逐渐替换为液体菌种,目前50%的杏鲍菇工厂使用液体菌种,另外一部分处于改进过程中(表2),液体菌种替代固体菌种应用于杏鲍菇工厂化生产是必然方向[21]。
杏鲍菇液体菌种制作的配方、工艺与金针菇相似度较高。周峰(2017年)等用白砂糖20 g∕L,豆粕粉3 g∕L,酵母浸粉2 g∕L,磷酸二氢钾0.8 g∕L,硫酸镁0.7 g∕L,22℃通气培养液体菌种8~9 d后使用[22]。马瑞霞(2018年)等研究显示杏鲍菇液体菌种最佳培养基配方为:玉米面3%,蛋白胨0.5%,葡萄糖2%,KH2PO40.15%,MgSO40.1%,pH 6.0~6.5[23]。林金盛(2017年)等介绍工厂化栽培使用的杏鲍菇液体菌种配方为绵白糖20 g∕L,黄豆粉3 g∕L,MgSO40.5 g∕L,MgSO41 g∕L,VB10.005 g∕L,消泡剂0.2 mL∕L,pH自然[24]。由此可见,杏鲍菇液体菌种主料为蔗糖,但豆粕粉和玉米粉均可使用,缓冲剂仍是KH2PO4和Mg-SO4,培养温度稍高于金针菇,控制在22℃左右。
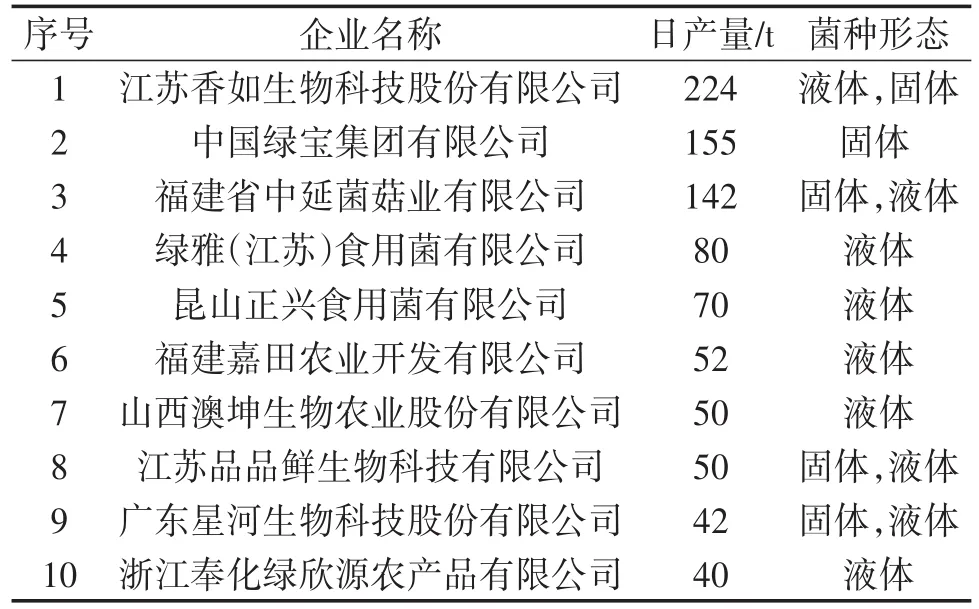
表2 2016年全国产量前十位杏鲍菇企业菌种形态
2.3 真姬菇液体菌种生产应用现状
真姬菇有袋栽和瓶栽两种生产模式。瓶栽模式来自日本,国内十多年前模仿金针菇袋栽模式将矮丛的白玉菇菇柄拉长而形成海鲜菇袋栽模式[6]。中国食用菌协会工厂化专业委员会统计,2016年全国真姬菇总产量28万t,占全国工厂化生产食用菌的10.89%。
工厂生产中,仅上海光明和上海雪榕两家工厂部分采用液体菌种,其他各工厂生产仍采用固体菌种(表3),但均投入一定人力物力研究液体菌种技术。黄毅(2014年)认为海鲜菇栽培周期长,使用液体菌种没有任何优势可言,依然使用固体菌种[6]。孙淑静(2010)等,在袋栽模式下将液体和固体菌种进行详细比较显示,液体菌种比固体菌种栽培模式下出菇更整齐,其他的性状差异并不明显[25]。许占伍(2011年)等通过对几个主要参数进行试验,初步确定工厂化栽培真姬菇需液体菌种的制备工艺条件为接种量0.5%,初始pH5~6,通气量1∶0.8,发酵周期7~8 d[19]。
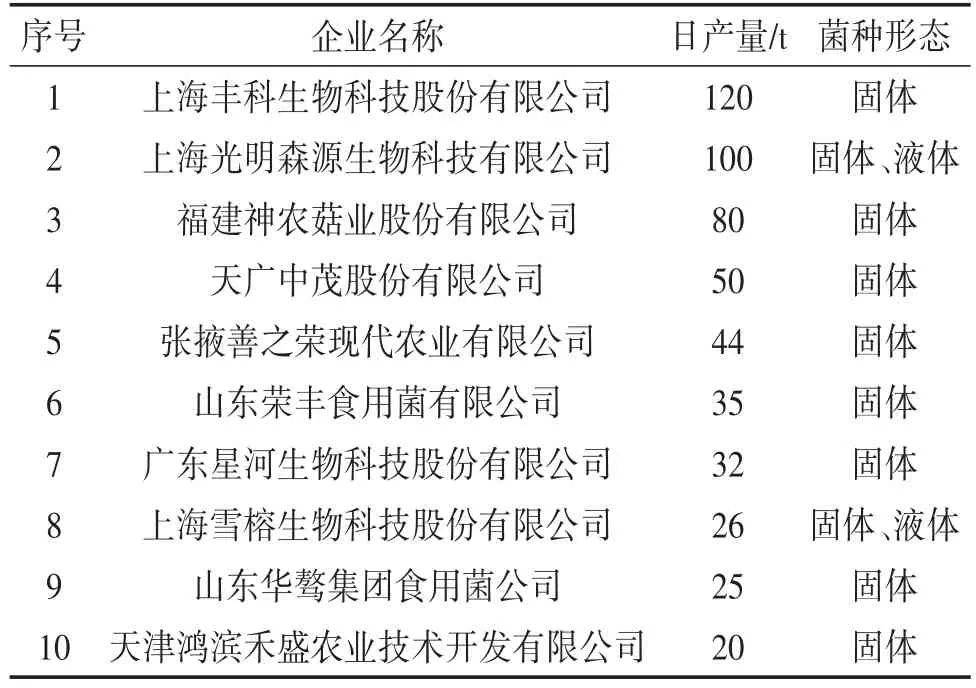
表3 2016年全国产量前十位真姬菇企业菌种形态
3 食用菌液体菌种发展趋势
食用菌产业是推进循环农业、维护国家食物安全、实现废弃物资源化的朝阳产业[26]。液体菌种生产成本低、生长快、品质好,支撑食用菌产业更好更快地向前发展,是食用菌产业发展的必然趋势,拥有广阔的应用前景[27]。
虽然液体菌种技术已比较成熟,但各食用菌的生物学特性、栽培技术水平、企业的掌握程度等不一,导致各品种液体菌种的应用程度均不一。目前金针菇工厂生产已全面采用液体菌种,杏鲍菇固体菌种正在逐步被替换,真姬菇液体菌种还在探索过程中,香菇、黑木耳、平菇等液体菌种也在迅速发展中。
目前国内液体菌种发展态势主要表现在以下几个方面:(1)大力研发轻简化液体菌种成套设备[1]。目前液体菌种设备投入大,中小型企业及栽培户难以承受。需加大对液体发酵设备的创新研发,研制适合我国国情的成本低、效果好的液体菌种生产设备[28],尤其是菌种发酵罐设备和袋装液体菌种接种设备。(2)大力研发食用菌专用液体配方和产品。目前生产用的液体菌种原料品种较多、质量不稳定,处理不当会导致整批污染。需深入开展专用液体菌种配方和产品研制,便于生产企业直接使用。(3)建立完善液体菌种质量检测体系。液体菌种质量是食用菌工厂的核心,需围绕着感官指标(培养液气味、菌液澄清度、颜色变化、菌丝体形态、悬浮均匀性、菌丝球大小、菌液密度等)、生化指标(发酵液的温度、pH、还原糖含量)和微生物指标(有无杂菌),形成一套工厂化栽培模式下的食用菌液体菌种技术质量评价体系[29]。(4)充分利用固体、液体菌种优势,采用液固结合方式快速制作优质菌种。杨庆尧(1987年)等将液体与固体技术结合起来,提出了以液体菌种作原种,合成颗粒或谷粒菌种作栽培种的蘑菇制种新工艺,比旧工艺快3~4倍,优势十分明显[30]。李正鹏(2018年)等,将栽培种固体三角瓶种和原种替换为液体三角瓶菌种和发酵罐菌种,大大缩短了菌种生产周期[31]。液体与固体结合使用也将是液体菌种应用的一大趋势。
猜你喜欢
文萃报·周二版(2022年27期)2022-07-10
当代水产(2022年2期)2022-04-26
当代水产(2019年8期)2019-10-12
当代水产(2019年2期)2019-05-16
现代园艺(2018年1期)2018-03-15
江苏农业科学(2017年21期)2017-12-13
中国公路(2017年15期)2017-10-16
江苏农业科学(2015年8期)2015-09-10
中国酿造(2015年6期)2015-01-26
食品与健康(2014年4期)2014-06-06
