
拉力过载保护装置设计及应用
2018-11-05 05:59樊大鹏
机械研究与应用 2018年5期
樊大鹏
(山西煤炭运销集团 沁水峪煌煤业有限公司,山西 晋城 048211)
0 引 言
一般来讲,在电缆牵引夹内安装采煤机供电电缆,而刮板输送机电缆槽内,运行牵引电缆。其中,考虑到采煤工作面繁杂的内外环境,很容易出现电缆拉力过载引发的问题,甚至严重时,会出现采煤机电缆被拉断甚至被损坏而出现强度较高的电火花,增加瓦斯事故以及煤尘爆发的可能性。为此,笔者重点介绍了采煤机牵引电缆时出现拉力过载的原因,并针对实际情况,设计了防止电缆牵引力过载的保护装置。以期降低电缆过载而引发事故的可能性,确保了煤矿生产工作的正常运行。
1 采煤机电缆牵引拉力过载情况概述
1.1 采煤机电缆牵引正常拉力分析
以山西沁水峪煌煤业为主要研究对象,分析采煤机电缆牵引拉力的变化。当采煤机以正常速度(5 m/min)开展采煤工作时,实际测得电缆牵引夹最大行程满负荷拉力应该比3 kN小。图1展示了在正常工作情况下采煤机电缆牵引拉力运行情况。由此得出,当处于正常工作环境时,牵引拉力以及电缆槽节数之前呈现正相关系。如果电缆槽节数比较长,由此产生的牵引拉力也就越大。

图1 正常工作状态下的采煤机电缆牵引拉力
1.2 造成采煤机电缆牵引拉力过载原因分析
采煤机电缆牵引拉力出现过载现象,是受到各方面因素相互作用的结果。在正常条件下,采煤机电缆牵引夹出现的动摩擦阻力等都不会出现拉力过载问题。以下分析造成拉力过载问题的原因:
(1) 杂物大量堆积造成电缆槽堵塞。采煤工作面所处环境十分复杂,再加上刮板输送机电缆槽不处于闭合状态,在实际生产工作中,很容易造成刮板输送机电缆槽内杂物掉落在槽内堆积的情况,阻碍了采煤机电缆牵引夹的正常工作。
(2) 电缆槽形状变异。在其他外力的作用下,刮板输送机电缆槽很容易出现形状变异问题。电缆槽出现变异很容易导致电缆槽趋于窄小。当宽度比采煤机电缆车牵引夹还要窄小时,会直接影响到采煤机电缆车正常工作。
(3) 采煤工作面调采。当采煤工作面处于弯曲情况下,可以进行调采。这时,采煤机可以在工作面局部范围内进行开采工作,引起采煤机电缆牵引夹比电缆槽位置要高。相应的,电缆牵引夹很容易滑落到刮板输送机中,并在链条以及刮板拖拽的作用下,导致电缆牵引拉力过载现象的出现。
2 采煤机电缆牵引拉力过载保护装置设计
电缆牵引拉力过载保护装置设计具体将其分为本安电源、牵引拉力传感器以及单片机智能控制电路等不同结构。其中,本安电源主要是为系统正常运行提供电力支持。
2.1 电缆牵引拉力传感器
电缆牵引拉力传感器设计中,采用DYLY-102A型电阻应变式拉力传感器,如图2,拉力传感器上端位置,过载保护装置和拉力传感器进行连接;下端位置,拉力传感器与采煤机电缆牵引夹相连接。采煤机牵引电缆引起拉力,此时,如果拉力传感器拉力出现变动,也随之会引起应变电阻阻值的大小变动。单片机智能控制电路及拉力传感器输出应变电压相连接,在多芯电缆的作用下,能够输送到A/D电路和放大整形,并及时对采煤机电缆压力进行检测。
图3为山西沁水峪煌煤业采煤机电缆牵引拉力传感器的具体应用,当采煤机运行速度为5 m/min时,电缆牵引拉力传感器的两侧都会处于受力情况。在工作面,存在103节刮板输送机,当采煤机运行到50节时,受到电缆槽阻塞等因素影响,将会出现采煤机拉力过载情况。当电缆牵引拉力比5 kN大时,通过传感器产生应变电压,应变电压传输到单片机智能控制电路中,并判断牵引拉力是否存在过载现象,并在反向牵引的基础上,采煤机对控电器吸合进行控制。采煤机将予以反向牵引,并产生语音报警。相应的,采煤机电缆牵引拉力也从最初的5 kN下降到0,采煤机停止运行,有效避免了受到电缆牵引拉力过载使得电缆以及电缆牵引夹损坏,对采煤机电缆和牵引夹予以有效的起到了保护。图4介绍了出现故障情况下,采煤机电缆牵引拉力情况。

图2 拉力传感器在采煤 图3 电缆牵引拉力传感器在 机上的安装位置 采煤机上的应用

图4 故障状态下的采煤机电缆牵引拉力
2.2 单片机智能控制电路
图5为单片机智能控制电路工作运行原理。将控制电路输入光电偶合器,并判断采煤机牵引方向。随后,在多芯电缆的作用下,将传感器输出电压能够输送到主控制器的A/D电路以及放大整形,并且将处于离散状态下的模拟信号转变为数字信号,将数字信号传输到单片机中。此时,单片机算出电缆牵引拉力值,并按照图形的状态显示在LED显示器上。随后,将电缆牵引拉力值和内置整定电缆牵引拉力值进行比较。如果出现拉力过载,将牵引方向予以取反,将会在第一时间内进行语音报警。单片机输出信号下,能够最大程度控制继电器吸合,同时,在第一时间内,采煤机也可以进行反向牵引。牵引拉力也将会从最大下降到最低。在延时作用下,断开输出信号控制器,采煤机停止工作。

图5 单片机智能控制电路工作原理
2.3 本安电源
本安电源型号选选取了MKDA-1/24 V型直流电源,输出交流电压范围在127~220 V之间,输出直流电压数值为24 V。在本安电源中,输出电流最大为500 mA。
3 保护装置应用
图6为MJ300/700-QWD电牵引采煤机控制接线以及过载保护装置。在该图中,在接线端子JP1、变频调速箱以及电控箱的作用下,使得G1、G2光藕予以连接。主要起到明确采煤机牵引方向的作用。其中,LLG代表本安拉力传感器,这一传感器输入引线电缆,在采煤机反面闲置喇叭口,与本安接线端子相连接,并在闲置穿墙本安端子的作用下,能够进入到电控箱内,进而能够保证电控箱以及非本安接线端子之间距离大于50 mm。此外,在过载保护装置中,应将输入电压控制在4. 7 μF内,同时,在电源电路中,不采用电感,凭借本安电路标准进行。同时,过载保护装置对于控制继电器K2输出无源接点进行左向牵引,通过JP5端子和采煤机电控箱控制面板左右牵引控制按钮电链接。同时,右向牵引控制器K2输出无源接点,通过JP5端子,和采煤机电控箱控制面板右向牵引控制按钮电连接。
图7为PIC16F876A单片机控制程序流程。图8为PIC16F876A单片机A/D采样程序流程。

图6 保护装置与采煤机控制接线
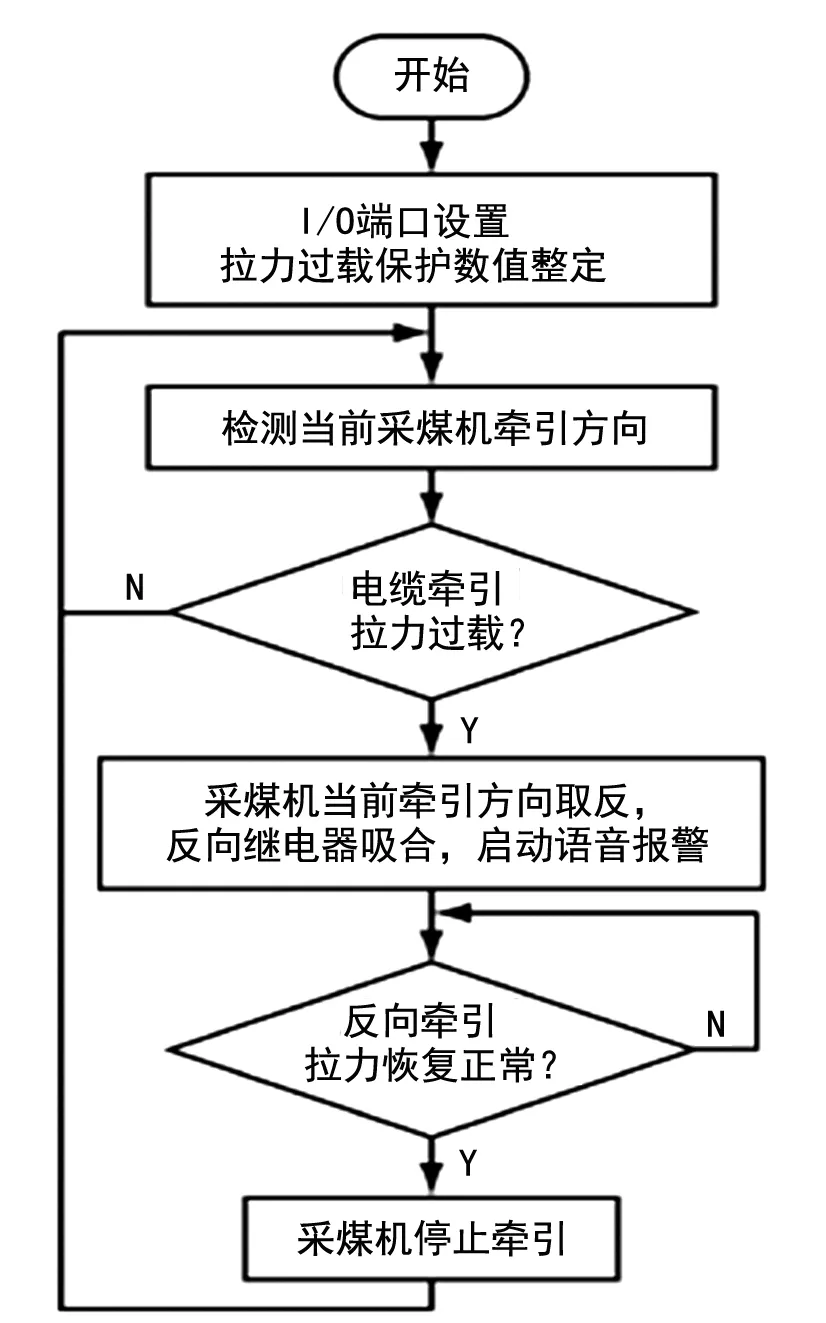
图7 PIC16F876A单片机控制程序流程

图8 PIC16F876A单片机A/D采样程序流程
4 结 语
过载保护装置工作具体是通过拉力传感器实时对于电缆牵引拉力予以实时检测。其中,如果电缆牵引过载出现问题时,自动控制采煤机将会出现反向牵引的状态,并产生语音报警,使得采煤机在第一时间内停止运行。目前,过载保护装置已经在山西沁水峪煌煤业企业得到了普遍应用,有效的降低了由于电缆牵引拉力过载而出现的电缆牵引夹以及电缆等产生的事故,最大程度的确保了煤炭生产的安全运行。
猜你喜欢
机械管理开发(2022年1期)2022-03-24
防爆电机(2022年1期)2022-02-16
建材发展导向(2021年6期)2021-06-09
矿山机械(2021年3期)2021-03-25
机械工程与自动化(2020年5期)2020-11-05
汽车维护与修理(2019年3期)2019-08-08
汽车维护与修理(2018年5期)2018-09-29
汽车维护与修理(2018年23期)2018-07-03
汽车维护与修理(2017年5期)2017-11-17
河南科技(2014年18期)2014-02-27
