
水松纸切割装置稳定性因素分析与研究
2018-11-05 05:59李莲喜陈国财
机械研究与应用 2018年5期
李莲喜,陈国财
(常德烟草机械有限责任公司,湖南 常德 415000)
0 引 言
水松纸用于包裹香烟过滤嘴与烟支,烟支的直径决定水松纸的长度,因此,在卷烟生产中需将水松纸等长切断。剪切式切纸技术是HAUNI公司20世纪90年代初开发的一种用于超高速卷接机组上的分切水松纸的技术,常德烟草机械有限责任公司已经从HAUNI公司获得了剪切式切纸的技术[1-2],水松纸切割装置是卷烟机中重要部件,水松纸的切断由切纸轮与刀辊上刀片协调动作完成,切纸轮与刀辊之间由两个啮合齿轮传递动力,齿轮传动啮合间隙会影响传动精度,切纸刀的挤压量、切纸辊的圆跳动、切纸刀的圆跳动对切纸效果和刀片寿命产生影响。王鑫[3]对剪切式切纸机构进行了结构分析与优化,但未对优化后的结构进行深入的验证。徐国庆等[4]通过改变切纸轮局部结构,改变风孔使得清洁工作效率提高,同时减少刀片磨损,但用该方法减少刀片磨损具有一定的局限性。卷接机组在调试或工作中有时会出现刀片与切纸轮干涉的情况,轻则刀片加速磨损钝化,重则刀片断裂,严重降低卷接机组的产品质量。为此,笔者结合水松纸切割装置本身结构特点,分析其装配要求,测定切纸刀合适的挤压量,从而提高该装置的运行稳定性。
1 工作原理
切纸装置结构示意图如图1所示。
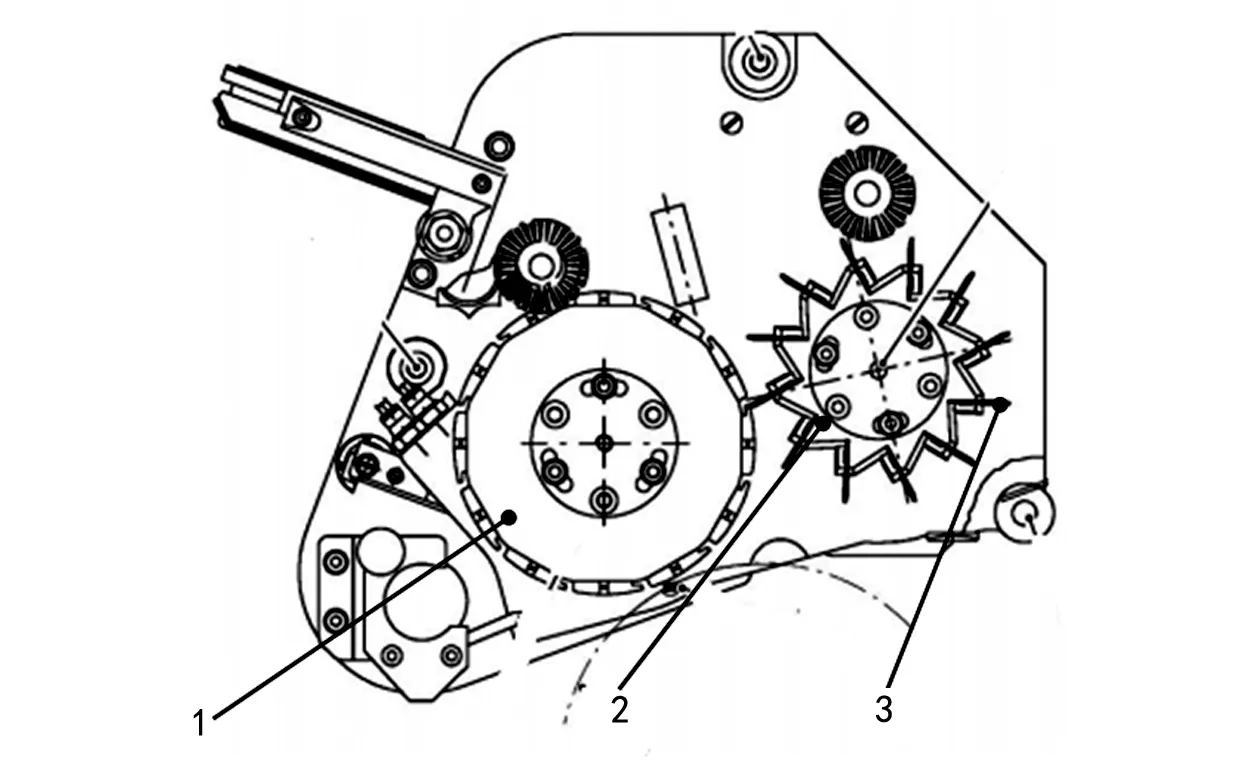
图1 切纸装示意图1.圆柱刀辊 2.锥形刀辊 3.刀片
切纸装置是卷接机组的关键部套,用于将涂有胶水的水松纸等长切断,并输送到混合轮处与滤嘴和烟支粘黏。该装置由两刀辊组成,其中一刀辊为圆柱形,圆柱形刀辊上装有12块镶块,另一刀辊为圆锥形,锥形刀辊上安装有12把切纸刀,当两刀辊以相同的角速度相向运动时,两刀辊的刀刃啮合点从里向外做点接触运动,将水松纸逐渐剪断[5-7]。
两刀辊以相同的角速度相向运动由切纸装置内部两啮合齿轮实现,其中一个齿轮与主传动中齿轮啮合,实现动力传递。
2 原因解析
切纸装置通过刀片与镶块刃口之间的挤压,啮合点从里向外做点接触运动,产生剪刀剪纸的效果,同时无法避免的是切刀的调整难度大且耗时;切纸过程中刀片会产生弹性变形,使刀片和镶块较易磨损,使用寿命短。为了使刀片不被加速磨损或被折断,切纸效果符合要求,刀片与镶块的挤压量、切纸辊的圆跳动、切纸刀的圆跳动以及齿轮的啮合间隙需要在规定的误差范围内。在所有零件都合格的前提下,影响切纸装置稳定性因素主要是装配的规范性,刀片和镶块的挤压量。
3 稳定性因素分析
在生产装配中,切纸辊的圆跳动、切纸刀的圆跳动要求在0.015 mm以内,齿轮1与齿轮2的啮合间隙要求在0.02~0.04 mm之间,如图2。为达到上述要求,切纸装置在装配过程中应严格按照装配规范进行。切纸辊与切纸刀辊安装在轴3与轴4上,两根轴的圆跳动直接影响切纸辊与切纸刀的圆跳动。在实际生产中只需要检验轴3与轴4的端面圆跳动。

图2 切纸装置装配图1.齿轮1 2.齿轮2 3.刀辊轴 4.切纸刀轴 5.端盖 6.端盖
轴3与轴4上分别装有端盖5与端盖6,单列角接触球轴承7,隔套8,齿轮1与齿轮2。对于单列角接触球轴承,在安装过程中应确保与其直接接触的隔套8端面干净无残渣;端盖5与端盖6在压紧单列角接触球轴承时螺钉应对称拧紧,用力均匀,必要时使用力矩扳手,若螺钉受力不均匀会影响单列角接触球轴承在圆周方向上受力不均匀,从而影响轴3与轴4的端面圆跳动;此外还会影响齿轮1与齿轮2在圆周方向上的齿隙不均匀。齿轮1与齿轮2的齿隙是通过齿轮1来调整的,通过增加齿厚调整齿隙,如图3。
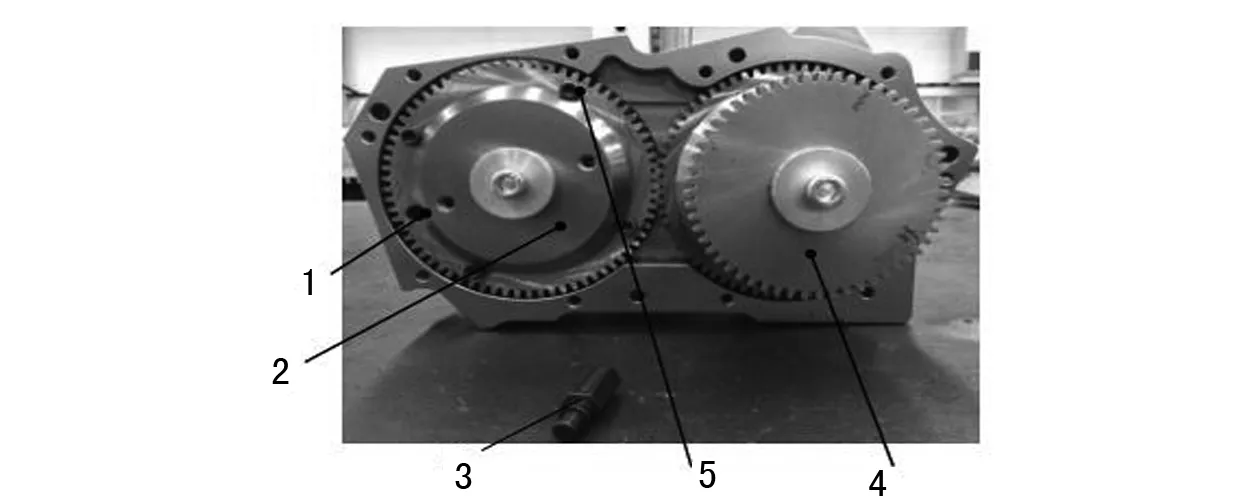
图3 齿隙调整图1.齿隙调整孔 2.齿轮1 3.调整销轴 4.齿轮2 5.螺钉
齿轮1由两个重叠部分组成,由四个螺钉固定。调整齿轮1与齿轮2的间隙时,松开4个紧定螺钉,将调整销轴插入齿隙调整孔,转动销轴使齿轮1与齿轮2的啮合间隙在0.02~0.04 mm之间。
其次,刀片与镶块刃口之间的挤压量影响切纸效果好坏与刀片寿命,挤压量由千分尺测得。若挤压量偏小,切纸效果不满足要求;若挤压量过大,刀片过快磨损易断裂,为了获得一个适当的挤压量,通过实验测定刀片与镶块刃口之间的挤压量,以每分钟7 000支卷烟的生产能力要求,机构需要每分钟提供3 500片水松纸,切纸刀有12块刀片,因此切纸装置以292 r/min的速度才能满足要求,为了尽可能快的获得实验结果,在相同工况下提高试验样机的转速,可以定性的得到刀片寿命与挤压量的关系,实验数据见表1。
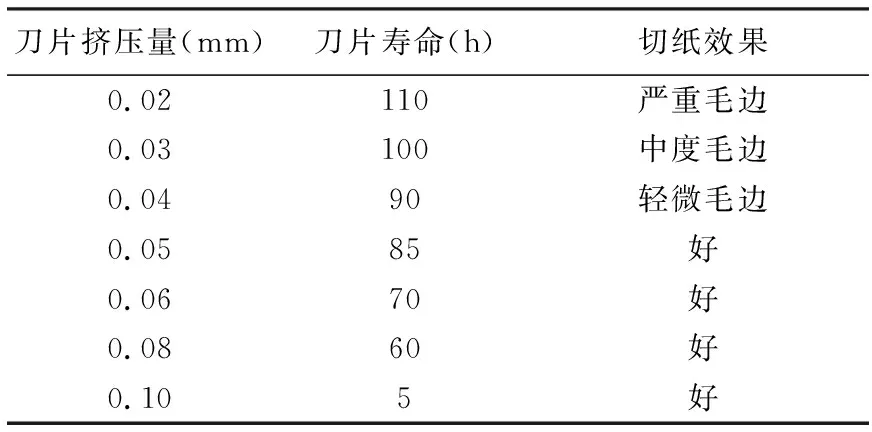
表1 刀片挤压量与刀片寿命关系
通过实验可知,切纸刀挤压量为0.1 mm时,刀片寿命短,容易断裂;当挤压量逐渐减小到0.02 mm时,切纸刀使用寿命相应增大,但是,挤压量达到0.04 mm以后,切纸效果开始下降。因此综合切纸刀寿命与切纸效果,切纸刀挤压量控制在0.04~0.05 mm比较理想。
4 结 论
(1) 装配符合规范 水松纸切割装置是一种高精度部套,在装配过程中要保证隔套清洁,压紧单列角接触球轴承时螺钉应对称拧紧,用力均匀,必要时使用力矩扳手,用调整销轴将齿轮1与齿轮2的啮合间隙调整到0.02~0.04 mm之间。
(2) 切纸刀挤压量 刀片与镶块刃口之间的挤压量直接影响切纸效果好坏与刀片寿命,挤压量偏小,切纸效果不满足要求;若挤压量过大,刀片过快磨损易断裂。将切纸刀挤压量控制在0.04~0.05 mm之间可以保证比较好的切纸效果,刀片不被磨损过快。
猜你喜欢
金属热处理(2022年2期)2022-03-16
佳木斯大学学报(自然科学版)(2022年1期)2022-01-14
吉林化工学院学报(2021年9期)2021-10-24
模具制造(2021年8期)2021-10-20
金属加工(冷加工)(2021年8期)2021-08-26
南方农机(2021年9期)2021-05-18
重型机械(2020年3期)2020-08-24
制造技术与机床(2018年10期)2018-10-13
工业设计(2016年4期)2016-05-04
工程建设与设计(2016年4期)2016-02-27
