
一种汽车发动机盖外板侧翻模具优化设计
2018-09-13 01:45王肖英
锻压装备与制造技术 2018年4期
黄 林,王肖英
(安徽江淮汽车集团股份有限公司 技术中心,安徽 合肥 230601)
汽车发动机盖外板模具基本分为五个工序完成冲压:第一序落料,第二序拉延,第三序修边、冲孔,第四序翻边、侧翻边,第五序侧翻边[1]。零件结构简单,工序内容也较单一,但模具结构比较复杂[2]。翻边模具主要是将修边后的半成品件料边边缘材料进行角度上的翻转,分为上翻和下翻[3]。本文介绍的是第五序向下侧翻边模具结构的优化设计,其工艺内容如图1所示,该副模具需完成图示4个区域(1、2、3、4)两两对称侧翻边。

图1 OP40工艺图
1 模具结构及工作特点
1.1 模具结构
模具整体结构如图2所示,主要包括上模、下模、压料芯、凸模、翻边镶块、斜楔结构,其中斜楔又包括滑车和插刀结构。本结构主要的优化设计在侧翻的斜楔上。

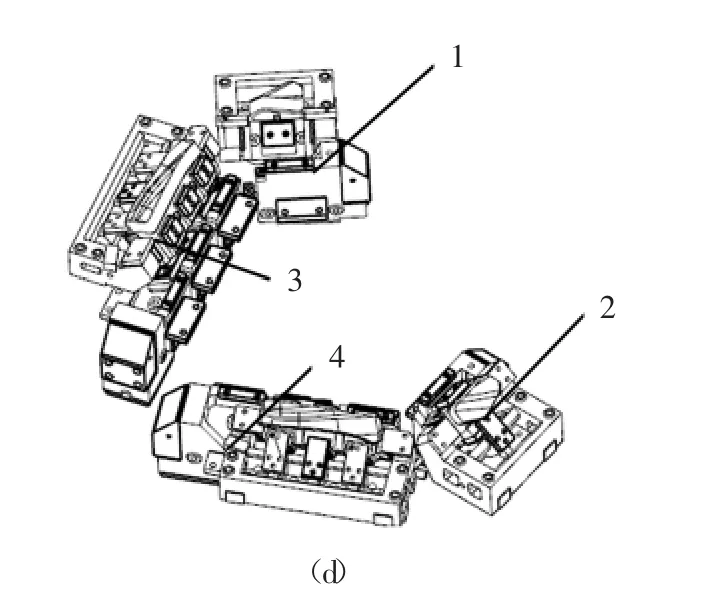
图2 模具结构图
下模共有四个滑车结构,其中两个较小的对称滑车结构比较单一(图2d中1、2),一个插刀组件(包括上模插刀本体、驱动导板、防侧导板)驱动下模滑车运动,驱动导板另一侧是防侧导板,插刀组件跟随上模下行与下模上的导滑面接触,用于防侧向力,如图3所示。

图3 斜楔结构(小)
1.2 模具斜楔运动过程
所有插刀均用螺销钉固定于上模座,其运动过程为:插刀组件未下行的状态下,滑车组件由于氮气弹簧的作用抵靠滑车回程限位块。上模随压力机滑块下行时带动插刀组件下行,驱动导板驱动滑车机构脱离回程限位块向一侧运动,滑车下模翻边镶块的支撑导板将翻边镶块顶起,下模翻边镶块则将零件顶起,完成侧翻边[4]。翻边结束以后,插刀组件上行,下模翻边镶块回落,取出零件。在整个运动过程中,插刀后部的防侧导板起到平衡驱动过程侧向力的作用。
斜楔滑车结构主要作用是为了解决侧翻边模具的取件问题,否则侧翻边后由于工件包覆在凸模上且存在负交,工件无法取出[5]。但在图2c较大的滑车结构中,因滑车体积较大,且两滑车方向成“八”字形时,夹角约80°,若按照一般的单个插刀对滑车结构会导致两插刀干涉,如图4所示,端头部分方形位置即为干涉部分。
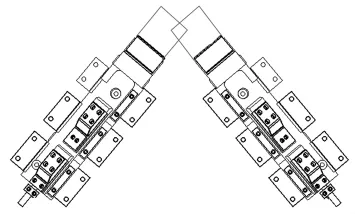
图4 滑车结构(大)
为解决上模插刀干涉的问题,此副模具结构中将两滑车的两个插刀做成一个整体,即一个插刀对称装上驱动导板同时驱动两个滑车运动。因整体插刀在长期受力较大的情况下,插刀整体结构做加强,避免后期因结构薄弱问题影响生产。
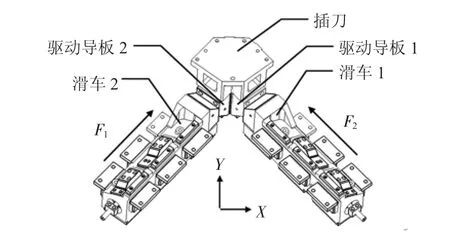
图5 斜楔优化结构(大)
做成整体结构之后,插刀下行过两对称滑车反作用到插刀上的力F1、F2(图4)向X向分解后相互抵消,剩下为Y向的侧向力,因此只需在插刀的Y向装上一防侧导板,平衡驱动过程产生的侧向力。
2 结论
该副侧翻边模具目前已投入到生产中,效果良好。斜楔插刀结构形式的改变,将两插刀合二为一,不仅解决了干涉问题,节省空间,减小了模具尺寸,降低模具的开发成本,同时,将两个防侧导板合成一个,结构简单,抵消了X向侧向力,从而更好地保护模具。
猜你喜欢
铁道科学与工程学报(2022年4期)2022-05-17
中国钼业(2022年5期)2022-03-24
橡塑技术与装备(2021年15期)2021-08-12
汽车工艺师(2021年7期)2021-07-30
橡胶科技(2021年8期)2021-04-03
中国医学影像技术(2021年10期)2021-03-28
机械设计与制造(2021年2期)2021-03-05
智慧少年·故事叮当(2020年6期)2020-06-21
橡塑技术与装备(2018年21期)2018-11-13
车迷(2018年11期)2018-08-30
