
AZ31B镁合金CMT焊接接头组织与力学性能
2018-08-24 15:16
电焊机 2018年7期
(中车南京浦镇车辆有限公司,江苏 南京 210031)
0 前言
镁及镁合金质量轻、比强度和比刚度高,具有阻尼减振、电磁屏蔽、导电导热性好且易于加工等优点,被喻为21世纪绿色工程材料之一,是目前最轻的金属结构材料[1],在轨道车辆、航空航天、国防军工电子机械等领域具有广阔的应用前景[2-4]。然而,由于镁合金低熔点、高线膨胀系数及导热率,在焊接过程中容易出现氧化燃烧、热影响区宽、气孔裂纹及焊后变形大等焊接缺陷,难以获得与母材性能相匹配的焊接接头,严重制约了镁合金的发展和应用。随着镁合金结构件的广泛应用,其焊接问题的解决变得日益迫切[5]。
近年来关于镁合金焊接技术的研究越来越多,其中搅拌摩擦焊、MIG焊、激光焊、电子束焊等熔焊方法可以解决一些焊接问题,但是焊接过程中的气孔、下塌和烧蚀等缺陷仍然存在,同时这些设备复杂、使用成本高,不利于大规模推广应用[6-7]。冷金属过渡焊技术CMT(Cold Metal Transfer)是一种以熔滴短路过渡为基础的改进型熔化极气体保护焊,具有更低的热输入量、更高的熔敷率和焊接速度,以及更出色的焊接稳定性等优点[8],受到了焊接研究人员的极大关注。本研究针对目前应用较广的挤压态AZ31B镁合金,采用CMT方法进行3mm薄板AZ31B镁合金对接焊工艺及接头性能的研究。
1 焊接试验
1.1 试验材料
试验材料为尺寸200 mm×100 mm×3 mm挤压态AZ31B镁合金板材,属于Mg-Al-Zn系列合金;焊接填充材料选用直径φ1.6 mm WE-33M焊丝,母材及焊丝的化学成分如表1所示。焊前用钢丝刷清除试板接头正面及其周围40 mm处氧化物,再用丙酮清洗油污。焊接过程中为了减少试板变形,采用自制焊接夹紧装置将2块试板沿板面垂直方向夹紧。自制焊接工装带有铜垫板,为保证焊接间隙,垫板前段加入相同厚度的引弧板,对接试板之间垂直放入间隙板。

表1 母材及焊丝的化学成分 %
1.2 试验方法
CMT焊接设备使用Fronius公司Advanced4000R焊机,焊机配备 RCU5000i遥控器、CMT VR7000送丝系统、YASKAWA公司生产的MOTOMAN焊接机器人系统,焊接装置如图1所示。焊接过程中采用机器人施焊,以保证焊接速度稳定。由于镁元素非常活泼,为防止焊缝氧化,焊接时采用纯度99.99%的氩气作为保护气体,氩气流量25 L/min。
采用单面焊双面成形方法,观察不同焊接参数下的焊缝成形。CMT运行程序选用Mg-φ1.6,由于CMT焊接系统拥有丰富的专家化系统,其焊接电流、焊接电压以及送丝速度都是一元化匹配的,在RCU5000i遥控器上均有显示,操作时通过调节送丝速度即可确定焊接电流和焊接电压,从而确定热输入量。
焊后对焊缝成形良好、外观无缺陷的焊接试样进行制样,并分别进行微观组织分析、抗拉和硬度测试、拉伸断口分析。焊接接头拉伸试验尺寸见图2。
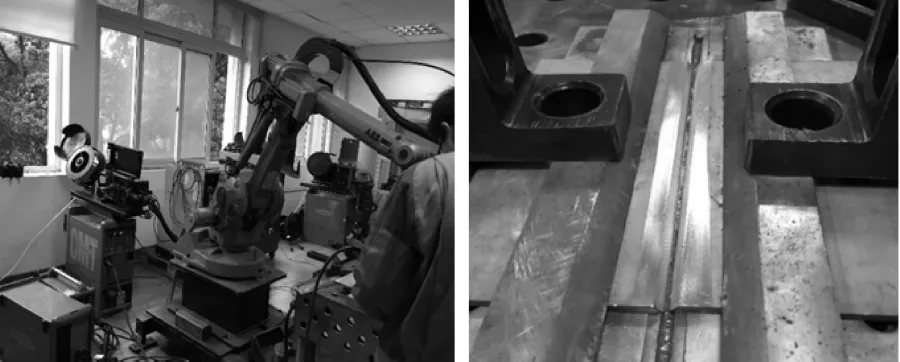
图1 CMT焊接装置
2 试验结果与分析
2.1 焊缝外观
经过大量摸索性试验,确定在焊接电流76 A、送丝速度6m/min,焊接速度8mm/s、焊缝间隙1.5mm工艺参数下能够获得良好的焊缝成形,如图3所示。图3a为焊缝正面照片,银白色鱼鳞纹致密均匀,无下塌、气孔、咬边等缺陷,表面成形均匀。图3b为焊缝背面照片,完全熔透,宽度均匀且与焊缝正面相比较窄,表面光滑无缺陷。由于CMT热输入低,试板焊后几乎无变形。

图2 AZ31B镁合金CMT焊接接头拉伸试验尺寸
2.2 焊缝显微组织
焊缝截面形貌及显微组织如图4所示。图4a为焊缝截面形貌,可以看到母材区、热影响区和焊缝区。图4b为母材,晶粒为大小不均匀的等轴晶,这是板材热挤压成型后动态再结晶的结果。母材、热影响区和焊缝区3个区域内的显微组织存在着明显差异,焊缝区黑色析出物最多且多分布在晶界处。图4d中白色部分为AZ31B镁合金基体组织 α-Mg,第二相黑色析出物为β-Al12Mg17,β-Al12Mg17呈小颗粒状弥散不均匀地分布在α-Mg基体组织上。

图3 AZ31B镁合金CMT焊缝宏观形貌
2.3 焊接接头显微硬度
接头硬度测试结果如图5所示。由图5可知,焊接接头的显微硬度-大致沿焊缝中心线呈两侧对称分布,其中焊缝区的显微硬度最高,平均约为86 HV;母材区的显微硬度约为65 HV;热影响区硬度最低,约为62 HV。

图4 AZ31B镁合金CMT焊接接头的金相显微组织
2.4 焊接接头拉伸结果
将焊接接头打磨掉焊缝余高后制取拉伸试样,在万能试验机进行拉伸试验,测试4组拉伸数据,然后计算其平均值。对接接头拉伸试验断裂位置位于母材,如图6所示,断口为母材45°方向,焊缝区域有明显的塑性变形痕迹,接头及母材拉伸测试结果如表2所示。

表2 接头及母材拉伸性能
由表2可知,3 mm厚AZ31B镁合金CMT焊接接头抗拉强度最高达到母材抗拉强度的96.7%,延伸率最高达到母材的98.6%。
拉伸断口微观形貌如图7所示。由图7a可知,挤压态的AZ31B镁合金在室温下的拉伸断口呈现出明显的塑性断裂特征,断口中存在一些较深的韧窝,但韧窝底部第二相颗粒很少,韧窝之间有明显的撕裂棱,并沿着不同方向扩展。从图7b可以看到部分解理特征,同时存在韧窝和撕裂棱,表面具有韧-脆混合的形貌特征。

图5 AZ31B镁合金CMT焊接接头的显微硬度

图6 CMT焊接接头拉伸试样
拉伸断口的EDS测试结果如图8所示,与表1的AZ31B镁合金母材化学成分基本相同,与金相观察结果相吻合。焊缝区晶粒最细,根据Hall-Petch公式可知,焊缝晶粒越细小,焊缝金属强度越高。同时,小颗粒β-Al12Mg17析出物具有弥散强化作用,在形变过程中会阻碍位错运动,这使得焊缝强度有所提高[9]。

图7 AZ31B镁合金CMT焊接接头室温拉伸断口

图8 AZ31B镁合金CMT焊接接头拉伸断口EDS结果
3 结论
(1)对厚度3mm的AZ31B镁合金采用CMT对焊,在焊接电流76 A、送丝速度6 m/min,焊接速度8 mm/s、焊缝间隙1.5 mm的工艺参数下获得成形良好的焊缝,焊接过程稳定、无飞溅。
(2)焊缝组织晶粒细小,焊缝区的显微硬度最高,平均约为86 HV;其次为母材区的显微硬度,约为65 HV,热影响区硬度约为62 HV。
(3)3 mm厚的AZ31B镁合金CMT焊接接头最大抗拉强度为248.8 MPa、伸长率7.16%,略低于母材,分别为母材的96.7%和98.6%。断裂位置位于母材区,属于韧性断裂。
猜你喜欢
材料科学与工程学报(2022年4期)2022-08-25
理化检验(物理分册)(2022年3期)2022-03-31
压力容器(2019年1期)2019-03-05
科学中国人(2017年35期)2017-06-08
电镀与环保(2016年2期)2017-01-20
黑龙江科技大学学报(2016年5期)2016-12-09
电焊机(2016年8期)2016-12-06
当代化工研究(2016年6期)2016-03-20
山东冶金(2015年5期)2015-12-10
焊接(2015年2期)2015-07-18
