
小议孔中心到面尺寸专用量规设计
2018-07-27 09:10河南北方星光机电有限责任公司邓州474150杨亚锋
金属加工(冷加工) 2018年7期
■ 河南北方星光机电有限责任公司 (邓州 474150) 杨亚锋 孙 亢 李 朔
我公司在实际生产中,经常遇到要求测量孔中心到面尺寸的情况,如图1中的尺寸10.5-0-0.22mm、图2中的尺寸6.8-0-0.09mm,对这类尺寸通常采用影像仪进行影像测量或三坐标测量机测量,效率较低,且我公司条件有限,影像仪和三坐标测量机均不在该零件生产现场,不能有效指导生产,为方便在生产现场准确检测该尺寸,要求设计制造专用量规。本文通过对图1、图2所示两个零件中孔中心到面尺寸来探讨孔中心到面尺寸专用量规设计。
1.量规设计一
(1)量规设计思路。由图1可以看出,孔中心到面尺寸10.5-0-0.22mm公差为0.22mm,孔φ(4±0.1)mm的公差为0.2mm,且两个尺寸遵循独立原则,不能按照几何公差(相关原则)设计功能量规(GB/T 8069-1998)。通常设计专用量规时,需考虑孔尺寸对孔中心到面尺寸的影响。通常对这种公差稍大的尺寸设计专用量规时,采用套管量规、高低组合量规或样板等进行测量。
对于该件,我们通过研究,设计了带锥度自定心(即不考虑孔的公差)弹簧机构,与套管量规相结合组成的测量装置,如图3所示。
(2)量规制造要求及说明。①量杆、定位杆与底座应有足够的导向部位,且滑动灵活,不允许晃动,否则影响测量的准确性。②底座底部螺纹孔可适当加深,通过调节螺塞可以调整弹簧的压力。③量杆端面两台阶的尺寸装配后按校对规进行加工,如图4所示。④校对规(见图5)尺寸J-D/J-X根据零件被测要素的极限尺寸确定(在这里,校对规的尺寸J-D、J-X可分别按长度量规公差取值为10.5-0.002-0.012mm、10.28+0.012+0.002mm)。⑤定位杆的锥度部位必须保证工件套在其上时,工件孔φ(4±0.1)mm应接近锥面的中间位置,这样可保证工件与定位杆接触可靠,从而在测量中不用再考虑孔的尺寸对孔中心到面尺寸的影响(见图6)。
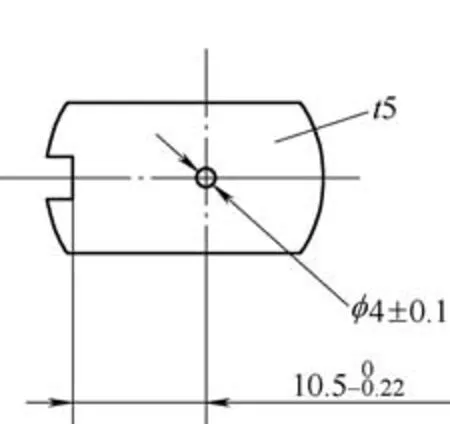
图 1
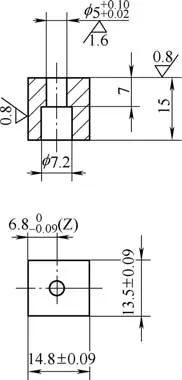
图 2
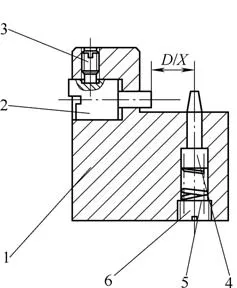
图 3
(3)量规使用方法。将量杆推向左边后,右手将零件轻轻套在定位杆上后压下校对规,使底面与底座工作台面可靠接触后,左手将量杆向右推到底,观察量杆的两个台阶面,如果较高的台阶面不低于底座端面,较低的台阶面低于底座端面则零件合格,反之则不合格。
2.量规设计二
由图2可以看出,孔中心到面尺寸6.8-0-0.09mm公差为0.09mm,孔中心φ5+0.1+0.02mm的公差为0.08mm,且两个尺寸遵循独立原则,不能按照几何公差(相关原则)设计功能量规(GB/T 8069-1998)。通常对这种公差较小的尺寸设计专用量规时,采用杠杆指示器(即采用杠杆原理放大公差带)或表显指示规(即采用校对规、百分表GB/T 1219-2008来显示出零件偏差)等。
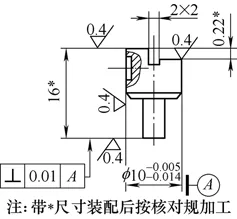
图 4
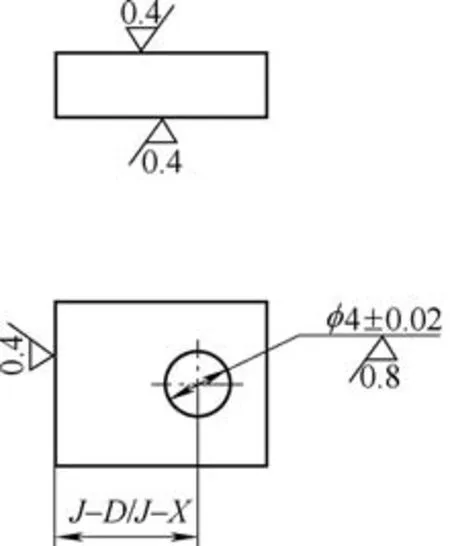
图 5
对于该件,我们通过研究,设计了带锥度自定心(即不考虑孔的公差)弹簧机构,利用百分表、校对规组成的测量装置,表显指示规如图7所示,校对规如图8所示。
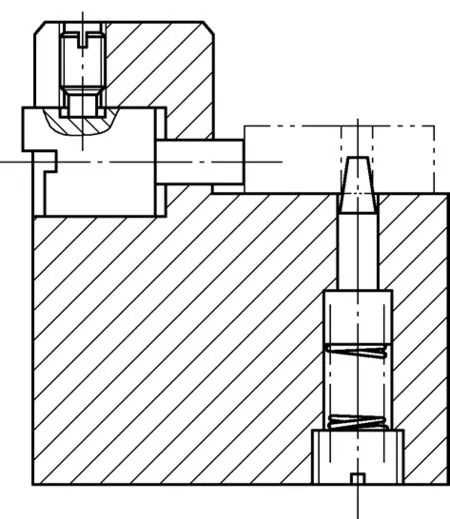
图 6
(1)量规制造要求及说明:①量杆、定位杆与底座应有足够的导向部位,且滑动灵活,不允许晃动,否则影响测量的准确性。②衬套需沿轴线开口(见图9),螺钉拧紧时压紧百分表,螺钉松开时可取出百分表。③挡杆穿在量杆上,可采用螺纹拧紧或紧配。④底座横向孔的位置、定位杆的位置都应充分考虑零件的尺寸。⑤底座底部螺纹孔可适当加深,通过调节螺塞可以调整弹簧的压力。⑥校对规必须保证外圆尺寸φ13.51mm(在这里,校对规的尺寸我们取测量要素6.8-0-0.09mm的中值即6.755mm,外圆尺寸即为2mm×6.755mm),且必须保证孔φ(5.1±0.02)mm对基准A和基准B的位置度。⑦定位杆的锥度部位必须保证工件套在其上时,工件孔φ5+0.1+0.02mm应接近锥面的中间位置,这样可保证工件与定位杆接触可靠,从而在测量中不用再考虑孔的尺寸对孔中心到面尺寸的影响(见图10)。
(2)量规使用方法:①左手将挡杆推向左边,右手将校对规轻轻套在定位杆上后压下校对规,使其A基准面与底座工作台面可靠接触后,左手松开挡杆,此时将百分表指针调零。②左手将挡杆推向左边,右手将零件轻轻套在定位杆上后压下零件,使其与底座工作台面可靠接触后,左手松开挡杆,观察百分表指针变动。由于校对规的尺寸取测量要素6.8-0-0.09mm的中值即6.755mm,当百分表指针左右摆动在0.045mm的范围内,则工件合格,反之则工件不合格。
3.效果
在实际生产中证实上述量规可行,且操作较方便。通过带锥度自定心的方法,回避了孔的尺寸对孔中心到面尺寸的影响,对孔中心到面尺寸测量专用量规设计有一定的借鉴意义。
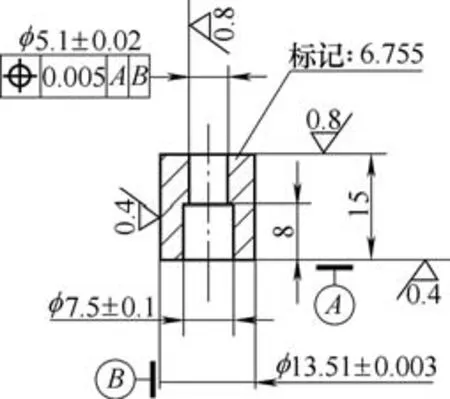
图8 校对规
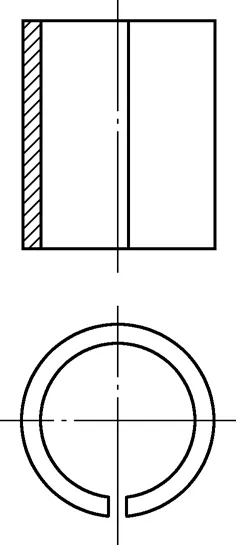
图 9
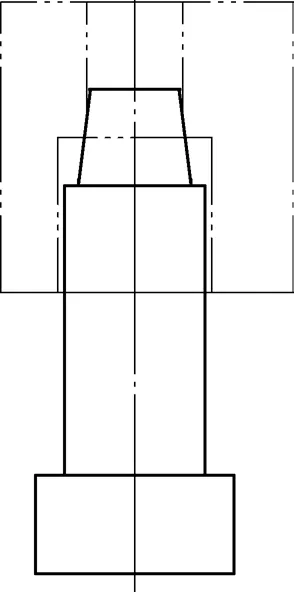
图 10
猜你喜欢
河北青年管理干部学院学报(2022年6期)2022-12-06
中国信息技术教育(2022年19期)2022-10-12
大众标准化(2022年17期)2022-09-27
制造技术与机床(2019年11期)2019-12-04
制造技术与机床(2019年9期)2019-09-10
铁道学报(2018年11期)2018-12-13
中国铁路(2017年12期)2018-01-04
山东工业技术(2017年20期)2017-10-17
职业·下旬(2016年11期)2017-02-21
人间(2015年10期)2016-01-09
