
国产缸孔数控珩磨机设计开发与应用
2018-07-27 09:09神龙汽车有限公司湖北襄阳441004叶宗茂
金属加工(冷加工) 2018年7期
■ 神龙汽车有限公司 (湖北襄阳 441004) 叶宗茂
2017年5月8日首台国产缸孔数控珩磨机在神龙汽车有限公司襄阳动力总成工厂缸体L1线顺利通过验收投入使用,如图1所示,这标志着国产缸孔数控珩磨机开发调试成功,打破了30多年来国外珩磨机制造企业对国内汽车行业缸孔珩磨机及珩磨技术的垄断地位。四轴数控珩磨机DHK037由神龙公司联合大河数控机床公司采用广州数控技术历时三年开发完成,也是大河数控机床公司设计制造的第一台轿车发动机多工位缸孔珩磨自动线,如图2所示,价格仅为同类进口设备的60%。

图1 DHK037数控珩磨机
DHK037珩磨机由珩前预检防错工位、两个粗珩工位、两个精珩工位、珩后测量工位、翻转倒水和固定吹气工位、自动进出料滚道以及液压站组成,实现全自动化生产,如图3所示。珩磨头装夹设计为快换结构实现快速换刀,机床系统可以保存多套加工程序,可以通过按键选择所加工零件的类型和加工程序,实现快速换型,提升生产效率。
设备经过3个多月的调试,解决了缸孔圆度、圆柱度、支撑率、加工节拍等多项难题,按新设备验收流程完成了N5、N30设备能力验证,测量系统CMC验证,节拍验证,发动机台架试验等目标考核,珩磨质量、生产效率完全达到进口设备厂商(格林和纳格尔)珩磨机水平,能满足多品种发动机缸孔珩磨质量要求,生产节拍62.5s。
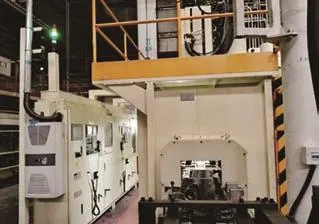
图2 多工位缸孔珩磨自动线
缸孔珩磨机国产化项目是神龙公司在发动机关键加工机床国产化替代进口设备进行的一次大胆尝试,开创了超精加工工序使用国产设备的先例,为大幅降低动力总成投资成本提供新思路。
1.国产珩磨机设计制造新技术
国产珩磨机DHK037的研制成功离不开高新技术的创新应用,其采用的伺服电动机驱动定量控制膨胀系统,全闭环高精度在线实时气动测量,多系统互联18轴数字控制,直观便捷的珩磨控制软件和先进的珩磨机专用机构,在珩磨效率和质量上,达到国际先进水平,填补国产数控缸体珩磨自动线空白。

图3 DHK037珩磨机有4个轴、6个工位
(1)伺服电动机驱动数控定量膨胀系统的开发应用。伺服电动机驱动数控定量膨胀系统很好地保证了珩磨质量和效率;珩磨头磨损到位预报警和报警功能,避免了对生产和质量的影响。
通过科学的参数计算,确定各珩磨阶段的起始点,实现定量控制珩磨膨胀运动。珩磨膨胀速度和珩磨膨胀力是影响支承率的关键工艺参数,珩磨机膨胀系统为细长杆机构,膨胀运动(伺服电动机驱动顶杆)会产生系统变形,系统变形和膨胀力接近于线性关系,通过膨胀位置和速度的精确控制,能很精确地控制珩磨膨胀速度和珩磨膨胀力参数。膨胀运动各起始点的确定,以上次珩磨到位停止点为基准,数控系统根据设定的参数和计算公式确定各起始点,依据各起始点的确定方法、计算公式、参数设置,编写控制程序和软件界面,实现数控膨胀运动定量控制。因加工参数都为数控,精度高且稳定,故加工质量和节拍稳定。
采用匀速珩磨使珩磨表面质量更为稳定,保证珩磨表面支承率等精度;通过数控系统高速性和高精度位置控制,实现珩磨条磨损自动补偿,对珩磨条损耗情况进行监控;实现膨胀速度快慢速合理变化,有效降低珩磨加工时间和辅助时间,保证效率高、节拍稳定。
(2)珩磨机国产数控软件及控制方式的开发应用。开发了国内首套珩磨机数控软件,实现了数控珩磨机有效控制。把珩磨运动的位置、速度、时间、判断条件、目标及方式选择等都作为参数编程,通过在软件参数设定界面设定参数,实现珩磨过程的控制。开发数控程序,采用M代码,M代码分为五类,第五类由NC直接执行,用于珩磨过程程序的调用,每个M代码就是每段加工程序的名字,在执行某个“珩磨过程”时,只要键入相应的M代码,数控系统就会自动执行它所命名的对应程序。实现即时设备运行信息、零件加工信息显示。在显示屏上显示设备的运行信息,实时状态参数如:当前转速、往返速度、膨胀速度及各坐标轴位置等;零件加工信息如:零件品种、即时测量结果、余量、目标值及校准信息等的显示。
实现多种工作模式选用和各种珩磨特定功能。为了更好适应各种使用状况,保证质量,便于操作,设计多种工作模式供选用,如:最终测量自动反馈和不自动反馈模式;圆柱度修整自动和定量修整模式;珩磨结束判定方式选择;全工位及部分工位切除运行模式等等,实现了珩磨机各种特定功能,如:珩磨条磨损到位预警及报警功能、锥度自动修整功能、各珩磨阶段自动转换功能、珩磨头更换自动贴靠定位功能,珩磨头磨损自动补偿功能。设备具有零件状态记忆监控功能、不合格零件报警及下线报警功能、自动复位功能、故障自诊断功能及换刀自动贴靠定位功能。
采用广州数控设备有限公司的GSK980HC-H专用双通道珩磨系统(6轴),3套系统通过CAN总线联接,实现珩磨自动线采用国产数控系统18轴控制。
(3)先进气动测量技术在国产珩磨机上的开发应用。通过与德国业纳测量技术公司合作,将广州数控系统与业纳公司ETAMIC测量系统的通信、数据采集、数据处理及应用进行适配,把ETAMIC的TPE200气动测量传感器很好地应用到国产数控珩磨机上,并通过多次试验,实现了珩磨头测量喷嘴国产化,保证国产珩磨机珩磨孔径及锥度控制精度达到国际先进水平。
ETAMIC气动测量系统比其他珩磨机常用的日本东精和德国Stotz更优,其综合性能比较如表1所示。ETAMIC的TPE200气动测量传感器传递的是数据结果,不同于Stotz系统传递是模拟信号,东精系统传递的是开关信号,ETAMIC传感器在测量精度、反应速度、测量范围、数据通信等方面都比东精和Stotz系统优秀,可以自动进行锥度修正,保证缸孔圆柱度。
(4)精珩弹性珩磨头的创新设计。珩磨头采用平顶珩弹性浮动机构,如图4所示,用弹性珩磨条支座取代固定式珩磨条支座,使平顶珩珩磨条整体贴合在加工的缸孔表面上,避免了因锥度问题造成平顶珩珩磨条局部接触缸壁,造成缸孔表面质量不均和珩磨退刀亮痕。
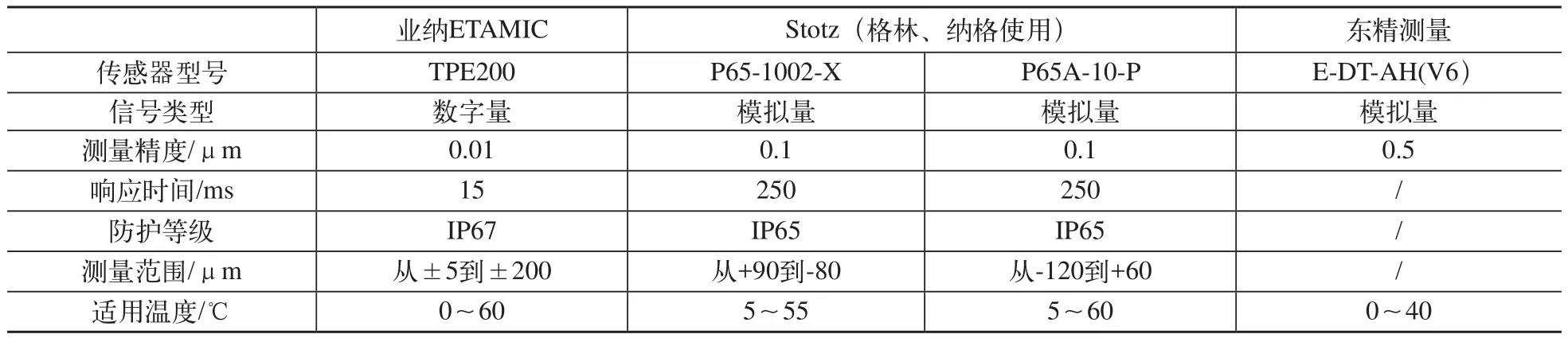
表1 DHK037国产珩磨机与国外珩磨机主动测量系统综合性能比较
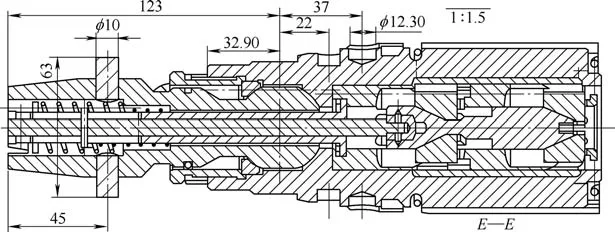
图4 DHK037上使用的国产双进给珩磨头结构简图
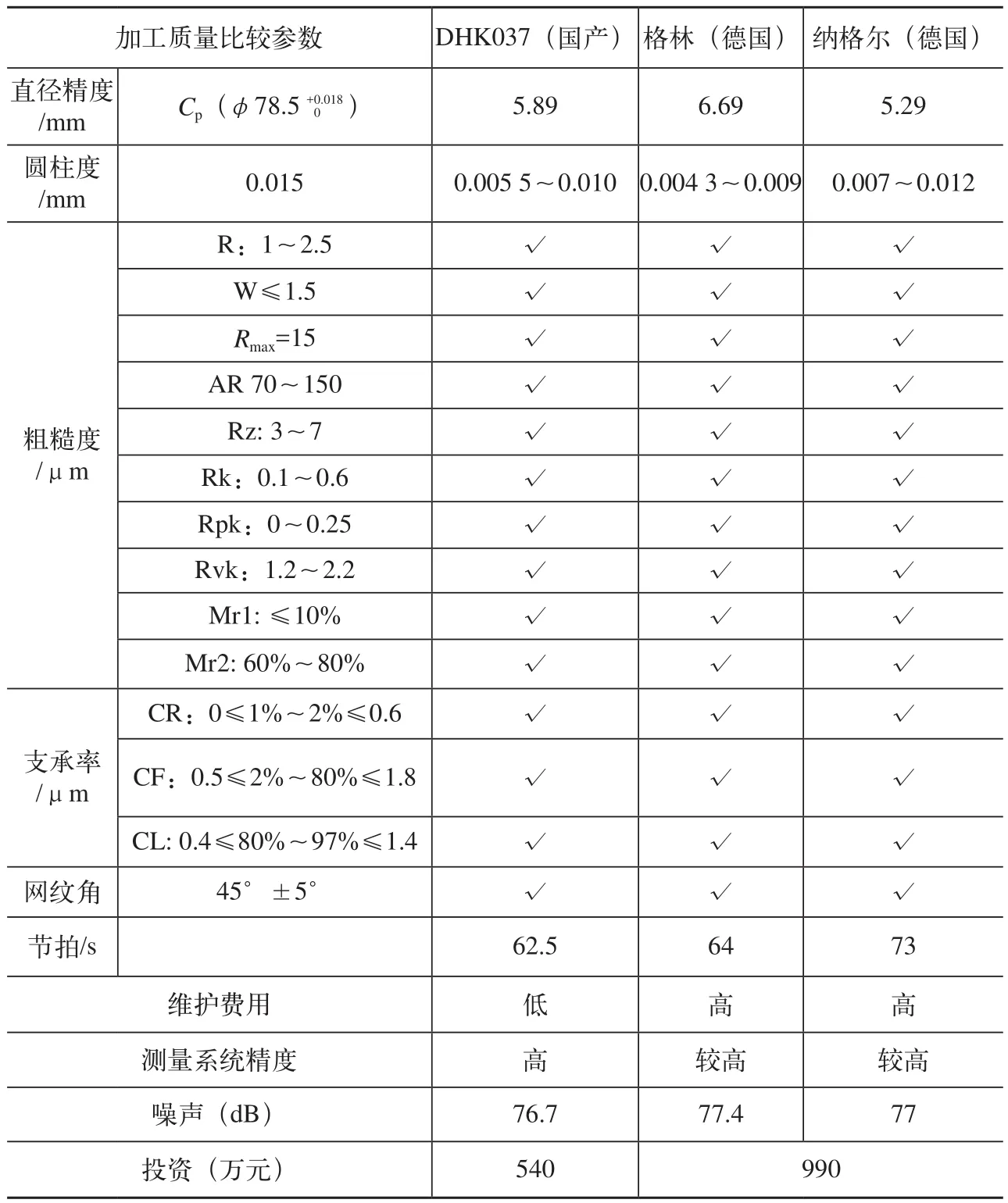
表2 DHK037国产珩磨机与国外珩磨机加工质量、效率、使用等综合性能比较
2.国产珩磨机与国外珩磨机综合性能比较
国产珩磨机DHK037与德国格林和纳格尔珩磨机从珩磨加工缸孔直径的能力、圆柱度、粗糙度、支承率、网纹角、节拍、维护费用、测量系统精度、噪声及价格等综合性能比较如表2所示。
由表2可以看出,国产珩磨机在加工质量、加工效率和使用性能上不低于国际先进珩磨机的技术水平,尤其单机价格比国外珩磨机低40%,具有较强的市场竞争力。
3.结语
国产缸孔珩磨机的开发成功,必将带动国产珩磨头、珩磨条、珩磨专用机构、国产气动测量头、国产珩磨控制技术及数控软件的广泛应用,对中国珩磨技术的提高有很大的促进作用,同时,也为其他高精度国产加工机床制造技术的提高起到了很好的借鉴作用。
猜你喜欢
天然气与石油(2022年4期)2022-09-21
汽车工艺师(2021年7期)2021-07-30
北京航空航天大学学报(2021年6期)2021-07-20
物流技术与应用(2020年5期)2020-06-25
意林(2020年10期)2020-06-01
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年9期)2017-11-27
无人机(2017年10期)2017-07-06
