
基于预防的齿轮箱漏油应对措施研究
2018-06-14 06:13王曰辉景朝辉柴希翟晶
机械工程师 2018年6期
王曰辉, 景朝辉, 柴希, 翟晶
(太原重工股份有限公司齿轮传动分公司,太原030024)
0 引 言
齿轮传动装置渗漏油是普遍存在的现象,齿轮箱发生渗漏不仅会对齿轮箱外表面零件造成污染,而且会造成润滑油的损失,导致润滑不良,造成零件的损坏和机器失效,尤其对于冶金、风电等特殊行业,齿轮箱失效会造成较大的经济损失,甚至会造成严重的事故[1]。本文借鉴现代企业精益生产管理理念和先进的质量管理模式,结合工作实践中遇到的问题,查阅相关文献[2-12],对齿轮箱易发生渗漏油的部位进行分析总结,旨在提出基于预防的处理措施。
1 渗漏部位原因分析及相应措施
1.1 机体分箱面或机体与透盖结合面之间渗漏
机体分箱面或机体与透盖结合面之间是常见的发生渗漏的部位,该部位发生渗漏的原因主要有以下几个方面:

图1 改进前箱体结构

图2 改进后箱体结构
1)材质及零件铸造工艺性分析。QT400-18AL因具有常温下冲击韧度较高、脆性转变温度低、低温韧性好等优点而被广泛使用,但球墨铸铁在铸造时,其内部组织结构容易受到铸造工艺参数波动的影响,在其内部形成一些气孔、砂眼等铸造缺陷。目前风电齿轮箱箱体及其透盖多采用该种材质,在粗加工后的UT探伤过程中,发现凸台处出现缺陷的可能较大,如图1所示。
相应措施:a.该位置处于箱体的下方,且位于出油口,粗加工后做为重点UT探伤部位,精加工后复探,以便发现缺陷后及时采取修复措施,探伤时缺陷面积较小。可采取如下方法:首先按相关规定做渗漏实验,存在漏油情况时,可扩孔并将砂眼打磨去除(打磨深度根据零件壁厚决定),然后用铸铁修复剂修复,完全固化后镗孔保证孔表面加工质量,镶过盈套后重新做渗漏,无渗漏可使用,否则报废,QT类零件不允许补焊。b.改进铸造工艺。对于加工过程中常发生缺陷的部位,在铸造工艺上采取相应的措施。c.修改零件结构。将加工过程中易出现缺陷的部位,如凸台处等改变零件结构,如图2所示。
2)接合面加工精度不符合要求,加工表面粗糙度太差,存在毛刺等造成密封不严导致漏油。相应措施:保证零件精加工质量,装配前采用大油石将结合面推光,去除毛刺等。
3)箱体个别地方壁厚太薄,钻螺纹孔等盲孔时易出现钻透现象。相应措施:a.适当增加零件壁厚;b.钻孔时严格控制底孔深度;c.若钻通,且位置位于分箱面之上并且钻通处孔不规则时,可用铸铁修复剂修复,避免修复物落入齿轮箱内,造成更严重的后果。
4)设计不合理,回油孔可能出现倒流现象。由于润滑管路设计不合理,造成润滑轴承的油由回油孔侧外流,并顺透盖结合面渗出。相应措施:a.将箱体处回油孔倾斜角度加大;b.增加外部回油管路,集油罩处油通过管路流回齿轮箱内。
5)结合面装配时未按要求涂乐泰胶或乐泰胶未固化即试车。结合面装配过程中涂胶不均匀,或边角部位易出现漏涂现象,装配后乐泰胶未固化就开始试车等导致结合面渗漏。相应措施:a.制定相应的操作规范,按要求涂乐泰胶,避免出现漏涂现象;b.齿轮箱装配后在进行跑合试验前,必须保证工艺规定时间,以确保密封胶完全固化。
6)透盖、分箱面等处螺栓拉力不够或把合力矩不均匀。由于透盖、分箱面处螺栓未按规定力矩把合或把合过程中未按装配工艺要求把合。相应措施:a.螺栓拧紧时按规定的力矩扳手拧紧;b.螺栓拧紧时必须按一定排序(对称)分多遍拧紧。
7)安装时有杂物进入。相应措施:装配前必须清理、清洗各零件,保证零件表面无毛刺、无污物。
8)齿轮箱未设计通风罩或通风罩堵塞。在封闭的齿轮箱里,齿轮啮合发出热量,随着运转时间的增加,使齿轮箱内温度逐渐升高,而齿轮箱内容积不变,箱内压力也随之增加,箱体内润滑油经飞油,洒在齿轮箱内壁。由于油的渗透性比较强,在箱内压力下,油便从密封不严处渗漏出来。相应措施:设计通风罩且通风罩尺寸满足要求,定期对通风罩进行清洗。
9)视孔盖盖板太薄,拧紧螺栓后易发生变形,使结合面不平,从接触缝隙漏油。相应措施:选择合理厚度的视孔盖盖板。
10)铸件未进行退火或时效处理,未消除内应力,发生变形,产生间隙,导致渗漏。相应措施:对影响较大的铸件增加退火或时效处理工艺。
1.2 管路接头处渗漏
1)齿轮箱上的螺纹孔、油孔等尺寸在加工过程中,由于齿轮箱端面与螺纹孔及油孔中心线垂直,进而密封不严造成漏油。相应措施:a.有些螺堵需用端面密封,精加工前检查机床精度,尽量钻、攻、锪在一次装夹中完成,保证端面与螺孔垂直;b.加严检验,使用直角样板检测螺孔垂直度。
2)管路接头松动。造成管路接头松动的原因可能有加工螺纹底孔时孔径太大或未按要求拧紧。相应措施:a.加工螺孔时按工艺要求选择合适的底孔钻头,螺孔加工后使用通止规按规定比例抽检;b.必须按工艺要求紧固管路各接头;c.装配前将螺纹用清洗剂清洗干净,按装配要求涂乐泰胶,必要时缠绕乐泰55管道魔绳。
3)油孔及润滑管道阻塞或管径不满足使用要求。相应措施:a.检查各油孔、润滑管路是否通畅,有无异物阻塞;b.选择合适的润滑油路管径。
4)油压太大。相应措施:使用专业的油压测量工具检测管路中油压是否满足设计要求。
1.3 轴套与轴之间渗漏
1)密封结构设计不合理。相应措施:改进方案见文献《轧机用减速机输入输出轴漏油改进措施》和《冶金企业用减速机漏油问题的综合治理方案与实践》[13-14]。
2)相关零件配合尺寸超差。相应措施:加工过程中严格控制零件尺寸精度。
1.4 运行操作不当引起的渗漏
1)齿轮箱加油过多。相应措施:确定合理的润滑油量,并在相应位置标记最高、最低油位,试车和运行过程中严格按要求加注润滑油。2)油标中未设计通气管路或油标装配时空气未排除干净。相应措施:设计排气管路,加滑润油后检查油标中有无空气。3)润滑油选择是否合适(黏度较低)。相应措施:根据产品使用工况,选择合适的滑润油型号。
1.5 焊接部位引起的渗漏
相应措施:对起密封作用的焊缝,用煤油渗漏法检验焊缝的致密性(试验温度不得低于5℃,先将白粉浆涂于焊缝正面,晾干后在焊缝背面刷煤油,渗透30 min后观察,白粉上有无油痕)。
2 基于预防的全员参与应对措施
2.1 全面质量精益管理
全面质量管理[15],是以质量为中心,以全员参与为基础,旨在通过让顾客和所有相关方受益而达到长期成功的一种管理途径,是一种预先控制和全面控制制度,正如质量是设计出来的,是制造出来的,不是检验出来,对加工制造过程中发现的问题,进行全面的分析总结,采取对应的措施,制定合理的控制手段和标准化作业流程来消除不良缺陷,提升产品整体质量。
在齿轮箱全生命管理周期内,以最终用户满意作为我们实施全面质量管理的总目标,以工序为关注焦点,下道工序即为上道工序的客户,上道工序为下道工序提供产品或服务,并对质量负责,下道工序有责任和义务做为上道工序的检验者,对上道工序提供的产品进行把关,由于下道工序把关不严,对可能由于上道工序过失造成的零件报废或者返修,由上、下道工序的操作人员共同接受处罚。
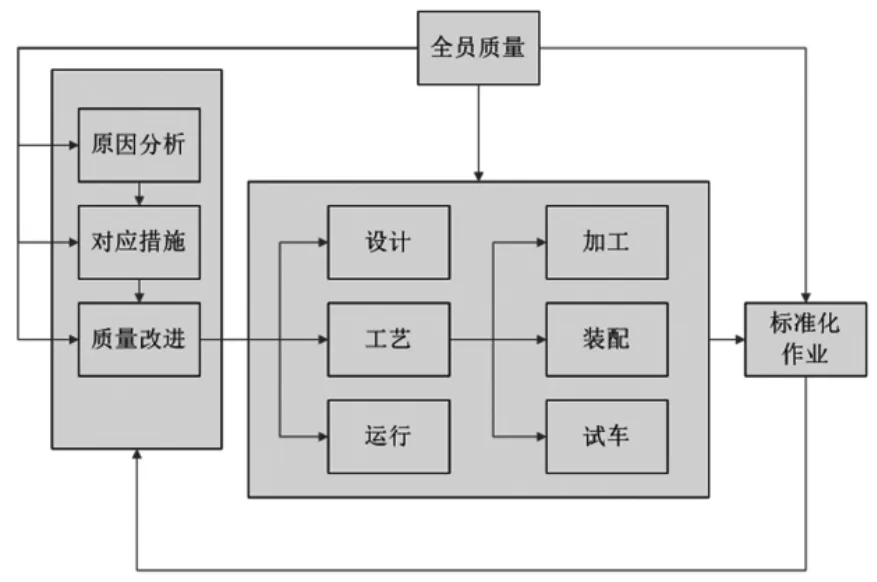
图3 基于预防的齿轮箱漏油控制流程
由造成齿轮箱各类渗漏油缺陷的原因分析可知,引起齿轮箱渗漏油存在于齿轮箱制造的各个阶段,包括设计、加工、装配,试车、运行等环节。完全消除齿轮箱渗漏油故障,需要全员参与,尤其是设计和工艺编制需作为重点组成部分纳入全面质量管理体系。从设计源头开始把关,工艺人员在齿轮箱加工、装配工艺性设计审查环节,根据实际经验对第一部分讨论中可能出现故障部位重点审查,及时提出修改意见。同时,在加工、装配工艺编制过程中也需全面考虑,使工艺更加合理。
质量管理的核心思想在于预防,在生产实践中经常发生同类的缺陷反复出现,造成这种现象的原因主要在于:一是缺陷产生的原因分析不清,没有找到根源,相应的纠正措施不完善,不能从根本上解决这类问题;二是管理制度不到位,产生问题的根源已经非常明确,操作人员在实际工作过程中仍然按照错误的操作方法在执行,没有及时形成标准化的作业流程。要把精益生产的理念与全面质量管理结合起来,真正达到做正确的事情并一次即把事情做正确。
2.2 基于预防的齿轮箱漏油控制流程
根据第一部分造成齿轮箱各类渗漏油缺陷的原因分析可知,引起齿轮箱渗漏油存在于齿轮箱制造的各个阶段,包括设计、加工、装配,试车、运行等环节。全面质量管理全员参与的特点和理念,完全适用这一改善过程,在此基础上,形成如图3所示的基于预防的全员质量改进流程图,从设计源头开始制定各阶段相应的预防与纠正措施,实施全过程质量监控,达到全员参与的目标,通过不断循环改进,制定最终的标准化作业指导和操作规范,消除齿轮箱渗漏油的出现,避免由返修、返工、售后维修造成的各种浪费。
3 结论
实践表明,引起齿轮箱渗漏油的原因存在于齿轮箱设计、制造的各个阶段,通过齿轮箱常见的渗漏油部位产生原因及采取的纠正措施分析,形成基于预防的质量改进流程,全面实施质量管理和精益生产,消除齿轮箱渗漏油现象。
[1]王浩,高云燕.风电齿轮箱漏油对塔筒螺栓连接的影响[J].机械传动,2013(6):102-105.
[2]方法兴.齿轮减速机漏油形式及解决对策[J].机械工程师,2014(5):279-281.
[3]吴培龙,李光辉,杨永,等.减速机常见漏油问题分析处理[J].机械工程师,2013(12):247.
[4]王清涛.关于减速机漏油的几种防止方法[J].机械工程师,2009(4):135.
[5]王国庆.立磨减速机输入级密封结构的研究[J].机械工程师,2013(7):186.
[6]李波.减速机渗漏油问题的预防与控制[J].机械工程师,2016(6):252-253.
[7]徐秀华.减速机漏油的综合治理[J].江苏煤炭,1998(2):30-31.
[8]陈文涛.齿轮箱漏油故障分析及排除[J].液压气动与密封,2009(11):183-185.
[9]陈晓.平立转换(H/V)轧机联合减速箱漏油问题的解决[J].机械工程师,2015(8):267-268.
[10]陈雷,越东徽,尚斌,等.改进型组合密封油挡在风力发电机上的应用研究[J].电子技术,2017(3):145-147.
[11]孟凡荣.齿轮箱出轴漏油问题的处理实践[J].浙江冶金,2007(2):48-49.
[12]尹玉生,陈运发.风力发电机750KW齿轮箱渗漏油分析[J].设备管理与维修,2011(5):53-54.
[13]郑迎梅.轧机用减速机输入输出轴漏油改进措施[J].机械制造,2007,45(12):61-62.
[14]刘升,张世建,杜金玉.冶金企业用减速机漏油问题的综合强理方案与初中[J].液压气动与密封,2006(5):59-60.
[15]全国质量专业技术人员职业资格考试办公室.质量专业综合知识(中级)[M].北京:中国人事出版社,2007.
猜你喜欢
机床与液压(2022年6期)2022-09-16
科学之友(2021年12期)2021-12-23
语数外学习·高中版中旬(2021年4期)2021-11-24
小猕猴智力画刊(2021年2期)2021-02-22
装备制造技术(2020年1期)2020-12-25
上海故事(2020年8期)2020-10-22
装备制造技术(2018年10期)2018-12-24
金属加工(冷加工)(2018年9期)2018-10-10
新课程·上旬(2016年11期)2017-02-28
山东工业技术(2016年23期)2016-12-23
