
LF6铝合金A-TIG焊与TIG焊接头对比研究
2018-06-08 10:26任晓磊晁耀杰邹龙江晁耀辉王大宏
电焊机 2018年5期
任晓磊,晁耀杰,邹龙江,曾 涛,晁耀辉,王大宏
(1.大连理工大学材料科学与工程学院,辽宁大连116024;2.哈尔滨工业大学先进焊接与连接国家重点实验室,黑龙江哈尔滨150001;3.郑州工业应用技术学院,河南郑州451000)
0 前言
铝合金因具有质量轻、热稳定性好、耐腐蚀、再生性好、比强度高和无磁性等一系列优点,广泛应用于工业领域。LF6是一种防锈铝合金,它具有铝合金的多种优点尤其是耐腐蚀性及焊接性能良好,主要用于要求轻量化的结构件和海水装备的配件,如船舶、建筑等领域,也是航空航天不可缺少的重要材料[1-5]。LF6铝合金焊接常采用TIG焊,但是由于TIG焊接时焊接电弧能量密度低、电弧力小,在标准的焊接参数限制下,获得的焊接接头性能总是达不到要求,因此在此基础上引入了一种新的焊接技术——TIG活性焊(A-TIG)[6]。A-TIG焊作为TIG焊的优化焊接技术,具有广阔的应用前景,它可以在相同电流下有效地提高熔深,大大提高生产率的同时减小焊接变形。目前,世界上3个最著名的焊接研究所——PWI、EWI、TWI均积极致力于这一新型焊接工艺的研究、发展和应用。其研究热点主要集中在以下3个方面:一是适用于各种金属材料的活性剂的研制;二是活性剂增加焊接熔深机理的研究;三是解决如A-TIG焊焊缝的成形质量及其焊缝成分的变化等问题。当这些方面的研究得到完善后,A-TIG焊的应用将会更加广泛。
以2mm厚的LF6不锈铝合金为研究对象,选取SiO2、NaF的混合剂作为焊接活性剂,对比研究ATIG焊与TIG焊的接头宏观形貌、组织成分、力学性能等。对比小电流下的A-TIG焊与大电流TIG焊的焊接接头的成形质量是否更加优良,焊缝成分是否发生变化,是否更加符合焊接的实际需要。
1 试验材料和方法
试验材料为20mm×20mm×2mm的LF6铝合金薄板,其化学成分如表1所示。焊接方法为TIG焊,保护气体为99.99%氩气,流量8 L/min。焊接设备为林肯TIG257氩弧焊机。焊丝选用与母材同质焊丝,焊前用无水乙醇将工件表面油污或杂质清除干净后,用细钢丝刷或高精度砂纸打磨试样表面清理干净工件表面氧化膜,直至露出金属光泽。ATIG焊时将活性剂粉末与丙酮以固定配比溶解后搅拌成糊状,再均匀地涂敷至近焊缝区域,涂覆厚度10~15mm。为了保证实验条件的一致性和实验数据的可比性,按相同的焊接参数对试件进行对接焊,其中试验件焊缝处一半涂覆活性剂,另一半不涂。相应的焊接参数如表2所示。
焊后沿焊接接头横截面方向采用线切割方式加工试样,分别对不同的焊接接头试样进行硬度测试、组织成分分析、室温拉伸及显微组织观察。采用金相显微镜观察焊接接头的母材区(BM)、热影响区(HAZ)、熔合区(FZ)及焊缝区(WZ)的金相组织,按照国家标准GB/T228-2002《金属材料室温拉伸实验方法》有关规定制成拉伸试样,在DNS100电子力能测试机上进行力学实验。采用低负荷显微维氏硬度计沿垂直于熔深方向测试焊接接头侧面中心线位置硬度,载荷为25 g。利用场发射扫描电镜及能谱分别对拉伸断口进行高倍扫描实验和元素分析,并用EPMA对焊接接头的组织成分进行成分变化分析。
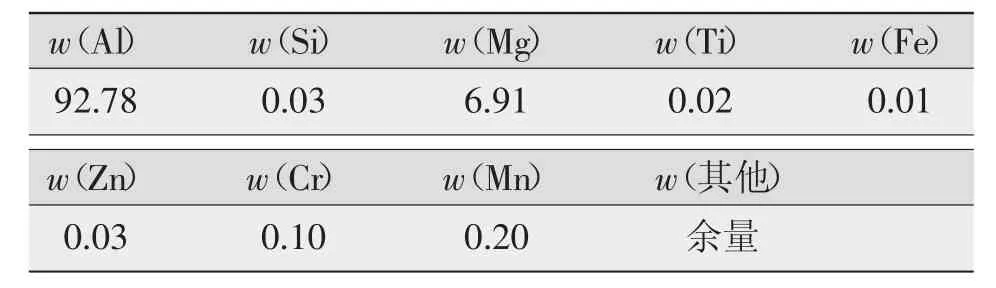
表1 LF6铝合金的化学成分%
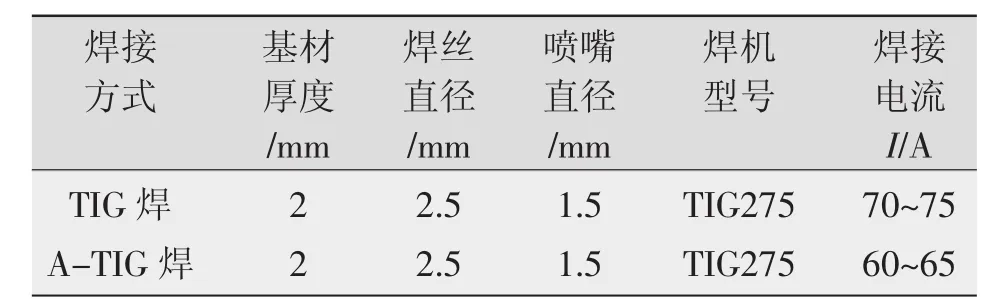
表2 TIG焊与A-TIG焊的焊接工艺参数
2 实验结果与分析
2.1 显微组织观察
沿熔深方向截取LF6铝合金焊接接头,经过一系列制样过程后,通过金相显微镜观察金相组织。LF6铝合金TIG焊和A-TIG焊接头基材、熔合区和焊缝区3个不同区域的显微组织形貌如图1所示。
由图1a、图1d可知,基材加工方式为轧制加工。由图1b、图1c、图1e、图1f可知,TIG与A-TIG焊接接头焊缝区和熔合区金相组织均为柱状晶,但熔合区的晶粒更小一些。造成这种差别的主要原因是焊缝中间温度较高,过冷度较小,但熔合区距母材较近,散热较快、过冷度较大,金属能够快速结晶,所以熔合区的晶粒小于焊缝区。观察图1c、图1f发现,A-TIG焊焊缝区晶粒明显比TIG焊晶粒粗大。显然涂敷的活性剂对焊缝微观组织产生了影响,使A-TIG焊缝区域的晶粒比TIG焊焊缝区域粗大。其原因为:活性剂与电弧作用增大了电弧,提高了焊缝区的温度,使得熔池处于高温的时间加长,导致晶粒更容易长大。并且由于活性剂吸收热量,在焊缝区散热时其释放能量降低了温度散发速度,造成熔池温度梯度减小,从而有利于第二相的保留。第二相的数量越多,它们与位错间的交互作用越强,阻碍位错运动,提高合金的变形抗力,故A-TIG焊焊缝处的硬度增加。
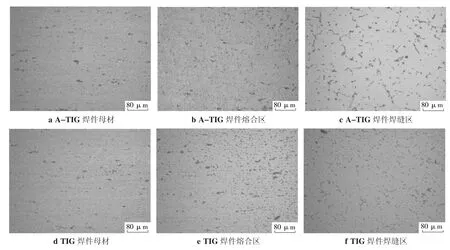
图1 焊接接头显微组织形貌
2.2 力学性能分析
焊接后的板材沿垂直于熔深方向截取拉伸标准试样。拉伸试样尺寸如图2所示。在DNS100电子力能测试机上测试拉伸试样的主要力学性能,拉伸速度为2mm/min。2组拉伸试验均是从热影响区断裂,说明焊接接头的强度达到要求。TIG焊与ATIG焊在常温下的拉伸曲线如图3所示。对LF6合金进行拉伸试验后发现,拉伸曲线上会出现PLC现象,PLC效应的成因可归结为材料微细观结构演化过程中的动态应变时效(Dynamic Strain Ageing),即可动位错与障碍或溶质原子间的相互作用[7-9]。在LF6防锈铝合金中PLC现象主要是Mg原子与位错的相互作用引起的[10-11]。由于LF6合金的比热和导热系数在低温区间与温度的升高降低一致,因此在位错滑移的情况下会稍微提高试样温度使其软化,从而导致强度下降。同时位错的相互作用增加,位错与溶质原子也会相互作用,导致发生不连续滑移的区域产生加工硬化。因为软化与加工硬化的作用交替进行,所以试样在拉伸时会出现锯齿状。由图3可知,A-TIG焊与TIG焊拉伸试样的屈服强度都为225MPa。A-TIG焊的延伸率为22mm,TIG焊的延伸率为20mm,故可以判断A-TIG焊的延伸率较大;A-TIG焊焊缝的抗拉强度高于TIG焊,其主要原因是A-TIG焊时活性剂的加入使得晶粒内析出的第二相增多形成第二相强化,增加焊缝区域整体强度,从而提高抗拉强度。综上所述,A-TIG焊的焊接接头总体拉伸性能较强。
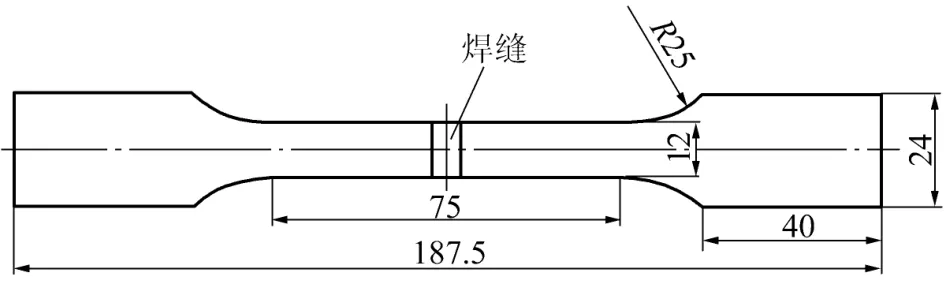
图2 拉伸标准试样

图3 拉伸曲线
沿焊接横截面中心线位置进行对称的显微硬度测试,其显微硬度分布情况如图4所示。A-TIG焊试样的整体硬度相比于TIG焊明显增强,尤其是焊缝处最为明显。A-TIG焊和TIG焊的试样在焊缝区的硬度值基本上达到最高,而在热影响区略有减小。结合金相图可以看出,A-TIG焊焊缝处第二相的数量较多,分析认为是熔池内有活性剂的作用导致焊缝处凝固时析出的第二相数量增多。焊缝处的位错移动时会与第二相产生交互作用,阻碍合金的变形抗力,使硬度升高,表现为焊缝处硬度高于TIG焊的。两种焊接方式热影响区的硬度值均有所降低,这是因为热影响区晶粒所处的温度较高,导致组织长大,所以此区域的变形抗力较小,硬度降低。
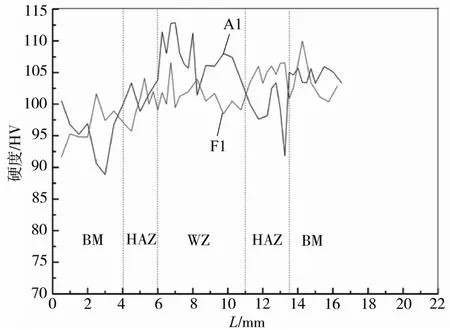
图4 A-TIG焊与TIG焊硬度曲线
2.3 拉伸断口分析
两种焊接方式试样的拉伸断裂部位均为靠近熔合区位置的热影响区,由于这一区域靠近焊缝区,所以温度较高,其组织长时间处于过热状态,使晶粒长大粗化,严重降低了这一区域的塑性与韧性,故试样拉伸断裂均在该区域。为了深入探讨焊接接头的拉伸断裂机制,对拉伸断口进行了SEM观察,TIG拉伸试样和A-TIG拉伸试样断口的扫描形貌如图5所示。由图5可知,两种试样的拉伸断裂断口呈等轴韧窝断口特征,为韧性断裂。A-TIG焊的韧窝尺寸大于TIG焊的。由于韧窝尺寸受材料的硬化指数、应力状态和温度的影响,因此它反映了材料断裂前塑性变形的大小。韧窝尺寸越大,材料塑性越好,所以A-TIG焊的试样塑性更好[12]。
由位错理论可知,在第二相粒子或夹杂物周围堆砌着位错环,无外力作用下,位错环在第二相粒子的排斥及位错堆积作用下保持平衡状态。当所受外力足够大时,位错环向第二相粒子运动。当其前沿积累的弹性应变能足以克服第二相粒子与基体表面之间的界面结合力而形成新表面时,便会形成显微空洞。而金属内部的显微空洞在外力作用下不断长大,同时几个相邻显微空洞之间的基体横截面不断缩小,最后产生断裂形成韧窝断口形貌。因此韧窝尺寸的大小与第二相也有十分紧密的联系,影响韧窝尺寸的主要因素为第二相质点的尺寸、形状、分布等,另外与外加应力温度等也有很大关系。断口第二相微观组织如图6所示,可以观察到在韧窝中心含有较为明显的第二相质点,它在断裂过程中起裂纹核心作用,为断裂发生源。A-TIG焊热影响区第二相质点的分布比TIG焊多并且第二相的尺寸也相对较大,初步判断是因为在母材表面涂敷活性剂后,活性剂的导热性差,覆盖在熔池表面和热影响区,降低了热影响区冷却速度,相变时间变长,使得A-TIG焊热影响区晶粒比TIG焊粗大。进一步对韧窝中的第二相质点进行能谱分析,测试数据如表3、表4所示。TIG焊和A-TIG都是以Al6FeMn为基的第二相粒子,故可以排除在ATIG焊中添加活性剂会对热影响区内第二相的成分造成影响。
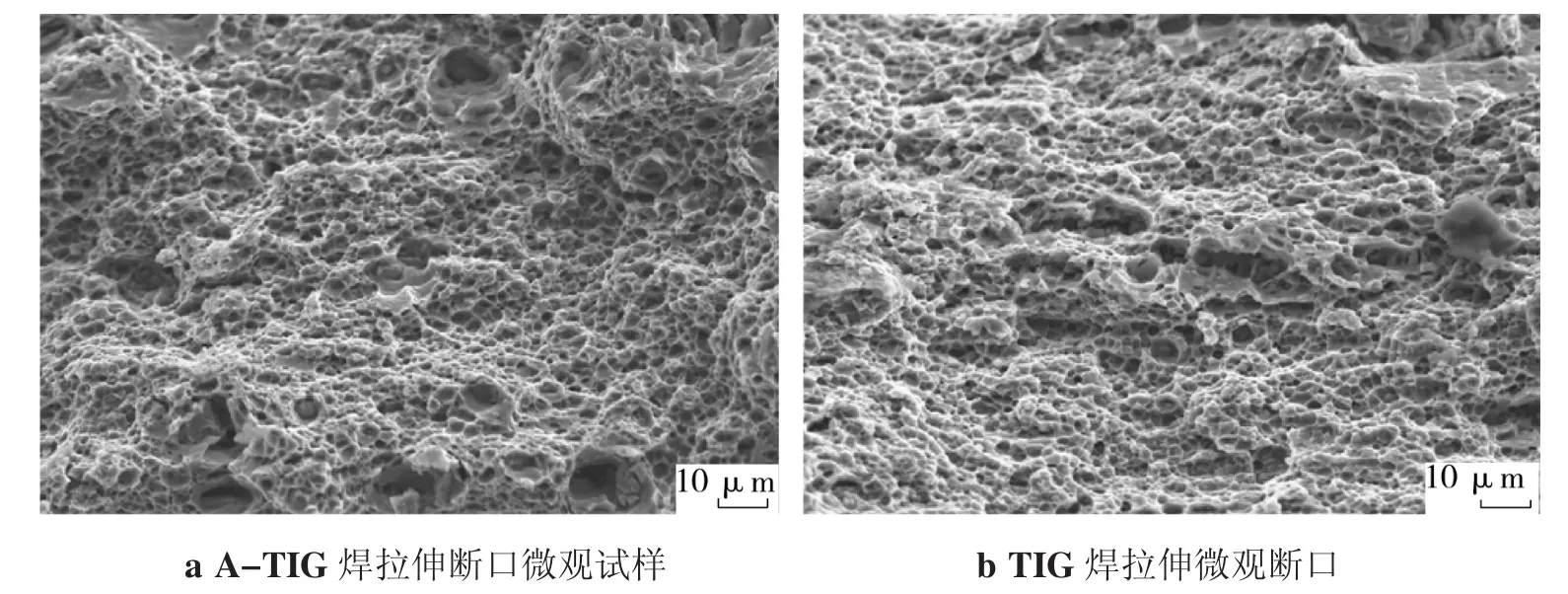
图5 显微断口形貌
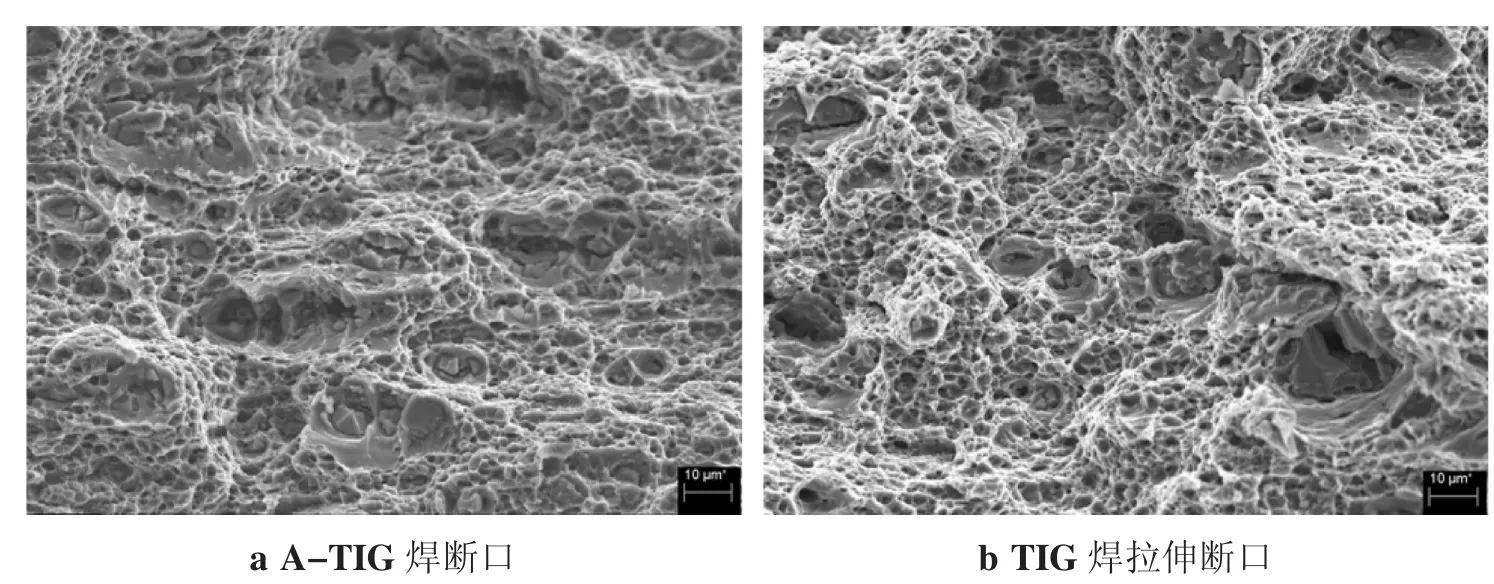
图6 断口第二相微观组织
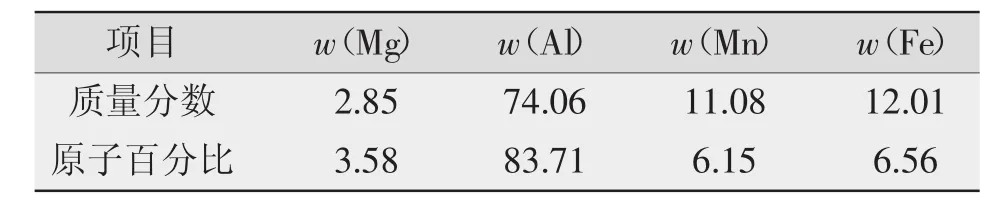
表3 A-TIG焊热影响区第二相元素 %
表4 TIG焊热影响区第二相元素 %
2.4 活性剂对焊缝成分的影响
A-TIG焊时在焊缝表面涂覆活性剂必然会导致活性剂元素向焊缝过渡,此外活性剂可以收缩电弧,使A-TIG焊在低电流情况下也能产生较高的电弧温度,因此可能会过渡烧损母材本身元素导致焊缝成分产生变化。因此对焊缝处进行元素成分分析十分必要。对母材区域、A-TIG焊焊缝区域以及TIG焊焊缝区域的基体以及第二相进行了EPMA点扫描分析。A-TIG焊、母材及TIG焊焊缝的背散射图像如图7所示。母材区域、A-TIG焊焊缝区域以及TIG焊焊缝区域的基体以及第二相的组织的点扫描结果如表5、表6所示。由于焊缝区域内的第二相经历了一个重熔又析出的过程,第二相沿晶界析出,展现出一部分晶界的形状(见图7),焊缝处第二相相对母材的第二相组织比较细长。而母材处的第二相没有经过重熔再结晶的过程,故其形貌比较圆润。
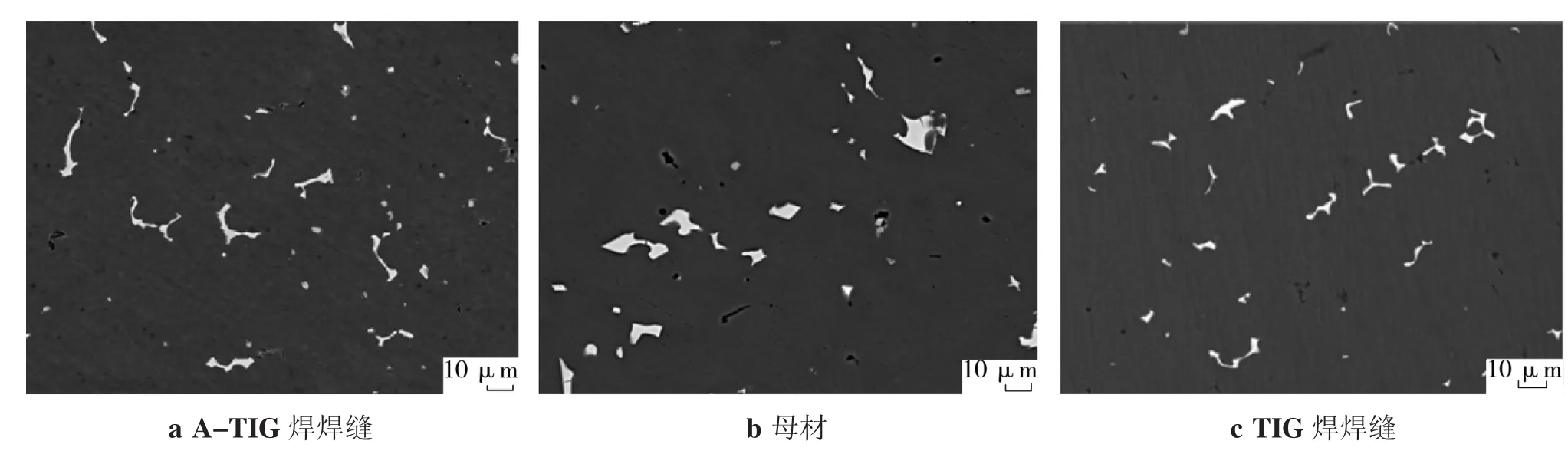
图7 背散射图像
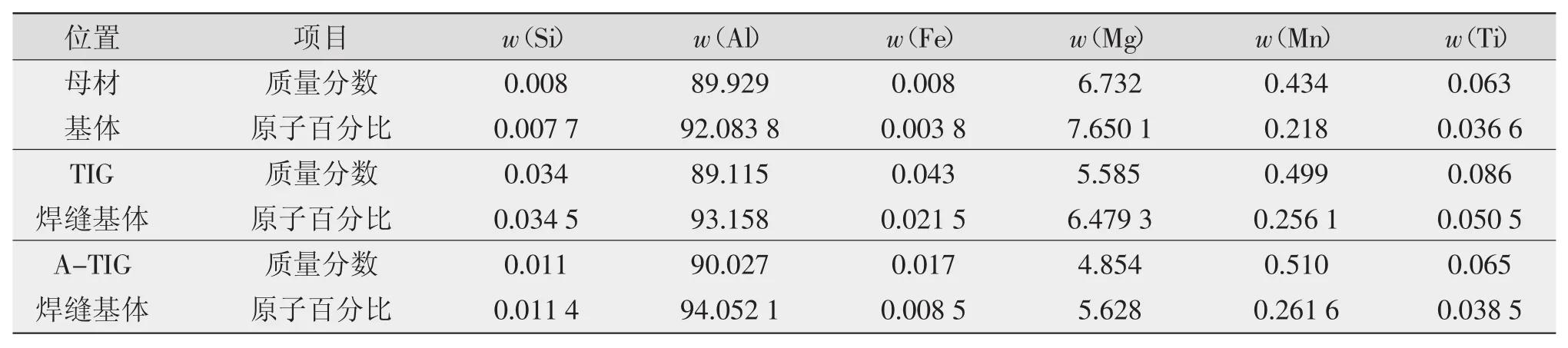
表5 基体元素分析 %
由EPMA点分析结果可知,未涂覆活性剂的焊缝成分与母材成分基本一致,焊接过程基体内的合金烧损元素主要为Mg元素;而涂覆活性剂后,Mg元素的烧损更为严重,且Si元素也出现相对烧损。这是因为在A-TIG焊涂覆活性剂后,在焊接过程中可以收缩电弧,所以在小电流情况下A-TIG焊也可以产生较大的热量,因而 Mg元素的烧损更加严重。根据数据对比,基材处的第二相成分、焊缝处第二相的成分只有Si、Mn元素出现相对烧损,但TIG焊与A-TIG焊的烧损情况基本一致,其第二相所含成分也基本相同。因此可以验证涂覆活性剂对焊缝成分的影响并不明显。这说明在焊缝处A-TIG焊的硬度高于TIG焊与元素的关联并不大。
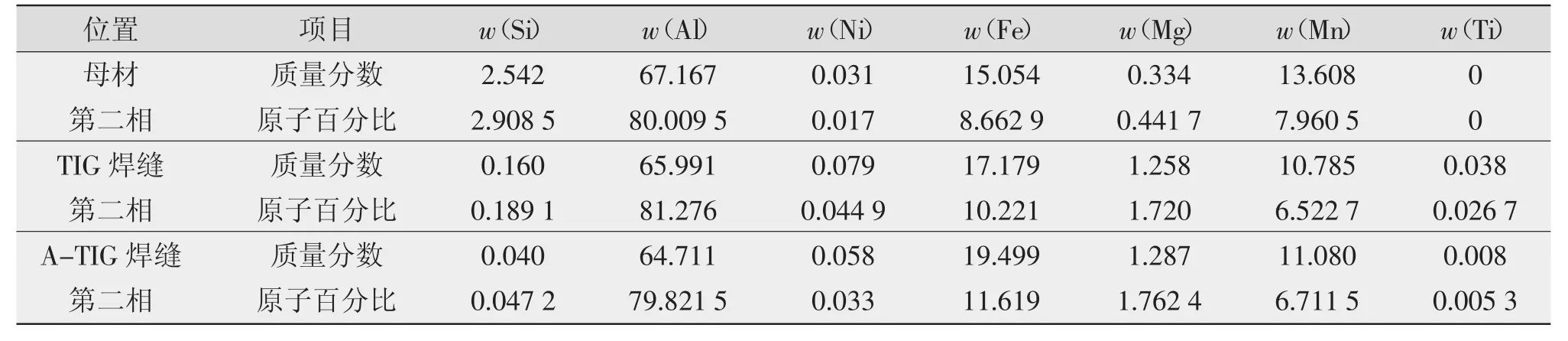
表6 第二相元素分析%
3 结论
(1)A-TIG焊接头组织比TIG焊粗大,且析出第二相含量高于TIG焊。
(2)A-TIG焊接接头的抗拉强度和断裂伸长率均高于TIG焊,焊缝区硬度明显提高,焊接接头性能良好。
(3)A-TIG焊中活性涂覆剂的加入对焊缝的化学成分及物相组成基本没有影响。
(4)A-TIG焊在小电流条件下焊接接头性能仍略高于TIG焊,因此A-TIG焊能够解决焊接过程中电流大小造成的焊接质量问题。
[1]晁耀杰,李宏佳,李钦杰.A7N01铝合金焊接接头组织对疲劳断裂的影响[J].焊接技术,2017(8):5-9.
[2]彭非,楚浩,杨兵.5A06铝合金油箱氩弧焊热影响区裂纹分析及预防措施[J].电焊机,2007,37(7):34-37.
[3]晁耀杰.基于声弹性原理钢的焊接应力测量方法的研究[D].黑龙江:哈尔滨工业大学,2015.
[4]周万盛,姚君山.铝及铝合金的焊接[M].北京:机械工业出版社,2006:3-4.
[5]Zhao T,Jiang Y.Fatigue of 7075-T651 aluminum alloy[J].International Journal of Fatigue,2008,30(5):834-849.
[6]张秋平.活性焊剂氩弧焊技术及其应用[J].飞航导弹,2004(6):57-60.
[7]Cottrell A H.LXXXVI.A note on the Portevin-Le Chatelier effect[J].Philosophical Magazine Series 1,2010,44(355):829-832.
[8]Mccormick PG.Theory of flow localisation due to dynamic strain ageing[J].Acta Metallurgica,1988,36(12):3061-3067.
[9]Brechet Y,Estrin Y.On the influence of precipitation on the Portevin-Le Chatelier effect[J].Acta Metallurgica Et Materialia,1995,43(3):955-963.
[10]Wen W,Zhao Y,Morris JG.The effectofMg precipitation on themechanical properties of 5XXX aluminum alloys[J].Materials Science&Engineering A,2005,392(1):136-144.
[11]Wen W,Morris JG.An investigation of serrated yielding in 5000 seriesaluminum alloys[J].Materials Science&Engineering A,2003,354(1-2):279-285.
[12]钟群鹏,赵子华.断口学[M].北京:高等教育出版社,2006.
猜你喜欢
理化检验(物理分册)(2022年11期)2022-11-22
宁夏电力(2022年1期)2022-04-29
上海工程技术大学学报(2021年3期)2022-01-22
贵金属(2021年1期)2021-07-26
齐鲁工业大学学报(2021年2期)2021-04-23
电焊机(2020年4期)2020-09-10
中国金属通报(2020年5期)2020-01-06
黑龙江科技大学学报(2016年5期)2016-12-09
电焊机(2016年8期)2016-12-06
山东冶金(2015年5期)2015-12-10
